Известен способ изготовления фигурной манжеты применительно к фторопласту, заключающийся в том, что манжету изготавливают путем экструзии шнура из фторопласта-4, который затем расплавляется в кольцо требуемого диаметра.
Отличительная особенность предлагаемого способа состоит в том. что, с целью получения шнура требуемого сечения и длины из заготовок малого диаметра, на внешней цилиндрической поверхности заготовки нарезают профильные канавки по винтовой линии с шагом, величина которого превышает ширину шнура на размер ширины отрезного резца, а затем заготовку разрезают менаду канавками также по винтовой линии с тем же шагом.
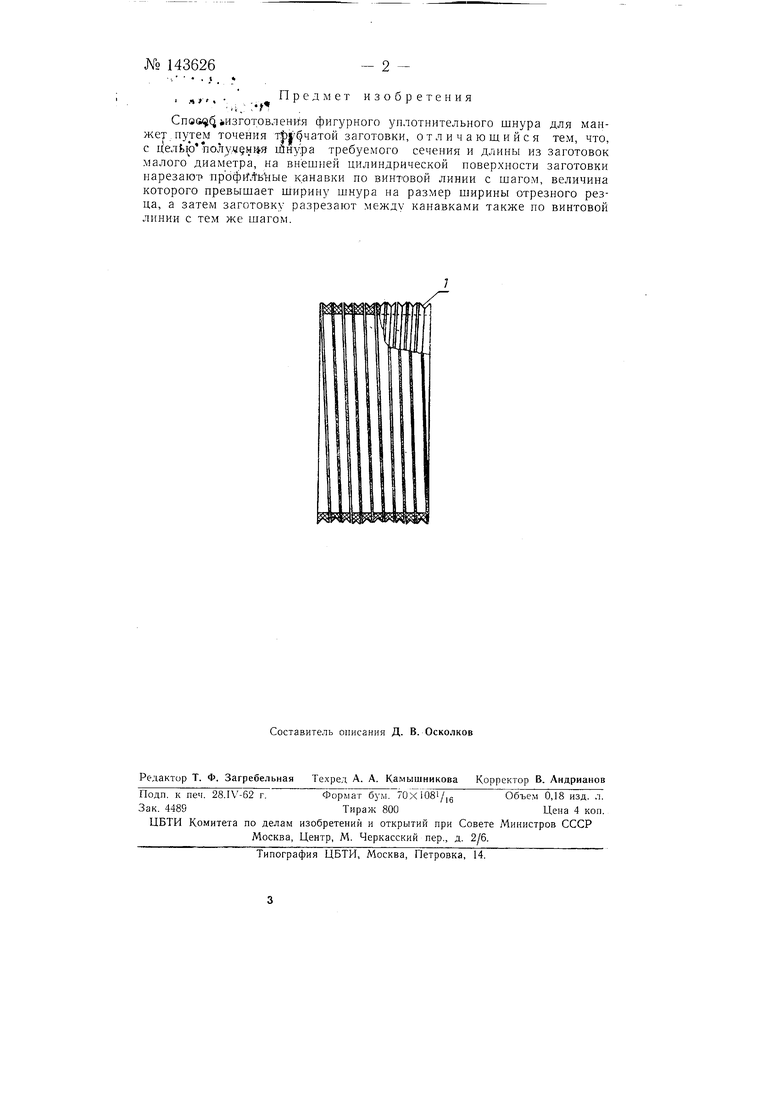
На чертеже изображена заготовка после разрезки ее резцом при изготовлении шнура описываемым способомПри изготовлении шнура фторопластовую заготовку, выполненную в виде втулки, надевают на цилиндрическую оправку и протачивают на внешней поверхности заготовки канавку 7, расположенную по винтовой линии с шагом большим, чем ширина шнура, на величину, равную ширине резца.
После Проточки канавки заготовку разрезают отрезным резцом также по винтовой линии с тем же шагомПолученный шнур разрезают на куски и сворачивают в кольцо диаметром, равным диаметру уплотняемой детали- так, чтобы канавка / была расположена на боковой поверхности кольца.
Экспериментальный научно-исследовательский институт кузнечноцрессового машиностроения в своем заключении отметил, что предлагаемый способ изготовления шнура позволяет изготовлять и применять манжетный шнур из теплостойких материалов, не поддающи.хся шприцеванию, что способствует увеличению срока службы этого вида уплотненияПредмет изобретения
л t :
Спвй(.изготовленвя фигурного уплотнительного шнура для манжет, нутем точения тЫ чатой заготовки, отличающийся тем, что, с целЬюполучения lUHy-pa требуемого сечения и длины из заготовок малого диаметра, на внешней цилиндрической поверхности заготовки нарезаю-р профи .ные канавки по винтовой линии с шагом, величина которого превышает ширину шнура на размер ширины отрезного резца, а затем заготовку разрезают между канавками также по винтовой линии с тем же шагом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для проверки правильности изготовления глубоких отверстий | 1932 |
|
SU32733A1 |
| Концевой затвор сосудов, работающих под давлением | 1953 |
|
SU100084A1 |
| Способ изготовления лопаточного венца турбин, вентиляторов и т.п. | 1946 |
|
SU72189A1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ ОТ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2049595C1 |
| Способ снятия остаточных напряжений в заготовках | 1989 |
|
SU1761381A1 |
| Инструмент для механической обработки материалов | 2016 |
|
RU2643994C2 |
| КОМБИНИРОВАННОЕ КОЛЬЦЕВОЕ СВЕРЛО ДЛЯ ГЛУХИХ ОТВЕРСТИЙ В КОСТНОЙ ТКАНИ | 2016 |
|
RU2675339C2 |
| Способ изготовления труб с внутренним оребрением | 1974 |
|
SU502714A1 |
| СПОСОБ УСТАНОВКИ ВИНТОВОЙ СВАИ В МНОГОЛЕТНЕМЕРЗЛЫХ ГРУНТАХ И БУРОВОЙ ШНЕК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2022 |
|
RU2786081C1 |
| КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ КОМПЛЕКТА ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА И КОМПЛЕКТ ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА, ИЗГОТОВЛЕННЫЙ С ИСПОЛЬЗОВАНИЕМ ЭТОГО КОМПЛЕКСА | 2008 |
|
RU2387909C2 |