Изобретение относится к металлообработке и может быть использовано в различных отраслях машиностроения. Известен способ отрезания заготовок из прутка с помощью двухрезцового приспособления для отрезания. В нем отрезание производится с помощью отрезного резца, который закрепляется в основном резцедержателе станка и специального резца, который устанавливается в дополнительном резцедержателе за заготовкой на поперечном суппорте. Работа резцами производится попеременно: сначала врезается отрезной резец, установленный в основном суппорте, затем работает специальный резец в дополнительном суппорте, и окончательно отрезают заготовки отрезным резцом. При такой схеме отрезки работа распределена между двумя резцами, причем задний резец подготавливает благоприятные условия для работы отрезного резца, что увеличивает стойкость отрезного резца. При отрезании кольцевых заготовок из труб обнаруживается недостаток этого способа. В конце рабочего хода отрезного резца образуется тонкая оболочка шириной, равной ширине резца, которая по прочности не может сопротивляться радиальной силе резания и разрушения. Отрезной резец стремительно двигается вперед, протыкая тонкую оболочку. При этом за счет вращения детали на переднюю поверхность отрезного резца производится удар оставшейся несрезанной оболочки. Очень часто отрезной резец разрушается в конце рабочего хода.
Известен способ и устройство, в котором рабочий инструмент закреплен на вращающемся диске с помощью шарнирно опертых тяг, снабженных эксцентриками. В этом устройстве вращающийся рабочий инструмент в виде роликов обкатывается по наружной поверхности трубы и разрезают ее.
Известен способ и станок для разрезки заготовок, в котором материал трубы автоматически зажимается самоцентрирующим устройством, а отрезная головка с режущими инструментами, перемещаемыми в радиальном направлении от пневмоцилиндров, вращается вокруг зажатой трубы.
Общее свойство описанных устройств сравнительно малые величины перемещений инструментов на достаточно большом удалении от оси вращения и ограниченные величины радиальных сил прижатия роликов. Такие устройства хорошо использовать для разрезки тонкостенных труб либо труб из малопрочных материалов (цветные сплавы, пластмассы). Для разрезки толстостенных труб из высокопрочных сталей и сплавов эти устройства применять нельзя.
Известен способ отрезки заготовок за счет комбинированного действия ролика и резца. Известный способ заключается в том, что ролик внедряют в металл с опережением подачи резца, например, на 0,5.1,5 мм, при этом срезаемый слой разделяют кольцевой канавкой, например шириной 1.3 мм, с последующей подрезкой торцов отрезным резцом. Такой способ повышает производительность и стойкость инструмента [1] Недостатком способа отрезки заготовки за счет комбинированного действия ролика и резца является ограниченная область применения. Очевидно, что для создания кольцевой канавки в материале с помощью ролика необходимо приложить значительные радиальные усилия тем больше, чем прочнее материал заготовок. Такой способ отрезки заготовок целесообразен при отрезке заготовок из цветных сплавов, пластмасс, углеродистых малопрочных сталей. Для отрезки заготовок этим способом из прочных и высокопрочных сталей и сплавов необходимо создавать большие усилия прижатия ролика к заготовке для осуществления процесса. Это будет являться причиной повышенного износа шпинделя станка и обрабатывающего инструмента (ролика). В случае отрезания кольцевых заготовок отрезанная заготовка будет иметь несрезанную часть материала на торце, что потребует введения дополнительной операции в техпроцесс для подрезки торца концевой заготовки. Для расширения технологических возможностей способа отрезки заготовок, а также исключения возможности поломки отрезных резцов в конце рабочего хода при отрезке кольцевых заготовок эту операцию производят комбинированным действием ролика и отрезного резца, при этом отрезной резец прорезает канавку на наружной поверхности трубной заготовки глубиной на 0,1.0,5 мм меньше толщины трубы, из которой отрезают кольцевые заготовки, затем сначала отделяют кольцо от образовавшейся перемычки режущей кромкой ролика, а после этого отделяют от трубной заготовки оставшуюся перемычку режущей кромкой другого ролика. Ролики устанавливаются на общую ось так, что расстояние между их режущими кромками, измеренное вдоль оси, равно ширине отрезного резца, а диаметр режущей кромки ролика, отделяющего кольцо от перемычки, на 1.2 мм больше диаметра режущей кромки второго ролика. Две режущие кромки с такими размерами могут быть выполнены на общем корпусе ролика.
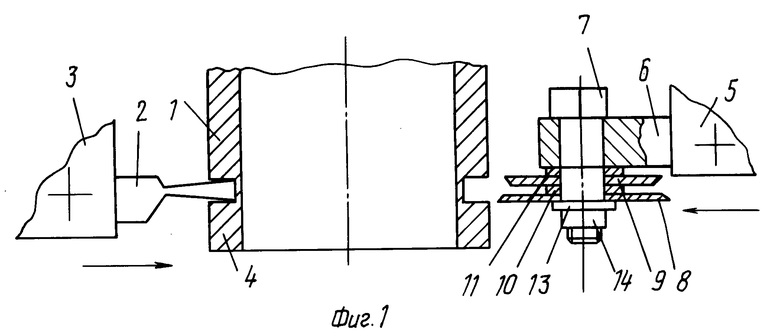
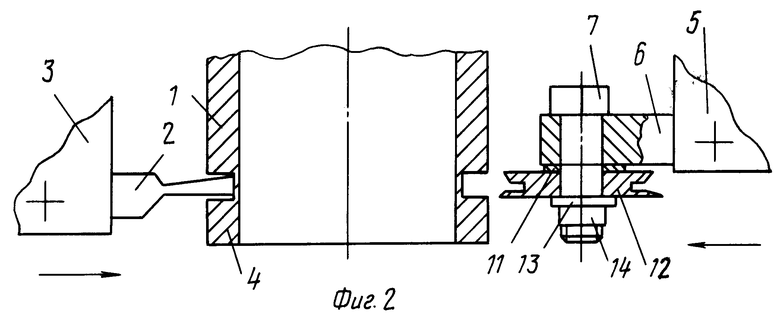
Способ иллюстрируется фиг. 1 и 2.
К принудительно вращающейся трубной заготовке 1 подводят в направлении, указанном стрелками, отрезной резец 2, закрепленный в резцедержателе 3. Отделение кольца 4 начинают отрезным резцом 2, прорезают канавку на наружной поверхности трубной заготовки 1 глубиной на 0,1.0,5 мм меньше толщины трубы. Величина толщины оставшейся перемычки зависит от вида материала, меньшая толщина задается для прочных материалов, большая толщина оставляется при отрезке колец из малопрочных материалов. Затем к трубной заготовке 1 подводят резцедержатель 5, в котором с помощью державки 6 на оси 7 установлены с возможностью вращения ролики 8 и 9, расстояние между которыми по оси 7 регулируют с помощью кольца 11. Расстояние между режущими кромками роликов 8 и 9 выставляют равным ширине отрезного резца 2. Возможно изготовление ролика 12 с двумя режущими кромками, расстояние между которыми не регулируется и равно ширине отрезного резца 2. Ролики 8 и 9 фиксируют на оси 7 с помощью шайбы 13 и гайки 14.
Ролики 8 и 9 прижимают к несрезанной перемычке с усилием, необходимым для внедрения рабочей части роликов в металл. При этом ролик 8 внедряется в перемычку ранее, чем ролик 9, так как диаметр его режущей кромки на 1.2 мм больше, чем диаметр режущей кромки ролика 9. При поперечном перемещении ролика 8 отделяется кольцо 4 с подрезанным торцом, а далее внедряют ролик 9, режущая кромка которого зачищает торец, отделяя перемычку от трубной заготовки 1. После завершения работы резцедержатель 5 отводят от трубной заготовки 1 в исходное положение.
Такой способ отрезания колец из трубных заготовок предохраняет отрезной резец от поломки в конце рабочего хода, увеличивает стойкость отрезного резца за счет уменьшения длины его рабочего хода и повышает качество поверхности на торцах отрезаемых колец. Способ может быть применен для отрезания колец от трубной заготовки из любых материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| Борштанга для обработки глубоких отверстий | 1987 |
|
SU1553266A1 |
| Инструмент для обработки глубоких отверстий с использованием смазочно-охлаждающей технологической среды | 1987 |
|
SU1516253A1 |
| Расточная головка | 1987 |
|
SU1509189A1 |
| Направляющее устройство инструмента для обработки глубоких отверстий | 1987 |
|
SU1502227A1 |
| Способ изготовления сосуда | 1987 |
|
SU1456324A1 |
| Устройство для дробления стружки при чистовом точении на токарных автоматах | 1990 |
|
SU1745411A1 |
| Инструмент для растачивания глубоких отверстий | 1987 |
|
SU1419819A1 |
| Резец с механическим креплением режущей пластины | 1990 |
|
SU1764846A1 |
Изобретение относится к машиностроению и предназначено для повышения стойкости отрезных резцов, предохранения отрезного резца от поломки в конце рабочего хода. Сущность изобретения: отрезание колец от трубной заготовки производится комбинированным действием ролика и отрезного резца. Сначала отрезным резцом прорезают канавку на наружной поверхности трубной заготовки глубиной на 0,1.0,5 мм меньше ее толщины, затем сначала отделяют кольцо от образовавшейся перемычки режущей кромки ролика, а после этого отделяют от трубной заготовки оставшуюся перемычку режущей кромки другого ролика. Ролики устанавливают на общую ось так, что расстояние между их режущими кромками, измеренное вдоль оси, равно ширине отрезного резца, а диаметр режущей кромки ролика, отделяющего кольцо от перемычки, на 1.2 мм больше диаметра режущей кромки второго ролика. 2 з. п. ф-лы, 2 ил.
| Способ отрезки заготовок | 1971 |
|
SU490572A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
