Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении волочением биметаллических шин из круглого алюмомедного прутка.
Цель изобретения - повышение производительности и расширение сортамета получаемых изделий.
Способ осуществляют следующим об- разом.
Заготовку Б виде биметаллического прутка деформируют в круглых монолитных волоках до диаметра, составляющего 1,0-0,89 ширины профиля готового изделия. Это позволяет создать одинаковые по границе контакта сердечника и оболочки изделия условия деформации и тем самым обеспечить процесс холодной сварки дав- лением сердечника и оболочки перед деформацией плющением в неприводных роликах. Далее деформацию осуществляют в неприводных роликах с обжатием по высоте в пределах 20-45% без разрушения и отслаивания медной оболочки от сердечника, причем ширина профиля после деформации в непривод- ньгх роликах за счет уширения достигает размеров, необходимых для полу- чения полного профиля готового из-- делия. На последнем проходе деформацию осуществляют в монолитной волоке для обеспечения точности размеров и геометрической формь получаемого из- делия..
.После деформации в первой паре неприводньгх роликов на последующих переходах обработка может производит ся как в монолитнгмх, так и в ролике- вых волоках.
Параметры деформации прутка по переходам определены опытным путем. Результаты опробы.вания приведены в табл. 1 и 2.
Пример. Волочение алюмомедного прутка проводили на многократно волочильном стане - Herborn 773/408 с диаметра 16,5 мм на прямо- угольньш профиль готового изделия сечением 3,5x12 мм.
2,2 Волочение проводили по следующему технологическому маршруту:
(и З-5512,4-«ЯО,8-6,8х12,4- 5,4x12,0-4,0x12,2-3,5x12,0.
На первых трех переходах пруток деформировали в кругльгх монолитных волоках до 10,8 мм с вытяжками 1,31 1,331, На четвертом переходе обжимал
г
5 0 5 О -.
Q
д
0
5
по высоте на до сечения 6,8х х12,4 мм в неприводных роликах. Затем на пятом - продеформировали в монолитной волоке на размер 5,4x12,0 мм на шестом - в неприводных роликах до 4,0x12,2 мм и на седьмом - в монолитной волоке на готовый профиль 3,5x12,0 мм2 ..
В этом случае изготовление профиля 3,5x12,0 мм, производилось на семикратном волочильном стане за один передел при качестве изделия, соответствующем требованиям ТУМИ 761-85. Разрывов оболочки и ее отслаивания от сердечника не наблюдалось. Твердосплавных волок требовалось 5 шт. Выход годного составил 95%.
Таким образом, деформация заготовки в круглых волоках повышает сцепление медной оболочки с сердечником, диаметр прутка перед плющением должен быть в пределах 1,0-0,89 от ширины готового профиля, чтобы при последующей деформации обеспечить получение полного профиля готового изделия, обжатие по высоте 20-45% в неприводных роликах за счет уширения дает возможность получить подкат шириной, больше ширины готового профиля.
Эффективность способа.в сравнении: с прототипом заключается в увеличе- Н1Ш сортамента профилей (ширины) алю- момедньж шин, получаемых из биметаллического прутка «516,5 мм за один передел в диапазоне 15-10 мм; . в повышении произв.одительности процесса путем сокращения одного передела при деформации проволоки.
Формулу из.обретения Способ изготовления биметаллических шин преимущественно прямоугольного сечения из круглого алюмомедного прутка, включающий многократное волочение в неприводных роликах через твердосплавную волоку, о т л и.ч а ю- щ и и с я тем, что, с целью noBbmie- ния производительности и расширения сортамента получаемых изделий, перед волонением в неприводных роликах осуществляют деформацию в твердо- спла.вньгх волоках круглого сечения до диаметра заготовки, равного 1,0- 0,89 ширины профиля готового изделия, а последующее волочение в первой паре непрИБОДных роликов осу1чествляют с обжатием по высоте в пределах 20- 45%.
1437123
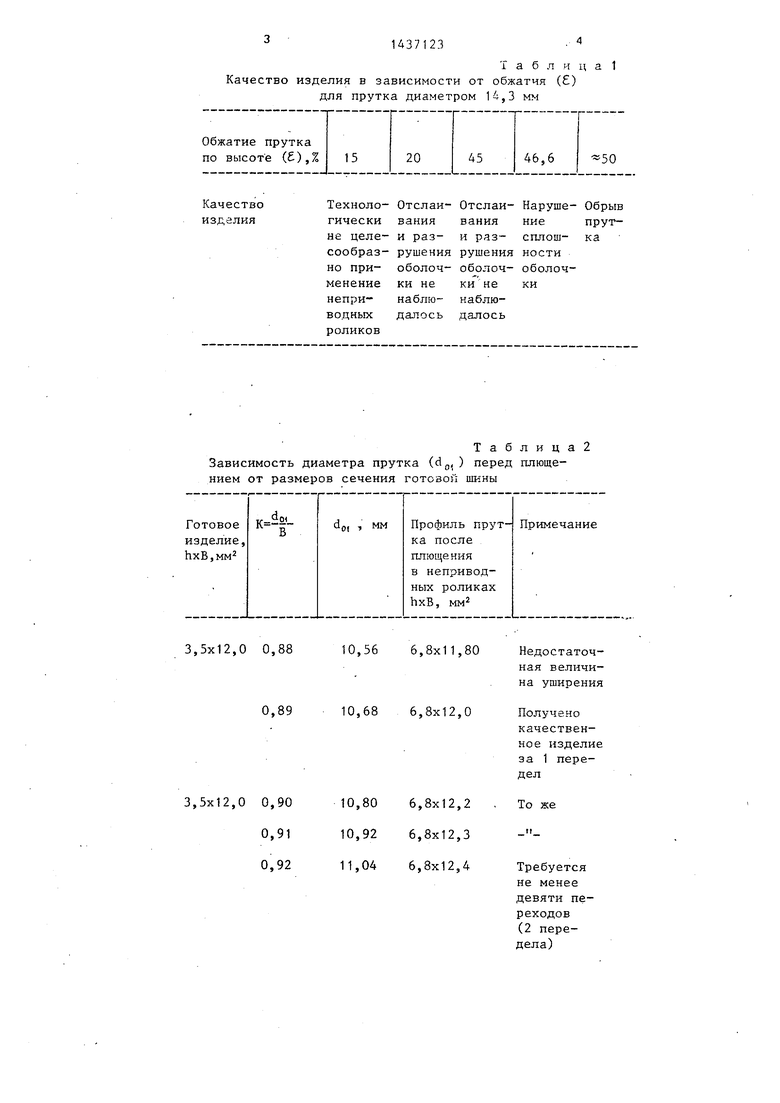
Т а б л и ц а 1
Качество изделия в зависимости от обжатия () для прутка диаметром 14,3 мм
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| Способ холодной стыковой сварки | 1985 |
|
SU1338992A1 |
| СПОСОБ ВОЛОЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВЫХ И ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2480301C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОЙ КАЛИБРОВАННОЙ СТАЛИ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2020 |
|
RU2743269C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561564C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| Способ изготовления биметаллической проволоки (его варианты) | 1984 |
|
SU1165538A1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ ПРОВОЛОКИ ДЛЯ ПРИСАДКИ ПРИ ВНЕПЕЧНОЙ ОБРАБОТКЕ ЖИДКОЙ СТАЛИ | 1992 |
|
RU2084303C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ В РОЛИКОВОЙ ВОЛОКЕ | 2005 |
|
RU2297293C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
Изобретение относится к обработ- ке металлов дявлением и может быть . использовано при изготовлении волочением биметаллических шин из круглого а1у4юмомедного прутка. Цель изобретения - повышение производительности и расширение сортамента получаемьк изделий. Заготовку в виде биметаллического, прутка деформируют в монолитной волоке до диаметра, составляющего 1,0-0,89 ширины профиля готового изделия. Это позволяет создать одинаковые условия деформации по границе контакта сердечника и оболочки изделия и обеспечить тем самым процесс холодной сварки давлением сердечника и оболочки. Далее осуществляют деформацию плющением в неприводных роликах с обжатием по высоте в пределах 20-45%. Обжатие 3 зтих пределах присходит без разрушения и отслаивания медной оболочки от сердечника. Ширина профиля после такой деформации за счет уширения достигает размеров, необходимых для получения полного профиля готового изделия. На последнем проходе деформацию осуществляют в монолитной волоке. 2 табл. S (Л
и раз- и раз- сплош- ка рушения рушения ности оболоч- оболоч- оболоч- ки не ки не ки наблю- наблю- далось далось
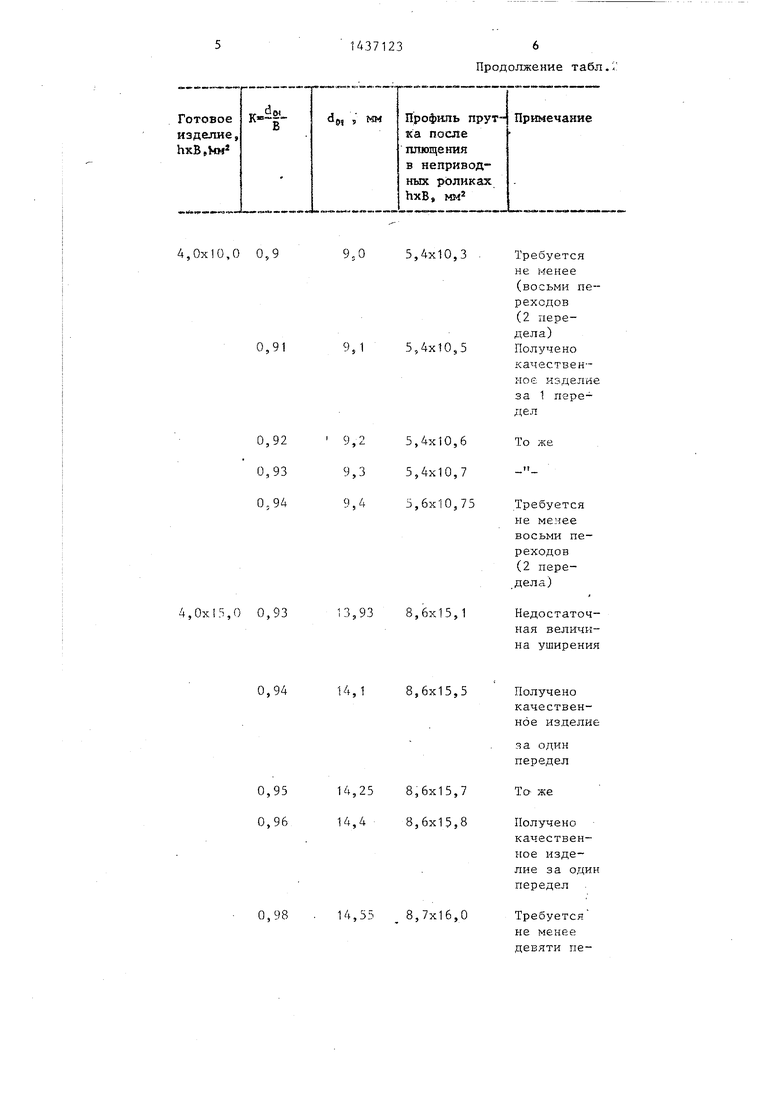
Таблица2
Зависимость диаметра прутка (d, ) перед плющением от размеров сечения готовой шины
3,5x12,0 0,88
10,56 6,8x11,80
0,89
10,68 6,8x12,0
0,90 0,91 0,92
10,80 6,8x12,2 10,92 6,8x12,3 11,04 6,8x12,4
Недостаточная величина уширения
Получено качественное изделие за 1 передел
То же
Требуется не менее девяти переходов(2 передела)
4,0x10,0 0,9
9,0
0,91
9,
9,2
9,3
9,4
4,0x15,0 0,93
13,93 8,6x15,1
0,94
14,1 8,6x15,5
0,95 0,96
14,25 8,6x15,7 14,4 8,6x15,8
0,98
14,55 8,7x16,0
Продолжение табл.
Требуется не менее (восьми переходов(2 передела) Получено качественное изделие за 1 передел
То же
Требуется не менее восьми переходов(2 передела)
Недостаточная величина уширения
Получено качественное изделие
за один передел
То же
Получено качественное изделие за один передел
Требуется не менее девяти пеГотовое
изделие,
hxB,MM
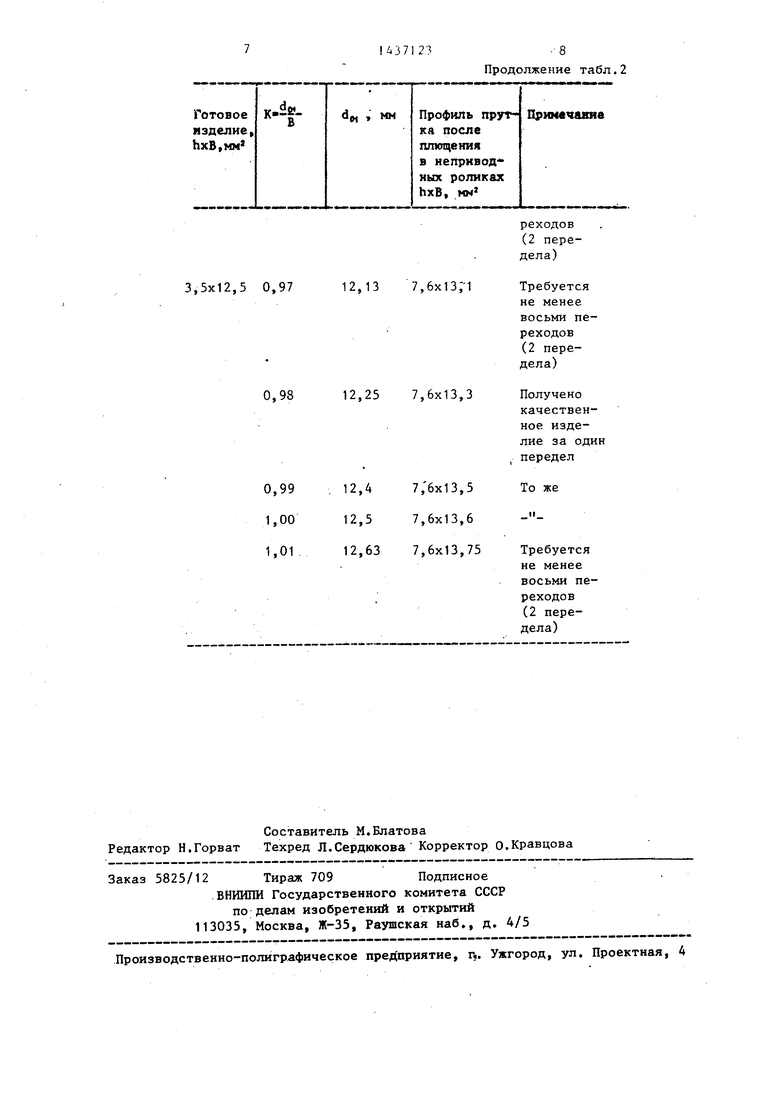
K.S|3,5x12,5 0,97
12,13 7,6х13; 1
0,98
12,25 7,6x13,3
Продолжение табл.2
мм
Профиль прутН ка после шпощения в непрквод ных роликах hxB, мм
Примечание
реходов (2 передела)
Требуется не менее восьми переходов(2 передела)
Получено качественное изделие за оди передел
| Патент США № 3417593, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Берин И.Ш., Днестровский Н.З | |||
| Производство медной и алюминиевой проволоки | |||
| К.: Металлургия, 1975, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
