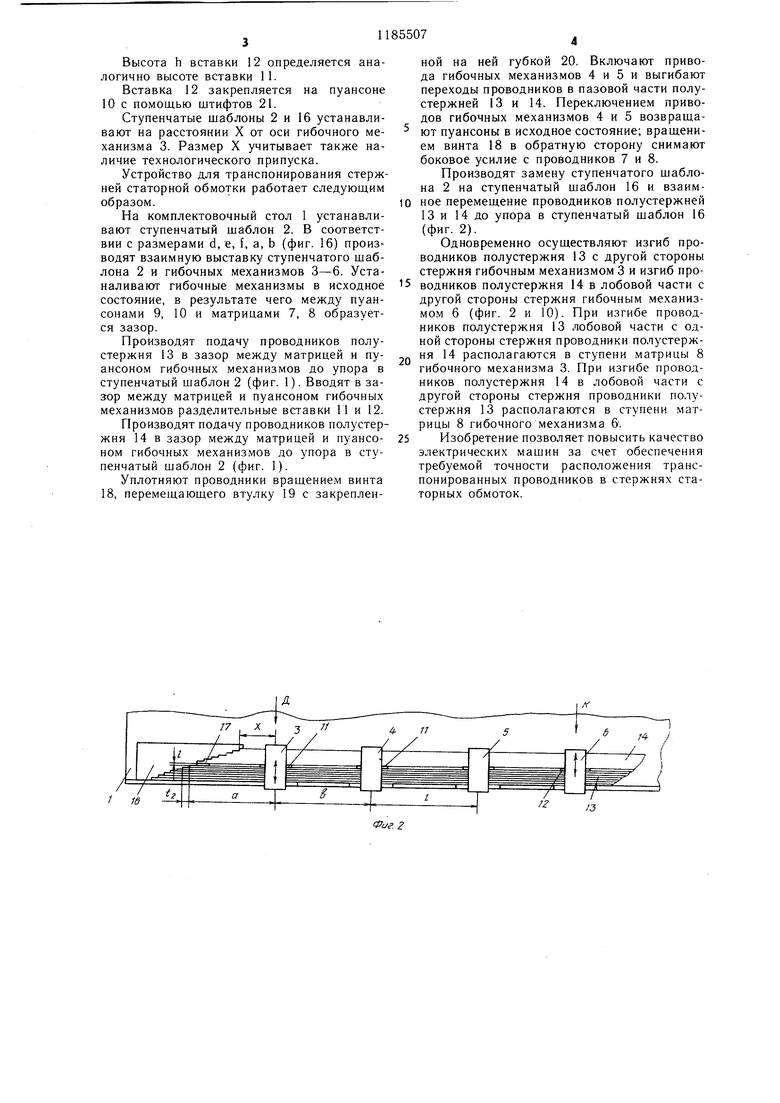
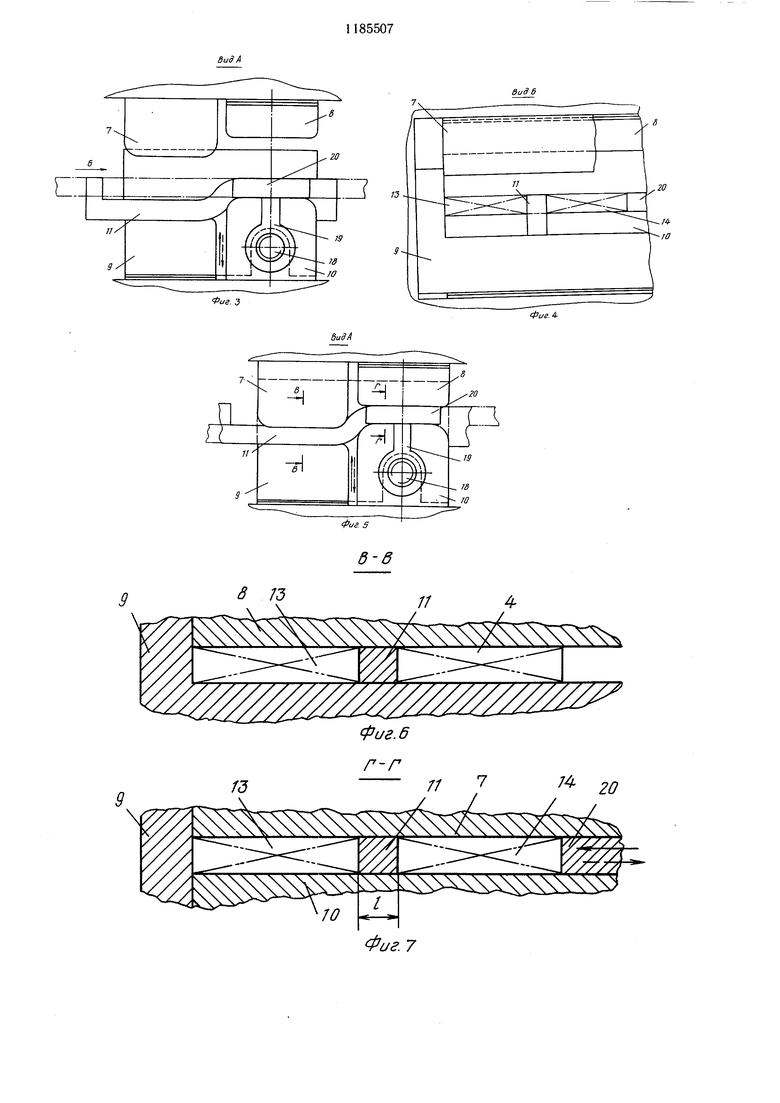
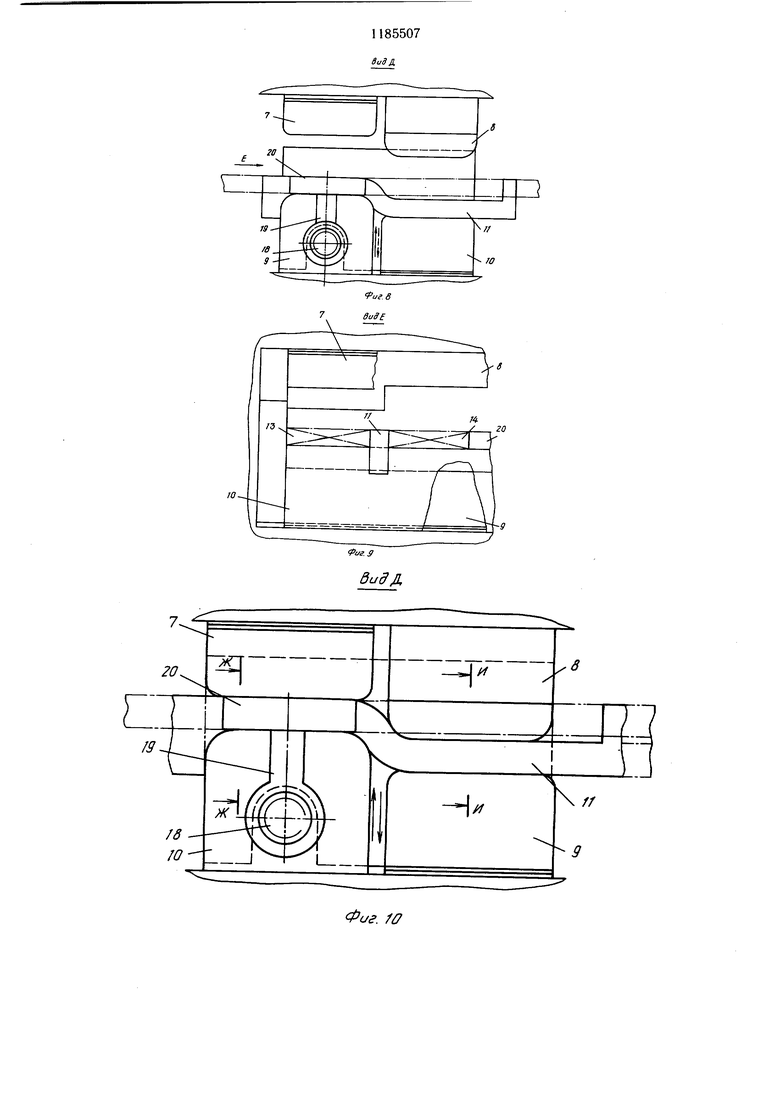
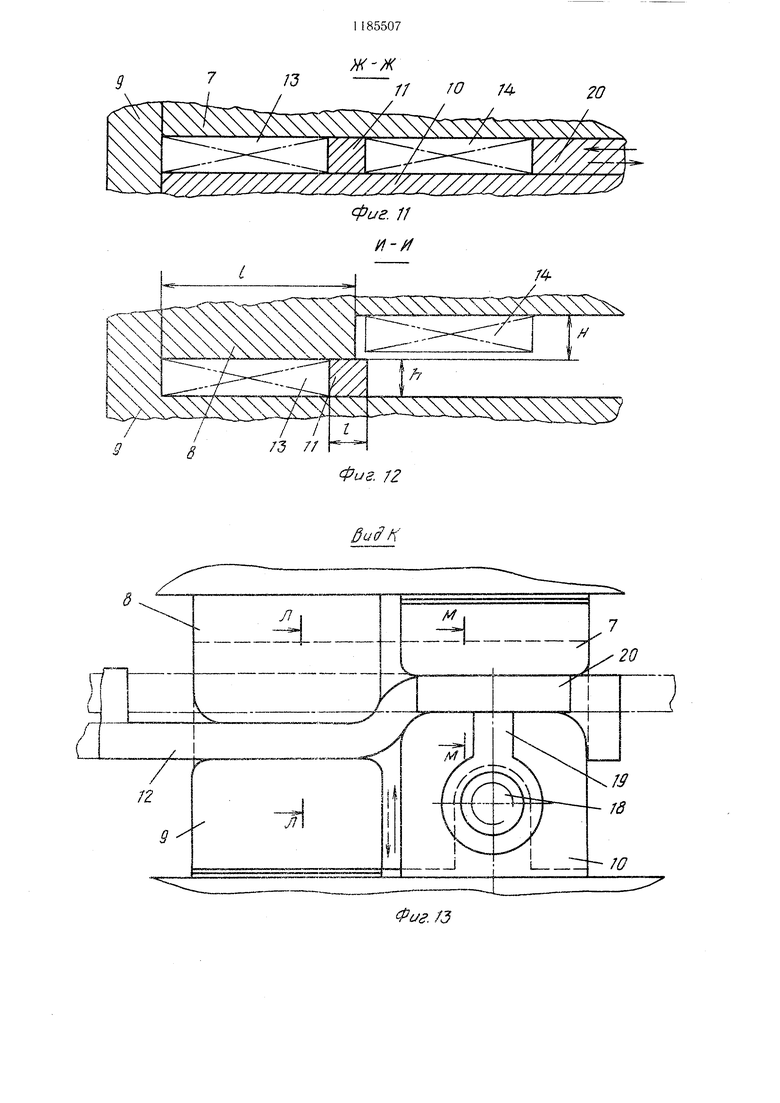
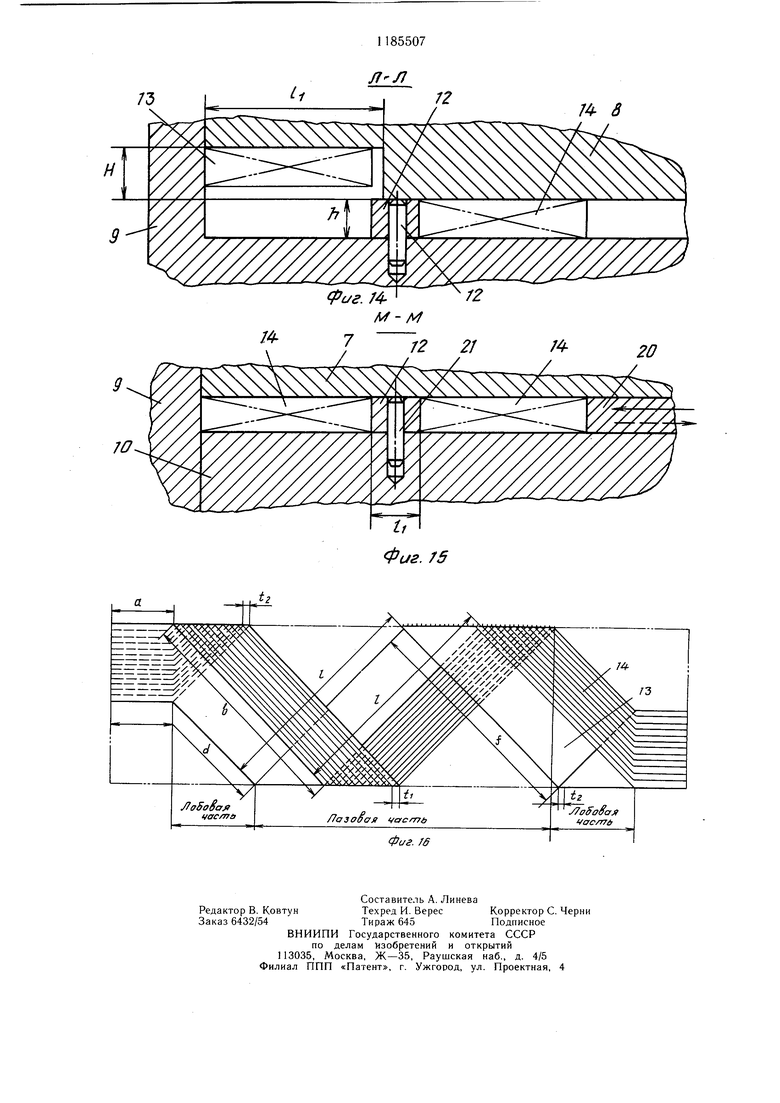
Изобретение относится к технологическому оборудованию для производства крупных электрических машин и может быть использовано в электротехнической промышленности при транспонировании стержней статорной обмотки. Цель изобретения - повышение качества электрических машин за счет обеспечения требуемой точности расположения транспонированных проводников в стержнях статорных обмоток. На фиг. 1 изображено устройство для транспонирования стержней статорной обмотки в процессе изгиба стержня в пазовой части; на фиг. 2 - устройство в процессе изгиба стержня в лобовых частях стержня; на фиг. 3 - вид А на фиг. 1, гибочный механизм для пазовой части до изгиба стержня в пазовой части; на фиг. 4 - вид Б на фиг. 3, гибочный .механиз.м пазовой части; на фиг. 5 - вид А на фиг. 1, гибочный механизм пазовой части стержня после изгиба стержня в пазовой части; на фиг. 6 - сечение В-В на фиг. 5; на фиг. 7 - сечение Г-Г на фиг. 5; на фиг. 8 - вид Д на фиг. 2, гибочный механизм лобовых частей до изгиба стержня в лобовой части; на фиг. 9 - вид Е на фиг. 8, гибочный механизм лобовой части; на фиг. 10 - вид Д на фиг. 2, гибочный механизм лобовых частей после изгиба стержня в лобовой части; на фиг. 11 - сечение Ж-Ж на фиг. 10; на фиг. 12 - сечение И - И на фиг. 10; на фиг. 13 - вид К на фиг. 2, гибочный механизм лобовых частей после изгиба стержня в лобовой части; на фиг. 14 - сечение Л-Л на фиг. 13; на фиг. 15 - сечение М-М на фиг. 13; на фиг. 16 - транспонированный полустержень. Устройство для транспонирования стержней статорной обмотки состоит из комплектовочного стола 1, на котором установлен съемный ступенчатый шаблон 2, шаг ti ступеней которого соответствует шагу транспонирования пазовых частей, и гибочные механизмы 3-6 для пазовых и лобовых частей. Каждый из гибочных механизмов 3-6 содержит две матрицы 7 и 8 и два пуансона 9 и 10. На пуансонах 9 и 10 расположены разделительные вставки 1 I и 12 с шириной I, форма которых соответствует форме изгиба стержня, состояшего из двух полустержней 13и 14, а на ступенчатом шаблоне 2 выполнен разделительный выступ 15, расположенный на уровне разделительных вставок 11 и 12, ширина которого соответствует ширине Е вставок. Одна из матриц 8 каждого гибочного механизма 3 и 6 для лобовых частей выполнена ступенчатой в плоскости, перпендикулярной направлению подачи стержней 13 и 14 Для удобства размещения стержней 13 и 14разделительные вставки 11 для пазовой части стержня и лобовой части стержня с одной стороны расположены с возможностью перемещения пО поверхности пуансонов 9 и 10 в направлении, перпендикулярном направлению подачи стержня, а разделительная вставка 12 для лобовой части с другой стороны стержня жестко связана с пуансонами 9 и 10. При необходимости транспонирования стержня с шагом 12 плетения в лобовых частях, отличным от шага плетения ti в пазовых частях, предусмотрен ступенчатый шаблон 16 с разделительным выступом 17. Гибочный механизм 4 установлен на расстоянии d от первого уступа ступенчатого шаблона 2, а расстояния между гибочными механизмами 4, 5 и 5, 6 равны соответственно е и f. Гибочный механизм 3 установлен на расстоянии а от уступа ступенчатого шаблона 16, расстояния между гибочными механизмами 3, 4 и 4, 5 равны соответственно b и е. Пуансон 10 имеет центральное отверстие, в котором расположен винт 18. На винте 18 расположена втулка 19 с закрепленной на ней прижимной губкой 20. Длина ступени L матрицы 8 (фиг. 12) определяется из выражения а.чакс + , где п - количество проводников 13 полустержня;амакс - максимальное значение по меньшей стороне проводника, мм; Е-ширина вставки 11 (фиг. 5), мм. Значение размера 2 (фиг. 5) определяется из выражения (амаксамин) -|-Л, где амин - минимальное значение по меньшей стороне проводника, мм; мм - гарантированный перекрой между матрицей 8 и вставкой 11. Высота ступени Н (фиг. 12) определяется из выражения Н Ьмакс+ (2-3), где Ьмакс - максимальное значение по большей стороне проводника, мм. Высота вставки 11 (фиг. 12) определяется из выражения Ь Ьмии-(0,5-1), где Ьмин - минимальное значение по большей стороне проводника, мм. Матрица 8 гибочного механизма 6 имеет ступень, высота которой определяется аналогично размеру Н матрицы 8 гибочного механизма 3. Длина ступени Ц (фиг. 17) определяется из выражения Ll n- амакс- -К- 2l, п - количество проводников 1 полустержня 13; амакс - максимальное значение меньшего размера проводника, мм; к(1/4-1/2) -коэффициент, учитывающий перекрой между матрицей 8 и вставкой 12; fi (8-10) -ширина вставки 12, мм (фиг. 13).
Высота h вставки 12 определяется аналогично высоте вставки 11.
Вставка 12 закрепляется на пуансоне 10 с помощью штифтов 21.
Ступенчатые шаблоны 2 и 16 устанавливают на расстоянии X от оси гибочного механизма 3. Размер X учитывает также наличие технологического припуска.
Устройство для транспонирования стержней статорной обмотки работает следующим образом.
На комплектовочный стол 1 устанавливают ступенчатый шаблон 2. В соответствии с размерами d, е, f, а, b (фиг. 16) производят взаимную выставку ступенчатого шаблона 2 и гибочных механизмов 3-6. Устаналивают гибочные механизмы в исходное состояние, в результате чего между пуансонами 9, 10 и матрицами 7, 8 образуется зазор.
Производят подачу проводников полустержня 13 в зазор между матрицей и пуансоном гибочных механизмов до упора в ступенчатый шаблон 2 (фиг. 1). Вводят в зазор между матрицей и пуансоном гибочных механизмов разделительные вставки 11 и 12.
Производят подачу проводников полустержня 14 в зазор между матрицей и пуансоном гибочных механизмов до упора в ступенчатый шаблон 2 (фиг. 1).
Уплотняют проводники вращение.м винта 18, перемещающего втулку 19 с закрепленной на ней губкой 20. Включают привода гибочных механизмов 4 и 5 и выгибают переходы проводников в пазовой части полустержней 13 и 14. Переключением приводов гибочных механизмов 4 и 5 возвращают пуансоны в исходное состояние; вращением винта 18 в обратную сторону снимают боковое усилие с проводников 7 и 8.
Производят замену ступенчатого шаблона 2 на ступенчатый шаблон 16 и взаимное перемещение проводников полустержней 13 и 14 до упора в ступенчатый шаблон 16 (фиг. 2).
Одновременно осуществляют изгиб проводников полустержня 13 с другой стороны стержня гибочным механизмом 3 и изгиб проводников полустержня 14 в лобовой части с другой стороны стержня гибочным механизмом 6 (фиг. 2 и 10). При изгибе проводников полустержня 13 лобовой части с одной стороны стержня проводники полустерж„ ня 14 располагаются в ступени матрицы 8 гибочного механизма 3. При изгибе проводников полустержня 14 в лобовой части с другой стороны стержня проводники полустержня 13 располагаются в ступени матрицы 8 гибочного механизма 6.
Изобретение позволяет повысить качество электрических машин за счет обеспечения требуемой точности расположения транспонированных проводников в стержнях статорных обмоток.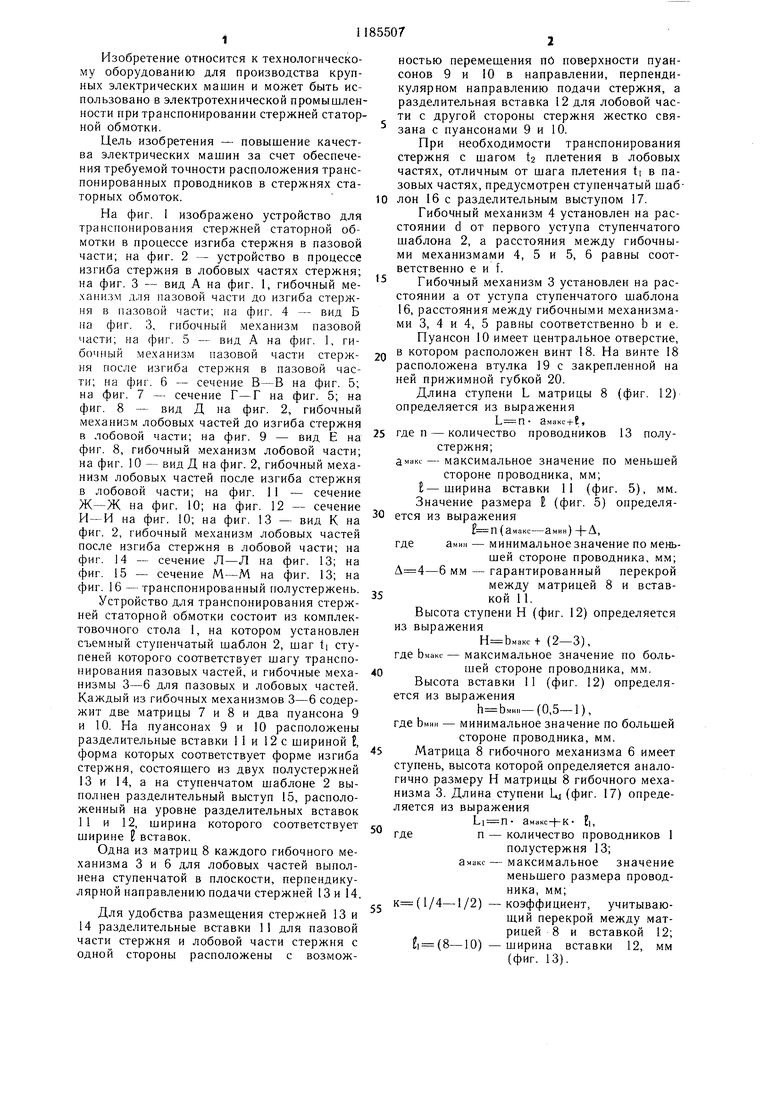
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ СТАТОРНОЙ ОБМОТКИ | 1999 |
|
RU2161360C1 |
| Стержень двухслойной статорной обмотки электрической машины | 1978 |
|
SU909759A1 |
| Устройство для формообразования перехода из пазовой в лобовую часть стержневой обмотки электрической машины | 1981 |
|
SU997188A1 |
| Стержень статорной обмотки высоковольтных электрических машин | 1985 |
|
SU1343503A1 |
| Статор электрической машины | 1984 |
|
SU1280671A1 |
| Стержень обмотки статора электрической машины с беспазовым сердечником | 1982 |
|
SU1070650A1 |
| Стержень обмотки статора электрической машины | 1981 |
|
SU991913A1 |
| Стержень обмотки статора электрической машины | 1982 |
|
SU1064380A1 |
| Способ изготовления стержневых обмоток электрических машин с жидкостным охлаждением | 1983 |
|
SU1185506A1 |
| Обмотка статора электрической машины | 1981 |
|
SU1050047A1 |
1. УСТРОЙСТВО ДЛЯ ТРАНСПОНИРОВАНИЯ СТЕРЖНЕЙ СТАТОРНОЙ ОБМОТКИ, включаюш,ее комплектовочный стол, на котором установлены съемный ступенчатый шаблон, шаг ступеней которого соответствует шагу транспонирования, и гибочные механизмы для пазовых и лобовых частей, каждый из которых содержит две матрицы и два пуансона, отличающееся тем, что, с целью повышения качества электрических машин за счет обеспечения требуемой точности расположения транспонированных проводников в стержнях статорных обмоток, устройство содержит разделительные вставки,.форма которых соответствует форме изгиба стержня, расположенные на пуансонах, одна из матриц каждого гибочного механизма для лобовых частей выполнена ступенчатой в плоскости, перпендикулярной направлению подачи стержней, при этом на ступенчатом шаблоне выполнен разделительный выступ, расположенный на уровне разделительных вставок, ширина которого соответствует ширине вставок. 2. Устройство по п. 1, отличающееся тем, что разделительные вставки для пазовой часI ти стержня и лобовой части с одной стороны расположены с возможностью перемещения (Л по поверхности пуансонов в направлении, перпендикулярном направлению подачи стержней, а разделительная вставка для лобовой части с другой стороны стержня жестко связана с пуансонами. 00 01 СП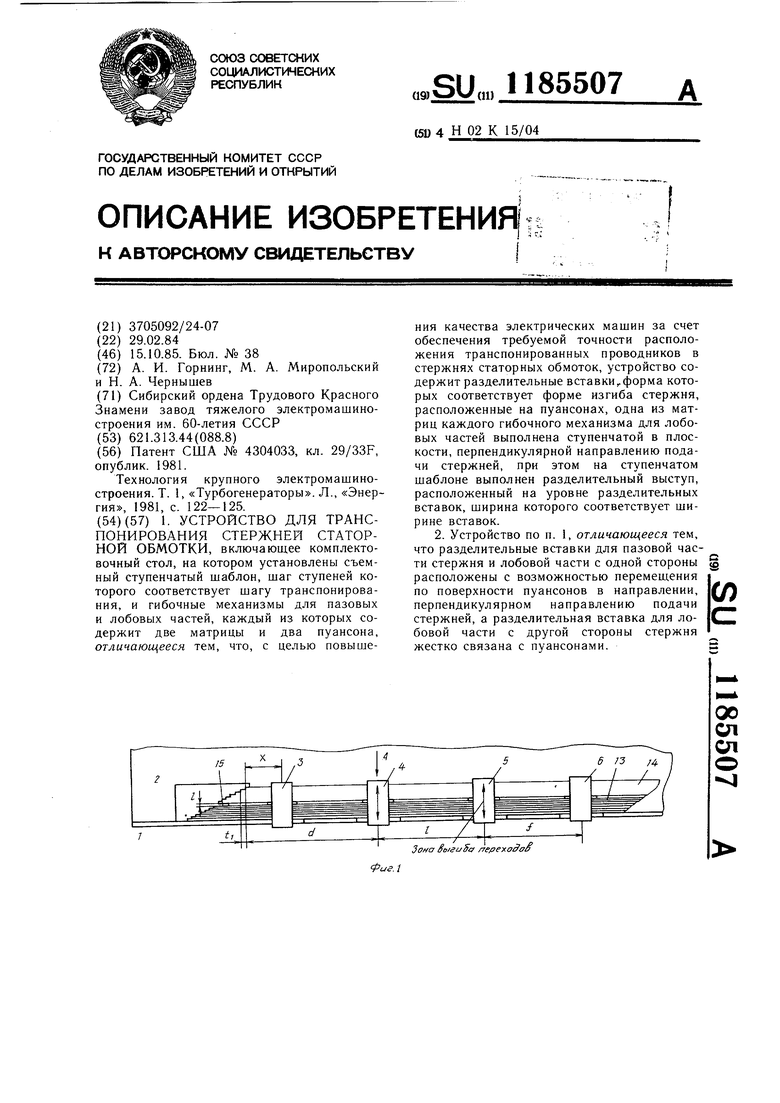
Фиг. Э
Вид 6
20
J3 S--,
Фие.4
п
п
/
8 73 Л. Ж
./
20
П
J9
. В
ю
Фиг. 7 ч
13/в 3 -
I
//
IO
Фиг. fO
/ Ж-Ж П фиг. //
cSxvSv.
SuffH го /4 zx: УТ7
| Патент США № 4304033, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Технология крупного электромашиностроения | |||
| Т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Л., «Энергия, 1981, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
