сл
4
00 00 00 00
оо
11438888
Изобретение относится к обработке металлов давлением, в частности к штамповке эластичной средой, и может быть использовано в различных отрас- лях машиностроения при изготовлении деталей типа полупатрубков.
Цель изобретения - повышение качества деталей и производительности труда за счет создания благоприятных о условий для отделения технологического припуска от готовой детали.
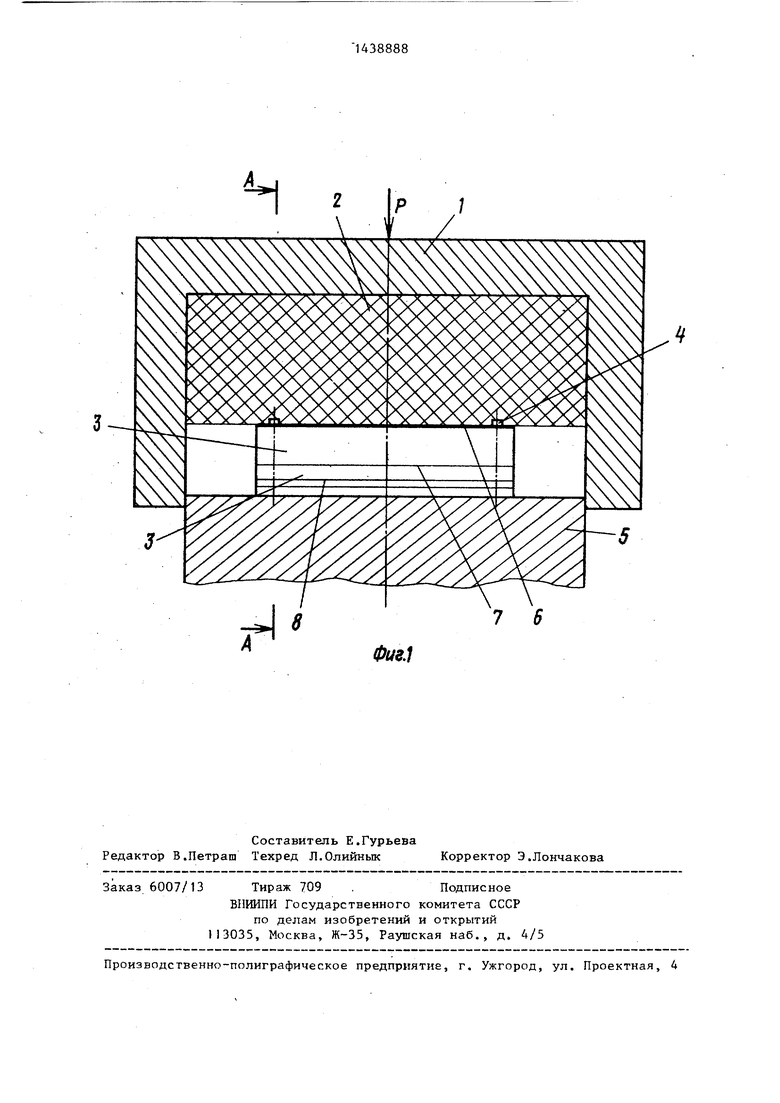
На фиг. 1 изображен штамп для штамповки полупатрубков, обший вид; на фиг. 2 - разрез А-А на фиг. 1, штамп в исходном положении (слева) и в конце рабочего хода (справа).
Штамп содержит контейнер 1 с помещенной в него эластичной средой 2, сменную оснастку 3 со штифтами 4, установленную на подштамповой плите 5, На сменной оснастке 3 устанавливается заготовка 6, центрируемая штифтами 4. В нижней части сменной оснастки 3 вьшолнены кольцевые выступы и впадины с образованием режущей кромки 7 и перетяжного ребра 8, необходимого для удержания технологического припуска при его отделении от готовой детали.
Штамп работает следующим образом. Сменная оснастка 3 (фиг. 2) уста- |навливается на подштамповую плиту 5, На сменную оснастку 3 устанавливается заготовка 6. При опускании верхней траверсы пресса с контейнером 1 в нем создается давление эластичной среды 2, которое начинает деформировать заготовку 6. После полного офор мления заготовки 6 по форме сменной оснастки 3 при дальнейшем опускании
-2
5
0
5
верхней траверсы пресса происходит увеличение давления эластичной среды 2. В результате этого материал заготовки 6 (а именно, ее технологический припуск) начинает вдавливаться эластичной средой 2 в кольцевые выступы и впадины сменной оснастки 3, что создает благоприятные условия для разделения полученного полуфабриката (состоящего из отформованной заготовки с технологическим припуском) на готовую деталь и отход, так как материал полуфабриката оказывается плотно защемленным с двух сторон: между формующей поверхностью сменной оснастки 3 и эластичной средой 2 с одной стороны и на перетяжном ребре 8 сменной оснастки 3 с другой. При дальнейшем увеличении давления эластичной среды происходит разделение полуфабриката на готовую деталь и отход по режущей кромке 7 сменной оснастки.
Применение штампа повьш1ает качество изготавливаемых деталей и производительность труда.
ным
Формула изобретения
Штамп для штамповки полупатрубков, содержащий размещенньй на подштампо- вой плите пуансон с режущей кромкой, а также контейнер с эластичной средой, отличающийся тем, что, с целью повышения качества деталей и производительности труда за счет облегчения удаления отхода, он снабжен перетяжным ребром, выполненна пуансоне между режущей кромкой и торцом, обращенным к подштам- повой плите.
7 6
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ШТАМПОВКИ ПОЛУПАТРУБКОВ ИЗ ПОЛОСЫ | 1991 |
|
RU2043179C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2243051C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| БЛОК С УСИЛЕНИЕМ ДАВЛЕНИЯ ЭЛАСТИЧНОЙ СРЕДЫ | 1992 |
|
RU2049578C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2072270C1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2479374C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2047407C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2501618C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА С ПНЕВМОСЪЕМНИКАМИ В ПРИЖИМНОЙ ПЛИТЕ (ВАРИАНТЫ) | 2013 |
|
RU2560805C2 |
Изобретение относится к обработке металлов давлением, в частности к штймповке эластичной средой, и может быть использовано в различных отраслях машиностроения при изготовлении деталей типа полупатрубков. Цель повышение качества деталей и производительности труда за счет создания благоприятных условий для отделения технологического припуска от готовой детали.Материал заготовки 6 вдавливается эластичной средой 2 в кольцевые выступы и впадины сменной оснастки 3. Материал полуфабриката оказывается плотно защемленным на перетяжном ребре 8. Далее происходит разделение полуфабриката на готовую деталь и отход по режущей кромке 7 сменной оснастки. 2 ил. (О
| Штамп для формовки и обрезкибОРТОВ | 1977 |
|
SU816619A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
