4:
СО
;о со
ч
00
Изобретение относится к машиностроению, а именно к средствам h методам для измерения линейных размеров,.
Цель изобретения - повышение точности путем обеспечения возможности исключения из результата систематической погрешности измерения, обусловленной неравенством контактных де формаций между опорами и объектом измерения, и объектом измерения и из- мерительньм наконечником.
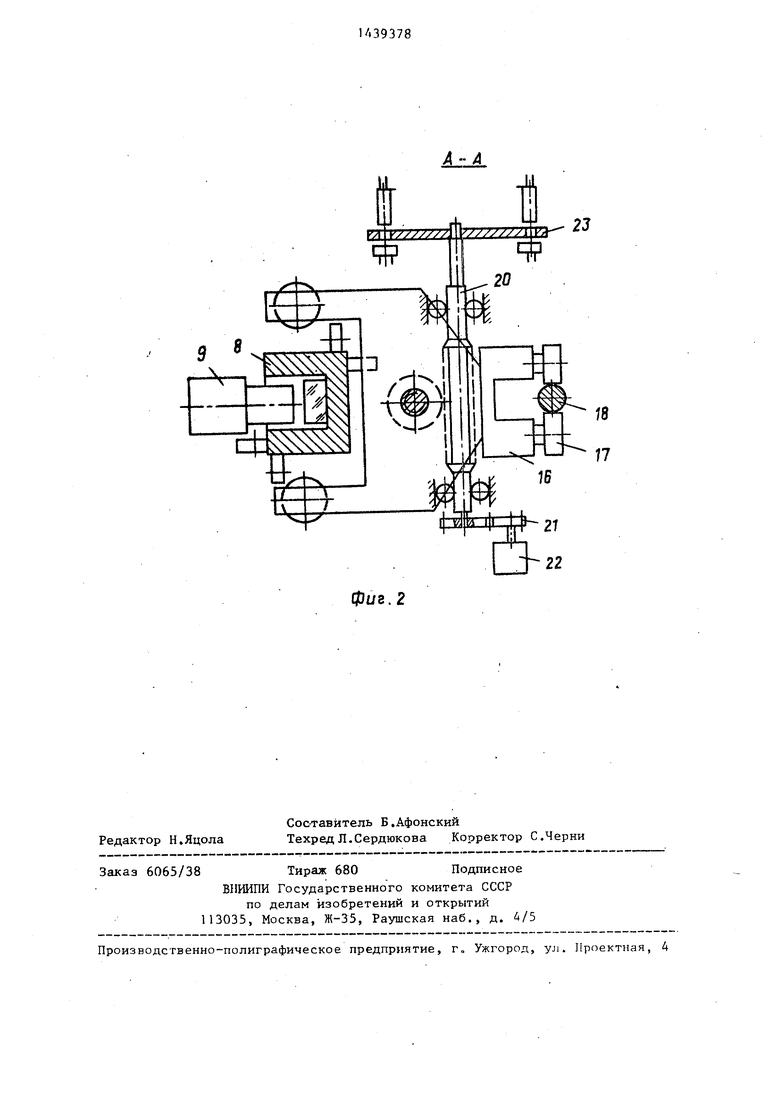
На фиг.1 изображена.конструктивная схема устройства для реализации способа измерения радиуса сферических поверхностей-по стрелке шарового сегмента; на фиг.2 - сечение на фиг. 1 ....
Устройство для измерения радиуса сферических поверхностей включает в себя корпус 1, опорное кольцо 2 с шариками 3, расположенное на корпусе I и предназначенное для установки на нем плоской пластины 4 или измеряемой сферической, детали 5, подвижную пиноль 6 с шаровым измерительным наконечником 7 и шкалой 8, узел отсчета перемещения пиноли 6, выполнен- . ный в виде датчика 9 линейных перемещений, сопряженного со шкалой 8, механизм принудительного перемещения пиноли б с кронштейном 10 П-образной формы, кинематически связанный с пи- нолью б, вьтолнен в виде ходового винта 11 с гайкой 12, жестко связанной с кронштейном 10 причем ось винта 11 параллельна оси пиноли б. Узел поджатия измерительного- наконечника выполнен в виде двух цилиндрических пружин 13, расположенных параллельно по обе стороны пиноли б, которые одними концами закреплены на пиноли б, другими - на кронштейне 10 механизма принудительного перемещения пиноли б. Гайка 4 с регулировочным винтом 15 закреплена на пиноли б-таким образом, что регулировочный винт 15 кинематически связан с кронштейном 10 механизма принудительного пер мещения пинолн.
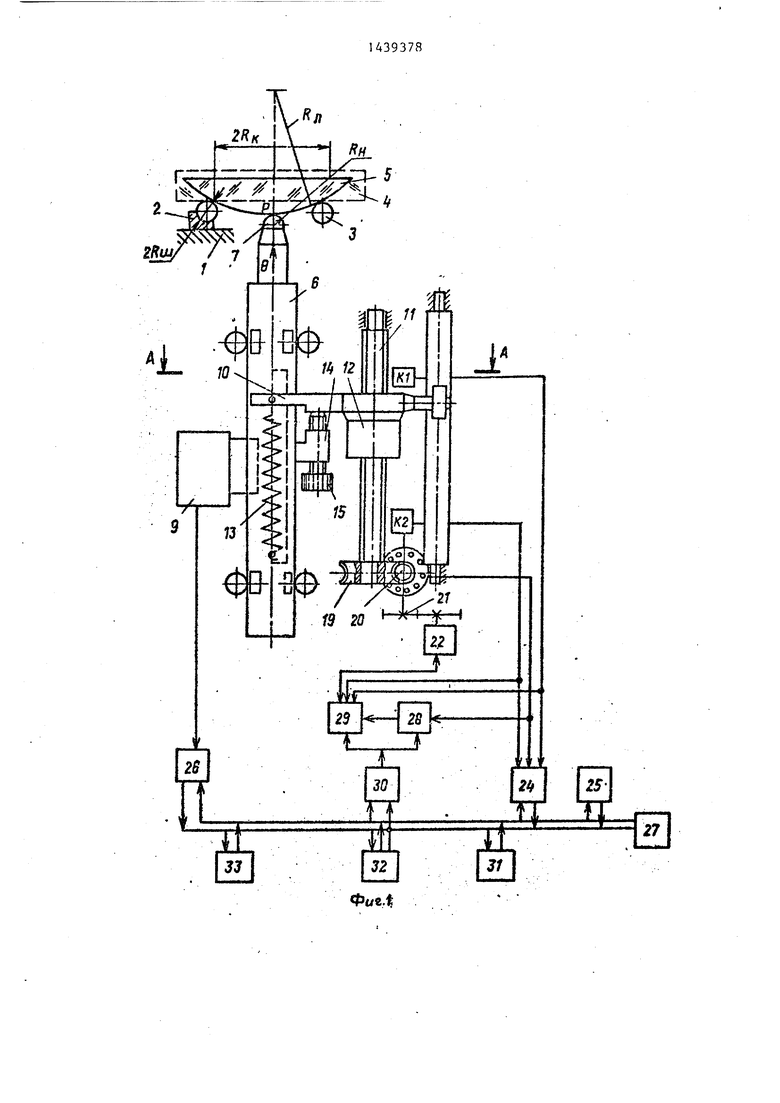
С противоположной стороны кронштейна 10 закреплена вилка 16 (фиг.2) имеющая два шарикоподшипника 17, ох- ватьшающих цилиндрическую направляющую 18, ось которой параллельна оси винта 11 (фиг.1) и пиноли б. Винт 11 через червячное колесо 19, червяк 20 и цилиндрическую передачу 21 связан с исполнительным двигателем 22. Со свободной стороны червяка 20 (фиг,2) установлен датчик 23 углового перемещения, гайки 12, задающий величину нормированного измерительного усилия. Датчик 23 углового перемещения выполнен в виде диска с рядом отверстий и двумя парами свето- диод - фотодиод. Датчик 23 углового перемещения задает нормированное измерительное усилие на исполнительный двигатель 22 через преобразователь 24 инфодмации перемещения гайки 12, связанный с блоком 25 -управления, и преобразователь 26 информации перемещения пиноли б через центральный процессор 27, являющийся управляющим вычислительньм блокомt Выход атчика 23 углового перемещения свя- зан также с блоками 28 и 29 управления реверсом двигателя 22. Выход процессора 27 соединен с цифровым анаоговым преобразователем 30 управения реверсом двигателя 22 и запоинающими блоками 31 33 постоянного оперативного и перепрограммирущего действия.
Схема реверса двигателя 22 обеспечивается изменением полярности путем соответствующего включения концевого выключателя KJ (верхнего ) или выключателя К2 .(нижнего), а также ввода команд с датчика 23.углового перемещения (фиг.2),
Датчик 23 углового перемещения пересчитывает с помощью процессора 27 нормированное измерительное усилие Q в соот,ветствутщее количество дискрет N перемещения гайки 12 винта 11 по математической зависимости
N -p, 1
где FO - начальное измерительное усилие, задаваемое при настройке устройства регулировочным винтом 14 на пружины.12; . F - измерительное усилие, соответствующее перемещению гайки 13 на одну дискрету. Значение F записывается заранее в память запоминающего устройства 32, роцессор 27 одновременно задает те.- ущую координату h . пиноли б на пре- образователь 24 информации перемещения пиноли 6 по математическому выажению
h| - Kp.N,
где Кр поправочный коэффицент, задаваемый оператором через блок управления;
N - количество дискрет, находящееся в преобразователе 26 информации перемещения пи- ноли 6.
Момент касания измерительным наконечником 7 плоской пластины 4 определяется автоматически процессором 27, который расчитьшает по введенному значению номинального радиуса измеряемой сферы Кд через блок 25 управления предполагаемую точку касания измерительного наконечника 7 пи- ноли 6 и к расчетной точке касания, автоматически вводят поправку на величину нормированного измерительного усилия.
Устройство для осуществления предлагаемого способа работает следующим образом.
Перед началом измерения определяю расчетные нормированные измерительные усилря Q по математической зависимости
- 3
де Q
+ 1
Г, V llRi+M R4
U (R.tRjM ) RH 1
нормированное измерительное усилие, прикладьшаемому к измерительному наконечнику пиноли;
Р - вес детали, расположенной . на шариках опорного кольца;
Кд - номинальный радиус измеряемой сферы;
Рц - опорный радиус;
RIH - радиус . шарика опорного
40 наконечник 7 в исходное положение, снимают пластину 4 с шариков 3 опо ного кольца 2, устанавливают измер емую сферическую деталь 5 на шарик 3 и вводят новое нормированное уси
кольца; радиус шарика измерительного лие с учетом массы измеряемой сфенаконечника. Величина задаваемого нормированрической детали 5 в последовательно ти, аналогичной введению нормирован ного измерительного усилия на плоскую пластину 4, Повторно перемещают с блока 25 управления пиноль 6 до к сания измерительного наконечника 7 пиноли 6 со сферической поверхность детали 5. Процессор 27 запоминает в рой отсчет положения пиноли бис gg помощью запоминающих устройств 32 и 33 по программе вычисляет стрелку шарового сегмента и радиус сферичес кой поверхности по следующим матема . тическим зависимостям:
ного измерительного усилия запоминается блоком 31 после ввода через блок 25 управления значений R,, КцИ
R, а значение
R д запоминается блоком 32, Процессор 27 расчетное нормированное усилие Q задает на датчик 23 углового перемещения.
Затем устанавливают на шарики 3 опорного кольца 2 плоскую пластину 4, Включают блок 25 управления перемещения пиноли 6 с измерительным наконечником 7 с нижнего выключателя
4393784
К2 при помошл двигателя 22 до контакта с плоской пластиной. Движение передается от двигателя 22 через зубчатую передачу 21 на червяк 20, червячное колесо 19 и ходовой винт 11, по которому перемещается гайка 12, жестко связанная с кронштейном 10, Кронштен 10 через две пружины 13
1.0 передает усилие на пиноль 6. Начальное измерительное .усилие, создаваемое регулировочным винтом 15, обеспечивает усилие натяжения пружины 13 так, чтобы оно в начальном положении
15 превьшало вес пиноли 6, но не было бы большим минимального усилия (например, 0,5 Н), и тем самым, обеспечивают силовое взаимодействие пиноли 6 с кронштейном 10,
20 Одновременно с измерением перемещения пиноли 6 по датчику линейных перемещений и передачей информации в преобразователь 26 информации перемещения пиноли 6 производится наст25 ройка измерительного наконечника на нормированное измерительное усилие перемещением гайки 12 по преобразователю 24 информации перемещения гайки, связанному с датчиком 23 углового пе30 ремещения, Последний через преобразователь 24 сигнализирует на блоке управления световым сигналом о достижении нормированного измерительного усилия на измерительном наконеч35 нике 7 пиноли 6 при контакте его с плоской пластиной 4, Процессор 27 запоминает первый отсчет положения пиноли 6 по датчику 9 линейных перемещений. Затем отводят измерительный
40 наконечник 7 в исходное положение, снимают пластину 4 с шариков 3 опорного кольца 2, устанавливают измеряемую сферическую деталь 5 на шарики 3 и вводят новое нормированное уси лие с учетом массы измеряемой сфе0
рической детали 5 в последовательности, аналогичной введению нормированного измерительного усилия на плоскую пластину 4, Повторно перемещают с блока 25 управления пиноль 6 до касания измерительного наконечника 7 пиноли 6 со сферической поверхностью детали 5. Процессор 27 запоминает второй отсчет положения пиноли бис g помощью запоминающих устройств 32 и 33 по программе вычисляет стрелку шарового сегмента и радиус сферической поверхности по следующим матема- . тическим зависимостям:
для выпуклой поверхности
2.
R - л л - я ,
2h,
де R
,h(
bj R 2
радиус кривизн выпуклой сферической детали; измеренная стрелка выпуклой сферической поверхности
h h -отсчеты двух положений пи- ноли при касании измерительного наконечника выпуклой и плоской поверк- ностей;
R j - опорный радиус; R ц, - радиус шарика опорного
кольцаJ , для вогнутой поверхности
Rk . ha
2Н
2 ш
где R
- радиус кривизны во1 нутой
сферической деталиj отсчеты двух положений
пиноли при касании измери- тельного наконечьшка вогнутой и плоской поверхностей. Формула изобретения
I , Способ измерения радиуса сфери поверхностей по стрелке шарового сегмента, заключающийся в том,, что устанавливают на шарики опорного кольца плоскую пластину с измерительным усилием вводят с ней в контакт измерительный наконечник,-определяют расстояние от исходного положения измерительного наконечника до точки касания последним плоской пластины, отводят измерительный наконечник от плоской пластины в исходное положение, снимают пластину с шариков опорного кольда. устанавливают измеряемую сферическую деталь сферой на шарики опорного кольцаэ вводят в контакт со сферической поверхностью измерительный наконечник, определяют расстояние от исходного полонсения измерительного наконечника до точки касания последним Сферической ловерхнос ТИ} и используют данные об измерен- ных расстояниях для определения радиуса сферической поверхности,, отличающийся тем, что, с целью повышения точности путем обеспечения возможности исключения из результата систематической погрешности измерения, обусловленной нералзен- ством контактных деформаций меж,цу
опорами5 о57э8ктом измерения и изме- ритель;. наконечником, настраивают измерительный наконечник на нормированное измерительное усилие; как перед вводом в контакт с плоской пла стинойэ ак и перед вводом в контакт со сФери -Ееской поверхность О; а нормированное измерительное усилие Q каяздый раз рассчитывают по математической завис.шюс7 и
5
ЗВ
i
ч( 0
45
0
55
где Р
3-,.S
;
RJ j(R/iRHl RL.J , ;VrR J 4 R, ) вес детали, расположенной на шариках опорного кольца;
R ,, но иналь -гый радиус измеряемой сферы;
R ; - радиус onopHOi o кольца;
RUJ рйдиус шарика опорного кольца. ;
S.;, рад1- ус шарика измерительного Нб:КОНЕЧКИКа ,
2.,. Устройство дял кз:- ерения радиуса сферических поверхностей по стрелке ij:aijonoro сегмеи.та содержащее корпус, ono;;jHOG кольцо с шариками, рас- полсжениое на корпусе; подвижную пи- НОЛ1: с i;.ipH:--: :Bb-M измерительньге нако- кe iникoм и шкалой., установленную в корпусе zoociio с опорным кольцом,узел по,|тлсатия измерительного наконечника механизм принудительного перемещения пиноли с кронглуэйном J кин.ематически сзязаннгэ1й с ииполыо,. узел отсчета перемещения пимолн, о т л и ч а ю щ е- е с я тем, что„ с целью повьшдения точности г{утем обеспечения возможности настройки изг ернтельног о наконечника на нормированное измерительное усилие, узел подачатия измерительного наконечника выполнен в виде двух цилиндрических пружр н,. расположенных параллельно по обе стороны пинолиj которые одними концами закхэеплены на пииолИ} другими - на кро1-пытейне механизма принудительного перемещения пиноли, гайки с регулировочным винтом j закрепленной на пиноле таким образ ом j что регулирово -шьш винт кине- матически связан с кронштейном механизма Принудительного перемещения пи поли,
Зо Устройство по n,2s о т л и ч а- 10 щ е е с я тем что механизм принудительного перемещения пиноли выпол;- нен BiiHTOBbLMj ось винта которого параллельна оси пинолио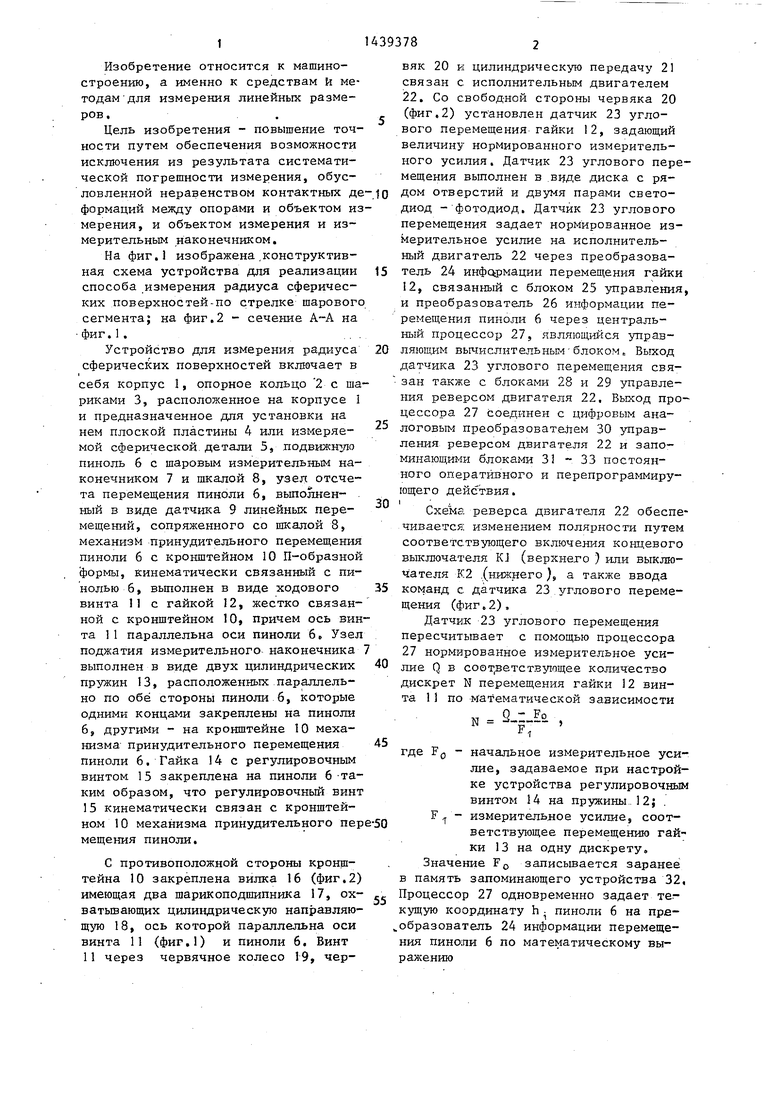
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения линейных размеров | 1978 |
|
SU918776A1 |
| ТОЛЩИНОМЕР | 1997 |
|
RU2143098C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАДИУСА СФЕРИЧЕСКИХ ПОЛИРОВАННЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2215987C2 |
| Станок для доводки шариков | 1976 |
|
SU743846A1 |
| Устройство для измерения и контроля соосности отверстий | 2016 |
|
RU2623817C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И КОНТРОЛЯ СООСНОСТИ СРЕДНЕГО И ПРОМЕЖУТОЧНЫХ ОТВЕРСТИЙ ОТНОСИТЕЛЬНО КРАЙНИХ | 2021 |
|
RU2774311C1 |
| Способ определения радиусов кривизны сферических поверхностей и устройство для его осуществления | 1988 |
|
SU1562691A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ФОРМЫ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2078304C1 |
| Устройство для измерения диаметра отверстия | 1989 |
|
SU1675651A1 |
| ОПОРА К ПРИСПОСОБЛЕНИЮ ДЛЯ КАЛИБРОВКИОТВЕРСТИЙ | 1969 |
|
SU241827A1 |
Изобретение относится к машиностроению, а именно к методам и средствам для измерения линейных размеров. Цель изобретения - повышение точности путем обеспечения возможности исключения из результата систематической погрешности измерения, обусловленной неравенством контактных деформаций между опорами и объектом измерения и объектом измерения и измерительным наконечником. Это достигается тем, что перед измерением настраивают измерительный наконечник на нормированное измерительное усилие, которое рассчитывается с учетом веса детали, располагаемой на базирующих шариках. Перед измерением в запоминецощий блок вводятся расчетные нормируемые усилия, на которые настраивается измерительный наконечник при работе на устройстве, реализующем способ измерения. 2 с. и 1 з.п. ф-лы, 2 ил. (Л
L
ю
ДТ Ё
ZI
-Ц27
Ш.
KX/X/XXT,
t;
I I
E3
Ч
20
)8 17
mm-L
16 th2T
22
фиг. 2
| Афанасьев В.А | |||
| Оптические измерения, г М.: Высшая школа, 1981, с.52-55 | |||
| Никитин В.А | |||
| Методы и средства измерения радиусов сферических поверхностей оптических деталей | |||
| - Оптико- механическая промьшшенность, 1970, № 10, с.57-62. |
