Изобретение относится к области листовой штамповки и может быть использовано для вытяжки различных деталей из листовых материалов.
Преимущественная область применения - вытяжка на прессах простого и двойного действия кузовных деталей автомобилей, тракторов, сельхозмашин, бытовой и другой техники.
Известен штамп для вытяжки кузовных деталей, содержащий пуансон, матрицу с перетяжным порогом и прижим с перетяжным ребром, размещенным в зоне перетяжного порога (1).
Основным недостатком известного штампа является то, что для размещения перетяжного ребра в зоне перетяжного порога ширина этого порога должна быть значительно больше (ориентировочно в 3 раза) традиционных 12-15 мм (2) и поэтому для вытяжки в таком штампе заготовка также должна иметь увеличенные размеры, чтобы ее края выступали за перетяжной порог. Технологический припуск, на вытягиваемом из такой заготовки полуфабрикате, образуется в конечный момент деформирования на таком перетяжном пороге увеличенной ширины и, как следствие этого, также имеет завышенную ширину. Так как технологический припуск после обрезки удаляется в отход, то следовательно в отход удаляется лишний металл, что приводит к завышенной норме расхода листового проката на деталь.
Технической задачей изобретения является экономия листового проката.
Техническим результатом использования изобретения является уменьшение технологического припуска заготовки и следовательно уменьшение отхода металла.
Указанная техническая задача решается за счет того, что в штампе, содержащем пуансон, матрицу с перетяжным порогом и выемкой под перетяжное ребро, размещенное в прижиме, перетяжной порог матрицы смещен от ее вытяжной кромки к ее периферии. Выемка под перетяжное ребро выполнена между вытяжной кромкой матрицы и перетяжным порогом и прилегает к нему, а перетяжное ребро установлено с зазором относительно перетяжного порога, равным толщине штампуемого материала с учетом положительного допуска по толщине листа.
При вытяжке кузовной детали в предлагаемом штампе ширина и масса технологического припуска, идущего после обрезки в отход, уменьшаются, за счет чего уменьшаются размеры листовой заготовки и достигается экономия листового проката.
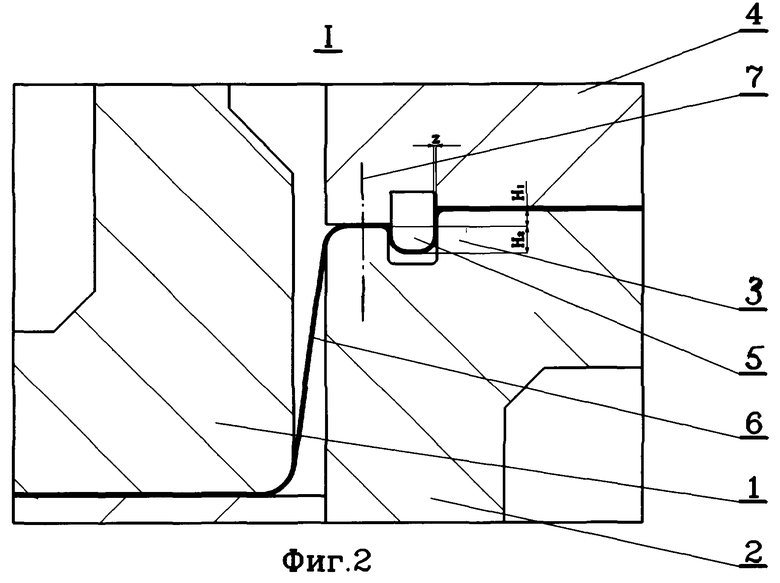
На фиг.1 изображено сечение штампа для вытяжки. На фиг.2 - вид штампа в конечный момент вытяжки.
Штамп для вытяжки содержит пуансон 1, матрицу 2 с перетяжным порогом 3 в виде П-образной впадины и прижим 4 с перетяжным ребром 5.
На прессе двойного действия штамп работает следующим образом. Листовая заготовка укладывается на прижимную поверхность матрицы 2. Далее при ходе наружного ползуна пресса вниз краевая часть заготовки деформируется и прижимается прижимом 4. При этом заготовка втягивается в зазор шириной Z между перетяжным порогом 3 и перетяжным ребром 5. При ходе внутреннего ползуна пресса вниз центральная часть заготовки деформируется пуансоном 1. В процессе вытяжки краевая часть заготовки перемещается через перетяжной порог 3 высотой H1 и перетяжное ребро 5, которое входит в перетяжной порог 3 на величину Н2. Торможение заготовки при перемещении через перетяжной порог 3 и перетяжное ребро 5 регулируется главным образом изменением величин H1 и Н2, которые устанавливаются расчетным методом и уточняются при отладке данного штампа для вытяжки каждой конкретной детали.
Обрезка технологического припуска, который остается после вытяжки на полуфабрикате 6 в зазоре между перетяжным порогом 3 и перетяжным ребром 5, осуществляется по линии 7.
По аналогичной схеме работает штамп с последовательно расположенными перетяжным порогом и перетяжным ребром на прессе простого действия.
Источники информации:
1. Авторское свидетельство №1442292, B 21 D 22/02.
2. Романовский В.П. Справочник по холодной штамповке. - Л.: Машиностроение, 1979 г., с.181, рис.158.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2366527C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2302919C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264879C1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2627318C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2072270C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264880C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2003 |
|
RU2242316C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 1994 |
|
RU2082526C1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2096116C1 |
Изобретение относится к области листовой штамповки. Штамп для вытяжки кузовных деталей содержит пуансон, матрицу с перетяжным порогом и выемкой под перетяжное ребро, размещенное в прижиме. Перетяжной порог матрицы смещен от ее вытяжной кромки к ее периферии. Выемка под перетяжное ребро выполнена между вытяжной кромкой матрицы и перетяжным порогом и прилегает к нему. При этом перетяжное ребро установлено с зазором относительно перетяжного порога, равным толщине штампуемого материала с учетом положительного допуска по толщине листа. Достигается уменьшение технологического припуска заготовки и, следовательно, уменьшение отхода металла. 2 ил.

Штамп для вытяжки кузовных деталей, содержащий пуансон, матрицу с перетяжным порогом и выемкой под перетяжное ребро, размещенное в прижиме, отличающийся тем, что перетяжной порог матрицы смещен от ее вытяжной кромки к ее периферии, выемка под перетяжное ребро выполнена между вытяжной кромкой матрицы и перетяжным порогом и прилегает к нему, а перетяжное ребро установлено с зазором относительно перетяжного порога, равным толщине штампуемого материала с учетом положительного допуска по толщине листа.
| Штамп для вытяжки | 1986 |
|
SU1442292A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2047407C1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

