ГЧ)
Изобретение относится к обработке металов давлением, в частности к способам изготовления гофрированных изделий, может быть использовано при изготовлении компенсаторов трубопроводов, а также емкостей, габаритные размеры которых вдоль оси необходимо значительно уменьшить портировки и является ванием способа по авт
во время трансусовершенство-св. № 721168.
фиг, лие фиг. ном
состоянии.
Цель изобретения - расширение технологических возможностей путем обеспечения полного складьюания из- делий.
На фиг. 1 представлена схема первой стадии разметки листовой заготовки; на фиг. 2 - схема второй стадии разметки (разметка точек, при- надлежащих длинному и короткому ребрам) ; на фиг. 3 - схема третьей стадии разметки (проведение линии короткого и длинного ребра, разметка точек, принадлежащих всем остальню разметочным линиям ребер); на фиг.4- схема четвертой стадии разметки (проведение всех разметочных линий дпин- ных и коротких ребер по всей длине заготовки); на фиг. 5 - цилиндричес- кая оболочка, готовая к формовке; на
6- готовое гиперболоидное изде с гофрированными стенками; на
7- то же, в полностью сложенСпособ осуществляют следующим образом.
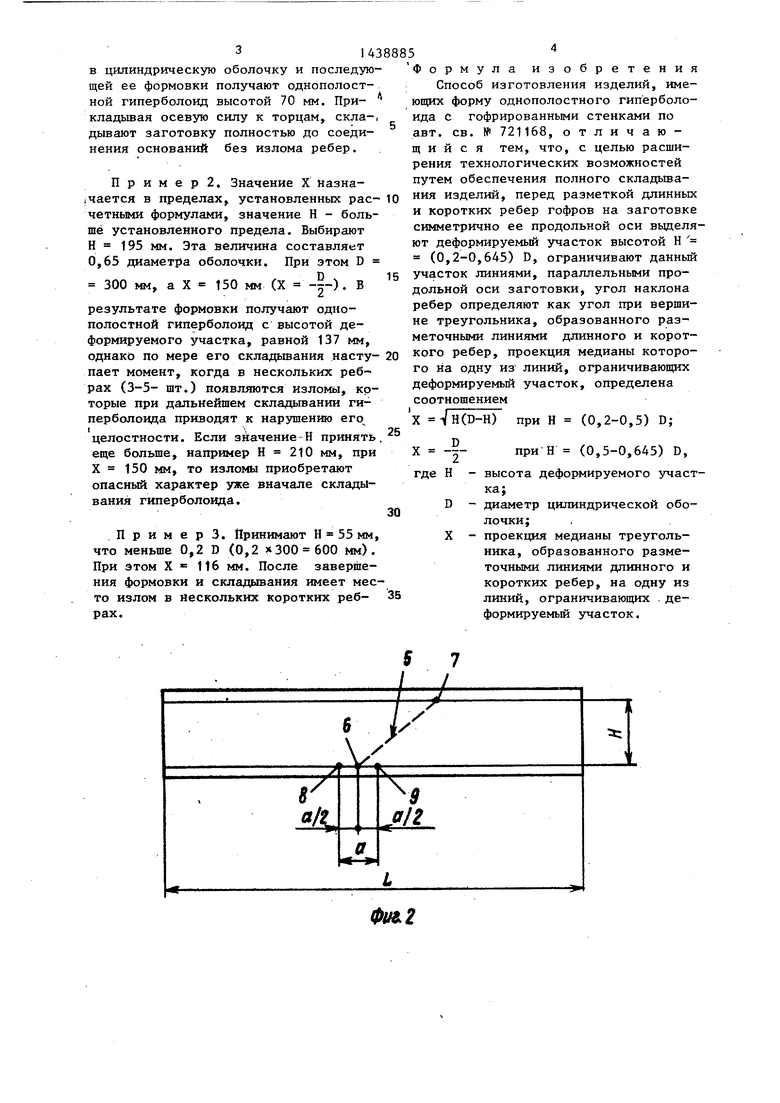
Для изготовления цилиндрической оболочки, диаметр которой выбран из эксплуатационных требований,вырезается листовая заготовка 1 длиной L и высотой Н деформируемого участка 3 и недеформируемыми участками 2. Де- формируемый участок 3 ограничивают продольными линияки 4, его высота Н выбирается в пределах 0,2-0,645 диа- bteTpa цилиндрической оболочки. Далее йа заготовке проводят линию 5 так, чтобы ее проекция на одну из продольных линий 4 равнялась X.
Величина 5t выбирается из соотношений
Н - (0,2-0,645) D;
- Ун(В-Н) при Н
D Т
при Н
(0,2-0,5) D; (0,5-0,645) D,
5
0
5
0
5
D X
5
0 5 0
где Н - высота участка цилиндрической оболочки;
диаметр цилиндрической оболочки ;
проекция на одну из линий, ограничивающих трансформируемый участок медианы треугольника, образованного разметочными линиями длинного и короткого ребер, причем указанная медиана проходит, через обе линии, ограничивающие деформируемый участок заготовки.
Линия 5 пересекает продольные линии 4 в точках 6 и 7. Далее приступают к разбивке разметочных линий длинных и коротких ребер. Для этого сначала назначают их количество. Разделив длину полотнища L на количество длинных ребер, получают ширину.основания а (фиг.2). Отложив половину ширины основания по обе стороны от точки 6 на линии 4, получают точки 8 и 9, которые соединяют (фиг.З) с точкой 7. Получают разметочную линию 10 длинного ребра и линию 11 короткого ребра изделия. Если рассмотреть треугольники с вершинами в точках 7-9, то линия 5 является медианой на сторону 8-9. Затем откладывают от точек 8 и 9 сосзтветственно влево и вправо на линии 4 отрезки, равные 8-9, а также от точки 7. Соединяют полученные точки так, чтобы получить линии, параллельные линиям 7-8 и 7-9, получают разметочные линии 10 и 11 всех остальных длинных и коротких ребер будущего изделия. Затем листовую заготовку сворачивают в цилиндрическую оболочку 12 (фиг.5), сваривают замыкающий шов и формуют в изделие 13, имеющее форму однополост- ного гиперболоида (фиг.6). При прийо- жении к торцам изделия 13 осейой сжимающей силы 14 (фиг,7) получают полностью сложенный гиперболоид 15 -без излома ребер.
Пример 1. Значения Н и X назначаются в пределах, определенных расчетными формулами. Принимают высоту Н деформируемого участка равнь 123 мм. Это составляет 0,41 диаметра оболочки, при зтом X 147 мм. Далее выполняют все описанные вьш1е операции по pasiMeTKe листовой заготовки. Затем, после сворачивания листовой заготовки
в цилиндрическую оболочку и последующей ее формовки получают однополост-. ной гиперболоид высотой 70 мм. При- кладьшая осевую силу к торцам, скла-, дывают заготовку полностью до соединения оснований без излома ребер.
П р и м е р 2. Значение X Назна- 1 чается в пределах, установленных рас- четными формулами, значение Н - больше установленного предела. Выбирают Н 195 мм. Эта величина составляет 0,65 диаметра оболочки. При этом D
300 мм, а X 150 мм (X
° ) 2 результате формовки получают одно- полостной гиперболоид с высотой деформируемого участка, равной 137 мм, однако по мере его складывания насту- пает момент, когда в нескольких ребрах (3-5- шт.) появляются изломы, которые при дальнейшем складьшании ги. ,
10
15
20 Формула изобретения ; Способ изготовления изделий, имеющих форму однополостного гиперболоида с гофрированными стенками по авт. св. № 721168, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения полного складьша- ния изделий, перед разметкой длинных и коротких ребер гофров на заготовке симметрично ее продольной оси вьзделя- ют деформируемый участок высотой Н (0,2-0,645) D, ограничивают данный участок линиями, параллельными продольной оси заготовки, угол наклона ребер определяют как угол при вершине треугольника, образованного разметочными линиями длинного и короткого ребер, проекция медианы которого на одну из линий, ограничивающих деформируемый участок, определена соотношением
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий, имеющих форму однополостного гиперболоида с гофрированными стенками | 1988 |
|
SU1556789A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЗИГЗАГООБРАЗНО ГОФРИРОВАННЫМИ СТЕНКАМИ | 1999 |
|
RU2198757C2 |
| Способ изготовления изделий,имеющих форму однополостного гиперболоида с гофрированными стенками | 1980 |
|
SU912336A2 |
| Способ изготовления изделий,имеющих форму однополостного гиперболоида с гофрированными стенками | 1978 |
|
SU721168A1 |
| Способ изготовления сильфона в форме однополостного гиперболоида | 1977 |
|
SU722635A1 |
| Способ штамповки днищ | 1984 |
|
SU1233990A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ДЕТАЛИ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) | 2004 |
|
RU2264918C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ СТУПЕНЧАТОЙ ФОРМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2471586C2 |
| Способ изготовления конструкций сложной формы диффузионной сваркой | 1989 |
|
SU1706875A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЕЙ | 2003 |
|
RU2231410C1 |


Изобретение относится к обра- . ботке металлов давлением, в частности к технологии изготовления изделий, именщих форму однополостного гиперболоида с гофрированными стенками. Цель - расширение технологических возможностей за счет обеспечения возможности полного складывания го- , товьк изделий. На листовой заготовке 1 длиной L выделяют деформируемый участок 3 высотой Н и недеформируемый участок 2. Деформируемый участок 3 ограничивают по высоте продольными линиями 4. Высоту участка 3 выбирают в пределах Н (0,2-0,645) D, где D - диаметр цилиндрической оболочки. Затем на заготовке проводят линию 5. Е - проекция на одну из линий 4, равна X. Величину X выбирают из соотношения: X - H(D-H) при Н 
перболоида приводят к нарушению его х V Н(D-H) при Н (0,2-0,5) D;
целостности. Если значение-Н принять, еще больше, например Н 210 мм, при X 150 мм, то изломы приобретают опасный характер уже вначале складывания гиперболоида.
25
X где
D 2
Н D при Н (0,5-0,645)
высота деформируемого уч ка;
диаметр цилиндрической о лочки;
Пример 3. Принимают Н 55 мм, что меньше 0,2 D (0,2 х300 600 мм). При этом X 116 мм. После завершения формовки и складывания имеет место излом в нескольких коротких реб- pax.
х V Н(D-H) при Н (0,2-0,5) D;
5
X где
D 2
Н 0
5
D X при Н (0,5-0,645) D,
высота деформируемого участка;
диаметр цилиндрической оболочки;
проекция медианы треугольника, образованного разметочными линиями длинного и коротких ребер, на одну из линий, ограничивающих . деформируемый участок.
7
11 8 11 5 9 11
ФиаМ
Фи,5
Физ.З
;/ //
Физ.6
| Способ изготовления изделий,имеющих форму однополостного гиперболоида с гофрированными стенками | 1978 |
|
SU721168A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
