/ f-c
1
8
Njxvsx 4Jiv4 4
чЧЧЧ уУу
/
/
Л7
4i 00
сд
О
к
SSSSShv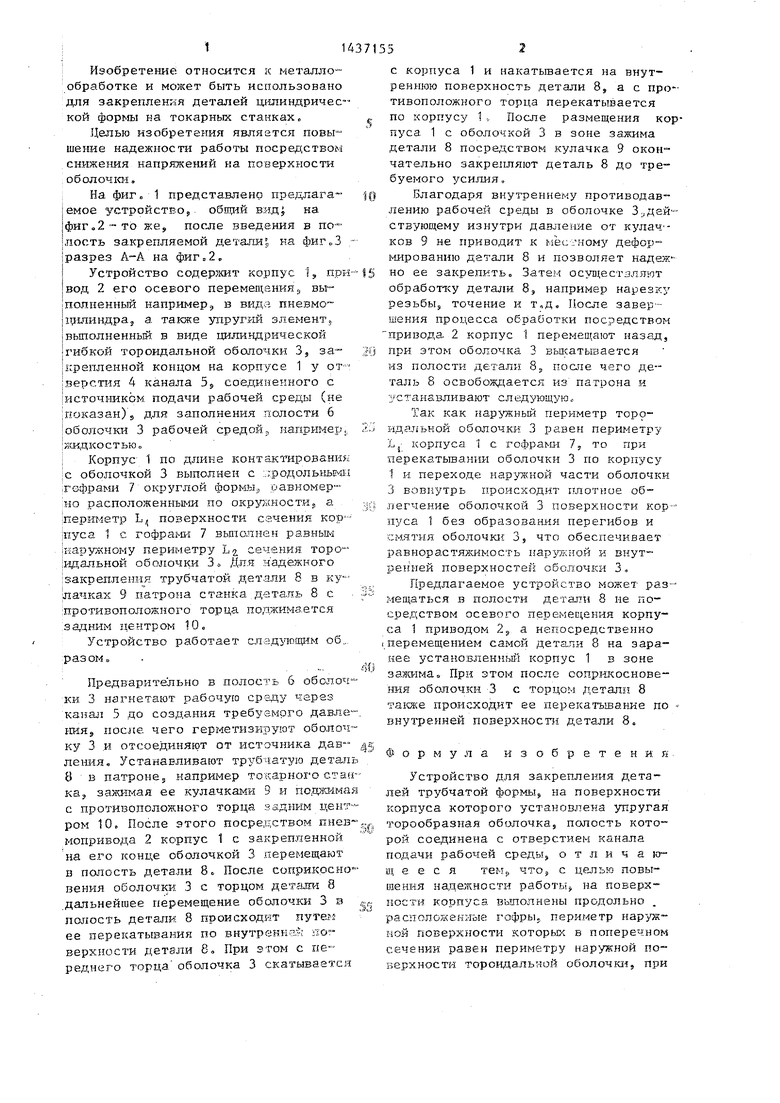
| название | год | авторы | номер документа |
|---|---|---|---|
| Телескопический подъемник | 1986 |
|
SU1361104A1 |
| Самоцентрирующийся патрон | 1985 |
|
SU1273216A1 |
| Устройство для зажима деталей к токарному станку | 1985 |
|
SU1340922A1 |
| Токарный самоцентрирующий патрон | 1986 |
|
SU1423294A1 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ МНОГОСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2507036C1 |
| Поворотный токарный патрон | 1979 |
|
SU841793A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Устройство для очистки внутренней поверхности трубопровода | 1987 |
|
SU1509139A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ Абрамова В.А. | 2014 |
|
RU2568626C1 |
Изобретение относится к метал- . лообработке и может быть использовано для закреггления деталей цилиндрической фЬрмы на токарном станке. Цель изобретения - повышение надежности работы посредством снижения напряжений на поверхности оболочки. На корпусе 1 закреплена тороидальная оболочка 3, полость 6 которой заполняется рабочей средой по каналу 5. Корпус 1 вьшолнен с продольньми гофрами 7, периметр наружной поверхности которых вьшолнен равным периметру наружной поверхности тороидальной оболочки 3. Трубчатую деталь 8 устанавливают до соприкосновения с оболочкой 3 и перемещают корпус 1, происходит перекатывание наружной по- .верхности оболочки 3 по внутренней поверхности детали 8. После установки детали 8 производят окончательное закрепление детали 8 кулачками 9 по наружной поверхности детали 8. 3 ил. (Л с
фиг.
Изобретение относится к металлообработке и может быть использовано для закрепления деталей цилиндрической формы на токарных станках.
Целью изобретения является повышение надежности работы посредством снижения напряткений на поверхности оболочки.
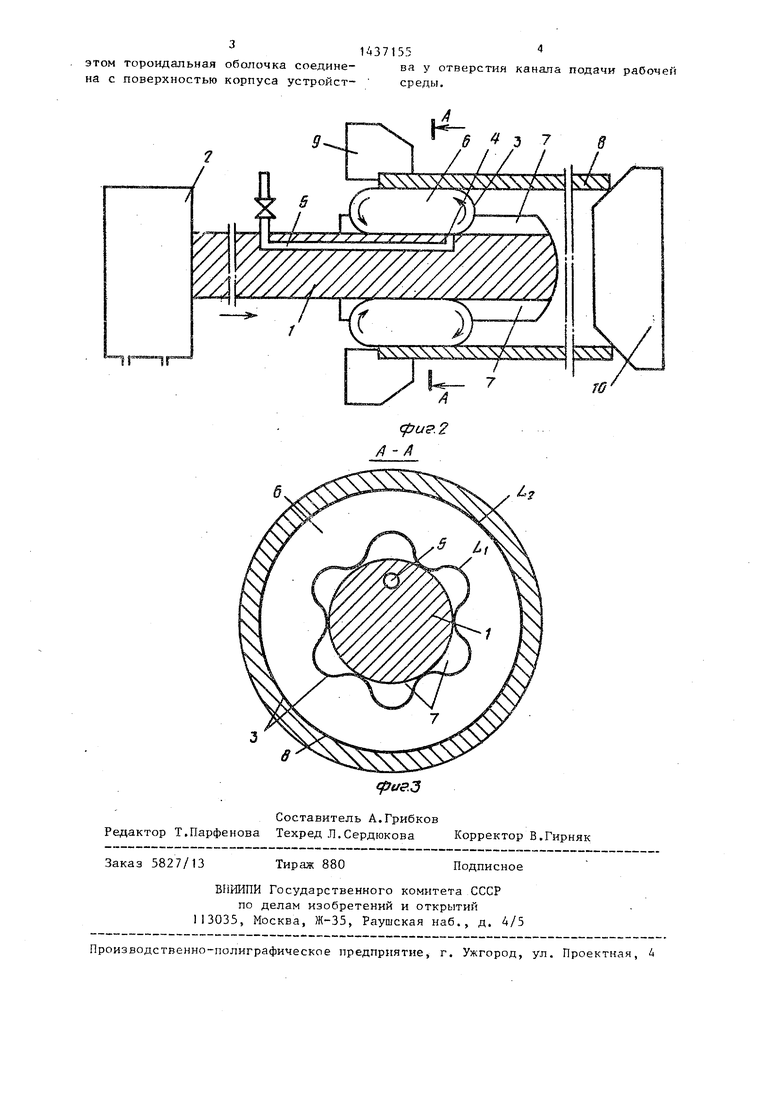
На фиг „ 1 представлено пре;з;лага- |емое устройство, общий вид; на 1фиг,2-то же, после введения в по- лость закрепляемой детали;, на фиг„3 {разрез А-А на фиг,2„
Устройство содерлшт корпус 1, npi-aвод 2 его осевого перемещенияg вы- |Полненньй например,, в вида пневмо |1тд1линдра5 а также упругий элемент,, {выполненньш: в виде цилиндрической {гибкой тороидальной оболочки 3, за- иФепленной концом на корпусе 1 у от-- |верст1-1я 4 канала 5 соедин;екного с источником подачи рабочей среды (не |показан)5 для заполнения полости 6 |оболочки 3 рабочей средой, например,,
|ЙШДКОСТЬЮ
I Корпус 1 по длине контактирования
|с оболочкой 3 выполнен с ::;рОДОЛЫ ;ЬЕ 4Н
1Гофрак5И 7 округлой формы,, равномерно расположенными по окр окностИд а лериТ Зетр L поверхности сэчения кор inyca 1 с гофрами 7 вьшолнен равным 1иару7; :ному периметру , сечения торс- ;идальной оболочки 3 Для надежного закрепления трубчатой детали 8 в кулачках 9 патрона станка деталь 8с противоположного торца поджимз.ется : S ад ним це и тр ом 10.
Устройство работает сладую.щим об...
разом„
, .-.
Предварительно в полость 6 оболочки 3 нагнетают рабочую срзду через канал 5 до создания требуемого давле шя, после чего герметизируют оболочку 3 .и отсоединяют от источника дав- ления. Устанавливают трубчатую деталь В в патроне5 например токарного стass ка, зажимая ее кулачками 9 и поджимая с противоположного торца задним 15,ентром 10, После этого посредством пнев мопривода 2 корпус 1 с закрепленной на его конце оболочкой 3 перемещают в полость детали 8 После согфикосно вения оболочки 3 с торцом детатш 8 дальнейшее перемещение оболочки 3 в полость детали 8 происходит путег-г ее перекатывания по внутреннет: поверхности детали 8 При этом с переднего торца оболочка 3 скатывается
с корпуса 1 и накатьшается на внутреннюю поверхность детали 8, а с противоположного торца перекатывается по корпусу 1, После размещения копуса 1 с оболочкой 3 в зоне зажима детали 8 посредством кулачка 9 окончательно закрепляют деталь 8 до требуемого усилия.
Благодаря внутреннему противодавлению рабочей среды в оболочке 3-,действующему изнутри давление от кулач - ков 9 не приводит к мес:;ному дефор- 1чированию детали 8 и позволяет надеж но ее закрепить. Затем ocy ecтзляют обработ1 :у детали 8, например нарезку
резьбы точение и т,д„ После завер
шения процесса обработки посредством
привода 2 корпус 1 перемещают назад, при этом оболочка 3 выкатывается из полости детали 8 п.осле чего деталь В освобождается из патрона и устанавливают следующую,
Так как нap, жный периметр тороидальной оболоч.ки 3 равен периметру LJ корпуса 1 с гофраьш 7, то при перекатьшании оболочки 3 по корпусу 1 и переходе наружной части оболочки 3 вовнутрь происходит плотное облегчение оболочкой 3 поверхности кор п уса 1 без образования перегибов и смятия оболочкл 3, что обеспечивает равнорастяхшмость наружной и внут- поверхностей оболочки 3.
Предлагаемое устройство может размещаться в полости детали 8 не посредством осевого перемеп;ения корпуса приводом 2j а непосредственно
.перемещением самой детали В на заранее установленньш корпус 1 в зоне заядама. При этом после соприкосновения оболочки 3 с торцом детали 8 та сже происходит ее перекатьшание по внутренней понерхносги детали 8
Формула изобретения
Устройство для закрепления деталей трубчатой формы5 на поверхности корпуса которого установлена упругая торообразная o6 no4Kaj полость которой соединена с отверстием канала подачи рабочей среды, отличающееся тем,, что5 с целью повышения надезкности работы на поверхности корпуса вьэтолнены продольно расположенные гофрыу периметр наружной поверхности которьк в поперечном сеченик равен периметру наружной поверхности тороидальной оболочки, при
Составитель А.Грибков Редактор Т.Парфенова Техред Л.Сердюкова Корректор В.Гирняк
Заказ 5827/13
Тираж 880
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
срие.З
Подписное
