Изобретение относится к области обработки металлов давлением, в частности к гофрированию листового материала, и может найти применение при изготовлении легких и жестких несущих конструкций типа перекрытий, обечаек и криволинейных облицовочных панелей, а также при изготовлении заполнителей к многослойным конструкциям.
Известен способ изготовления панелей, имеющих форму однополостного гиперболоида с гофрированными стенками, путем разметки на заготовке длинных и коротких ребровых гофр с формовкой гофр по размеченным линиям. После разметки заготовку свертывают в цилиндрическую оболочку и закрепляют ее торцы от радиального смещения, а формовку ведут, прикладывая усилие вдоль всех длинных ребер одновременно от середины оболочки к торцам /а.с. 721168, кл. В 21 D 15/00, 1978/.
Однако изготовление цилиндрических изделий с гофрированными стенками по данному способу из-за наличия операции разметки заготовки и ее свертывания в цилиндрическую оболочку трудоемко, а формовка гофров по размеченным линиям формирующими ребрами без противодействия инструмента не позволяет получить четкий рельеф гофров, что снижает их качество. Кроме того, известный способ не позволяет получать цилиндрические изделия с зигзагообразными гофрами, а также изделия из материала толщиной более 0,5 мм.
Известен способ изготовления гофрированных труб типа сильфонов, заключающийся в предварительном гофрировании плоской заготовки, последующей формовке в обечайку, сварке кромок и окончательном гофрировании, при котором после предварительного гофрирования производят калибровку гофрированной ленты, а после окончательного гофрирования выполняют сближение гофр сильфонов также с последующей калибровкой /а. с. 554043, кл. B 21 D 15/00, B 21 D 51/12, 1974/.
По данному способу можно получать гофрированные трубы только с прямолинейными кольцеобразными гофрами.
Известен также способ изготовления изделий, включающий предварительное гофрирование, гибку в направлении, перпендикулярном продольным гофрам, и окончательное формообразование гофр, при котором после предварительного гофрирования производят гибку в направлении, параллельном продольным гофрам, а гибку в перпендикулярном направлении ведут с принудительным утонением материала вершин гофр. При этом перед окончательным формообразованием вовнутрь гофр вводят армирующий наполнитель из композиционного материала /а.с. SU 481352, кл. B 21 D 13/00, 1975).
Однако при способе изготовления изделий с применением принудительного утонения материала образуется опасное сечение в зоне утонения, что приводит к нарушению условия прочности панели, а введение армирующего наполнителя внутрь гофр усложняет процесс их изготовления.
Заявленное изобретение направлено на решение задачи получения объемных изделий криволинейной или цилиндрической форм с зигзагообразно гофрированными стенками без нарушения условия прочности изделия.
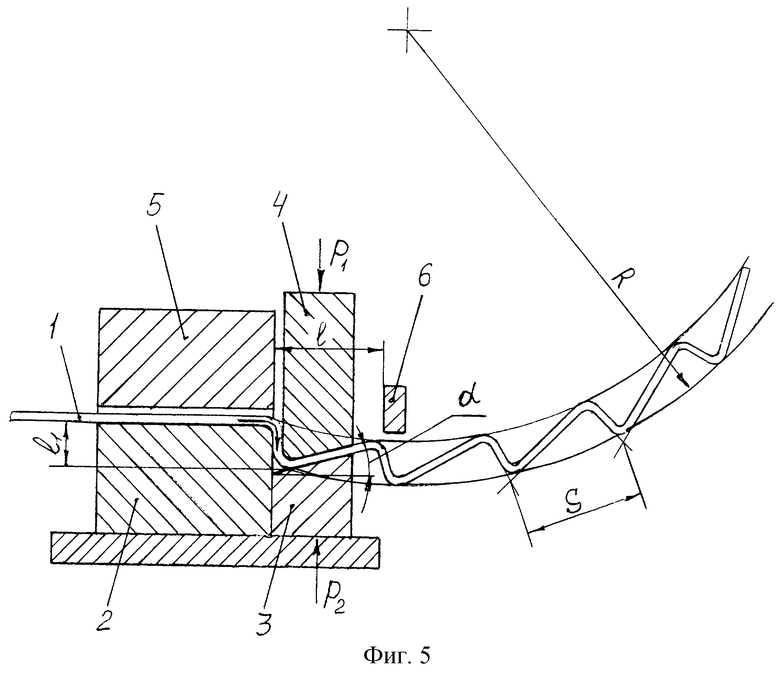
Поставленная задача решается тем, что в известном способе, где переформовку ведут отдельными зажатыми на всю ширину заготовки между рабочими инструментами последовательными поперечными участками длиной, соответствующей длине одной из боковых поверхностей гофра, из листовой заготовки с предварительно выполненными продольными гофрами произвольной формы, а указанный зажатый участок смещают относительно плоскости заготовки на величину другой боковой поверхности зигзагообразного гофра, зажатый между рабочими инструментами участок заготовки перед смещением или после него подгибают в одну или другую сторону на угол α, определяемый по формуле
где R - наружный радиус кривизны изделия с зигзагообразно гофрированными стенками, мм;
S - шаг между смежными гофрами по наружной поверхности изделия, мм.
На фиг. 1 показан один из вариантов заготовки с продольными прямолинейными гофрами;
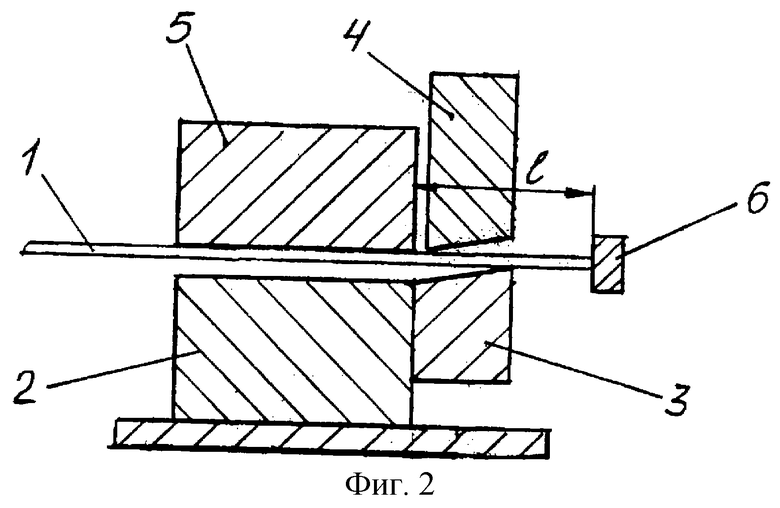
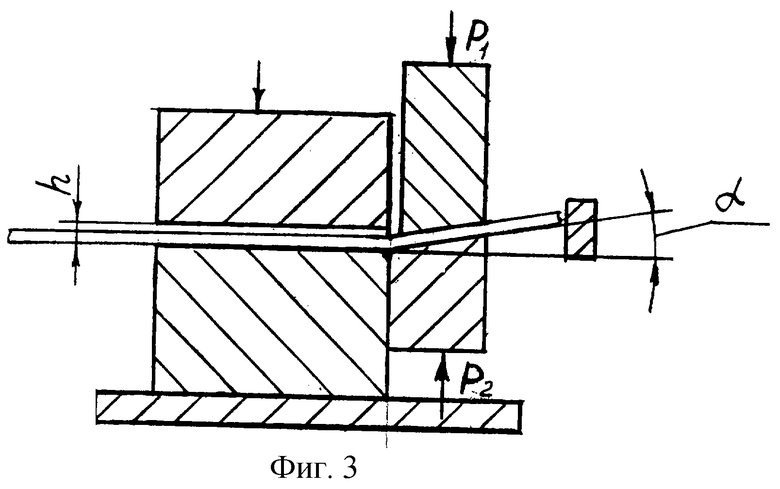
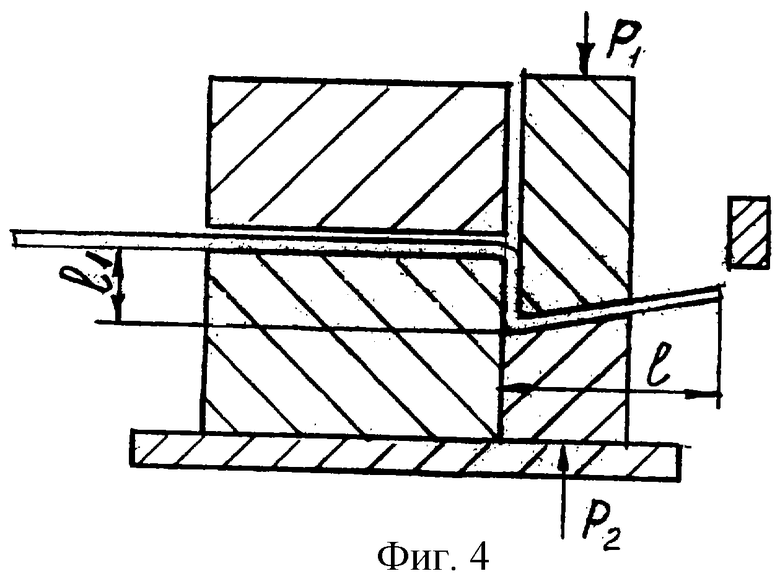
на фиг.2 - 4 - стадии формования поперечного гофра на первом переходе;
на фиг.5 - стадия дальнейшего формования с участком готового изделия.
Заготовку 1 из листового материала, имеющую продольные прямолинейные гофры произвольной формы, например трапецеидальной или синусоидальной, формуемые известными способами, устанавливают для гофрирования (фиг.2 - 5) между матрицей 2 и нижним прижимом 3 с одной стороны и пуансоном 4 и верхним прижимом 5 с другой стороны по упору 6.
В начале рабочего хода пуансона 4 под воздействием усилия P1 верхний прижим 5, опускаясь совместно, создает необходимый зазор h над матрицей 2 для свободного скольжения заготовки 1 в процессе гофрирования, а пуансон 4 одновременно подгибает на угол α участок заготовки длиной l, равной длине одной из поверхностей поперечного зигзагообразного гофра, за счет противодействующего на нижний прижим 3 усилия Р2 (фиг.3). При дальнейшем ходе вниз пуансона 4 зажатый участок заготовки длиной l смещается вниз (по чертежу) относительно плоскости заготовки 1 на величину длины другой боковой поверхности l1 зигзагообразного гофра (фиг.4). При этом заготовка 1 перетягивается в зону деформации через рабочую кромку матрицы 2 через зазор h между матрицей 2 и прижимом 3. После окончания процесса гофрирования нижний прижим 3, пуансон 4, а также верхний прижим 5 возвращаются в исходное положение. После подачи заготовки 1 до упора 6 процесс повторяется.
Использование предлагаемого способа при изготовлении изделий с зигзагообразными гофрами позволяет получать жесткие конструкции криволинейной или цилиндрической форм из тонкого листа различных металлов с широким пределом отношений как диаметра изделия к его высоте, так и отношений высоты и шага гофров к диаметру изделия, который невозможно обеспечить другими известными способами. Ограничениями являются лишь габариты и мощность применяемого оборудования и инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Арматурный элемент | 1987 |
|
SU1435727A1 |
| Складчатый лист криволинейного очертания | 1986 |
|
SU1368402A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕМЕННО-ГОФРИРОВАННЫХ ЭЛЕМЕНТОВ | 2010 |
|
RU2451570C9 |
| Строительная панель | 1986 |
|
SU1404611A2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВЫХ ГНУТЫХ ПРОФИЛЕЙ | 1993 |
|
RU2040997C1 |
| Способ изготовления гофрированных изделий | 1980 |
|
SU899200A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Способ изготовления гофрированных изделий из листовых заготовок и устройство для его осуществления | 1987 |
|
SU1588461A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ТРАПЕЦЕИДАЛЬНЫМИ КОЛЬЦЕВЫМИ ГОФРАМИ | 2000 |
|
RU2161543C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ | 2003 |
|
RU2256556C2 |
Изобретение относится к гофрированию листового материала и позволяет получать легкие и жесткие несущие конструкции типа перекрытий, облицовочных панелей криволинейной или цилиндрической формы. Для этого на заготовке предварительно гофрируют продольные гофры, а затем их переформовывают отдельными зажатыми между рабочими инструментами последовательными участками длиной, соответствующей длине одной из боковых поверхностей гофра, и указанный участок смещают относительно плоскости заготовки на величину другой боковой поверхности гофра, а зажатый между рабочими инструментами участок заготовки перед смещением или после него подгибают на определенный угол. Обеспечивается жесткость конструкций из тонкого листа различных металлов с зигзагообразно гофрированными стенками. 5 ил.
Способ изготовления изделий с зигзагообразно гофрированными стенками из листовых заготовок с продольными прямолинейными гофрами произвольной формы, включающий переформовку заготовки с получением поперечного гофра, отличающийся тем, что в процессе переформовки последовательно зажимают между рабочими инструментами отдельные поперечные участки заготовки по всей ее ширине, длина которых соответствует длине одной из боковых поверхностей зигзагообразного гофра, зажатый поперечный участок смещают относительно плоскости заготовки на длину другой его боковой поверхности, а перед или после смещения зажатый поперечный участок заготовки подгибают в одну или другую сторону на угол α, определяемый по формуле
где R - наружный радиус кривизны изделия с зигзагообразно гофрированными стенками, мм;
S - шаг между смежными гофрами по наружной поверхности изделия, мм.
| Способ изготовления деталей | 1972 |
|
SU481352A1 |
| Способ изготовления сотовых блоков | 1975 |
|
SU535991A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ИЗ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ПАРА ВАЛКОВ ПРОФИЛЕГИБОЧНОГО СТАНКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2043804C1 |
| GB 1379977, 08.01.1975 | |||
| DE 3115819 С1, 11.11.1982. | |||
