4
СО
со со
QD 4
Изобретение отйосится к измерительной технике и может быть использовано для измерения толщины покрытия, например тонких проволок непосредственно в процессе нанесения покрытия.
Цель изобретения - повьшение точности измерения путем снижения влияния на него разброса размеров основы, на которую наносится покрытие.
На чертеже показана принципиальная схема устройства, v
Пневматическое устройство дпя измерения толщины покрытия содержит жидкостньй стабилизатор 1 давления, сообщенный трубопроводами 2 с дифференциальными жидкостньми манометрами 3 и 4, оснащенными электрическими преобразователями 5 и 6, и с пневматическими камерами 7 и 8 с измеритель ными соплами 9, узлы перемещения объема контроля - проволоки 10, бобину 11, с которой сматьшается проволока, приемную балку 12, которая вращается шаговым электродвигателем 13 через редуктор 14, командно-отсчетный узел 15, электрически связанный с преобразователями 5 и 6 и электродвига телем 13, Между камерами 7 и 8 расположена гальваническая ванна 16. Шаговый электродвигатель 13 выполняет также функцию датчика перемещения. На входе, и выходе камер 7 и 8 установлены направляющие 17.
Камеры 7 и 8 и манометры 3 и 4 .. идентичны. Контролируемая, проволока, сматывается с бобины 11, проходит направляющие, первую по ходу пневматическую камеру 7, поступает в гальваническую ванну 16, где на нее наносится покрытие, и оттуда поступает во вторую по ходу пневматическую камеру 8,
Толщина покрытия измеряется перио дически по командам с узла 15. Сжаты воздух проходит через стабилизатор 1 давления и оттуда расходится в левую и правую измерительные ветви. Сначала с помощью манометра 3 в узле 15
0
5
0 5,
5
0
5
0
фиксируют давление в каЫере 7, затем с помощью узла 15 отсчитывают число сигналов, поступающих на шаговьй двигатель, необходимое для перемещения проконтролированного сечения проволоки в камеру 8, и с помощью манометра 4 в узле 15 фиксируют давление в камере 8. Поскольку давление.в камере определяется площадью зазора между измерительным соплом 9 и объектом контроля, разность давлений в камерах 7 и 8 однозначно определяет разность площадей проволоки в одном и том же сечении до ц после гальванической ванны 16, т.е. толщину покрытия.
Контроль толщины в одном и том же сечении до и после нанесения покрытия на проволоку с помощью идентичных пневматических камер позволяет повысить точность измерения, так как разброс толщины проволоки, являющейся основой для покрытия, не влияет на результаты измерения.
Формула изобретения
Пневматическое устройство для измерения толщины покрытия, содержащее узлы перемещения объекта контроля, сообщенные между собой первые пневма- тическз о камеру с измерительными соплами и жидкостный манометр с электрическим преобразователем и электрически связанный с преобразователем командно-отсчетный узел, о т л и - ча. ющееся тем,, что, с целью повьщгения точности измерения путем снижения влияния на него разброса размеров основы на которую наносится покрытие, оно снабжено датчиком перемещения объекта контроля и вторыми камерой и манометром, идентичными первым, связанным с командно-отсчетным узлом, идентично первым, а датчик перемещения подключен к командно-от- счетном узлу, который связан с узлом перемещения. ,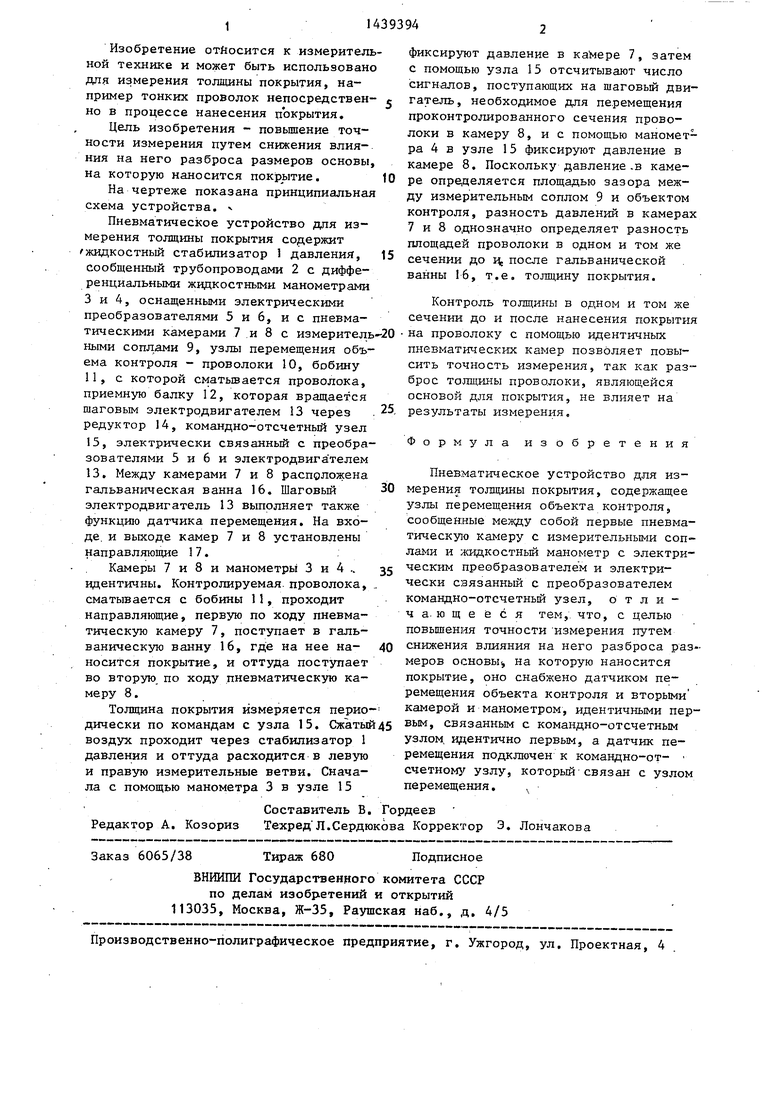
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический прибор для активного контроля конических роликов | 1985 |
|
SU1288038A1 |
| Пневматическое устройство для измерения линейных размеров | 1980 |
|
SU945654A1 |
| Пневматический способ контроля проходного сечения и устройство для его осуществления | 1987 |
|
SU1682772A1 |
| Способ контроля линейных размеров микропроволоки | 1990 |
|
SU1776986A1 |
| Пневматический дифференциальный прибор для измерения линейных размеров | 1986 |
|
SU1430743A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ИЗДЕЛИЙ, НЕПОДВИЖНЫХ В ПРОЦЕССЕИЗМЕРЕНИЙ | 1969 |
|
SU241027A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ТОНКОСТЕННЫХ КОЛЕЦ В ПРОЦЕССЕ ОБРАБОТКИ | 1973 |
|
SU381886A1 |
| Пневматическое устройство для контроля линейных размеров | 1976 |
|
SU557265A1 |
| Струйный датчик линейных размеров | 1975 |
|
SU579542A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДИАМЕТРОВ ВАЛОВ В ПРОЦЕССЕ ШЛИФОВАНИЯ | 1970 |
|
SU284318A1 |
Изобретение относится к измерительной технике и может быть использовано для активного контроля толщины покрытия, например, тонких проволок. Цель изобретения - повышение точности измерения. Покрытие на проволоку 10 наносится в гальванической ванне 16. Перед поступлением в ванну и после нее проволока проходит через пневматические камеры 7 и 8 с идентичными измерительными соплами 9. Давление в камерах зависит от толщины проволоки до и после.нанесения покрытия. Информация с манометров 3 и 4 о давлении в камерах, а также с шагового электродвигателя 13, обеспечивающего контролируемое перемещение проволоки из камеры 7 в камеру 8, поступает в командно-отсчетный узел, где по разности давлений в момент прохождения одним и тем же сечением проволоки камер 7 и 8 определяется толщина покрытия. Поскольку разброс толщины прово- локи, являющейся основой для покрытия, не влияет на результат измерения, точность измерения повышается. 1 ил. (Л
| Вимер А | |||
| Пневматические измерения | |||
| размеров | |||
| М.: Машгиз, 1962, с | |||
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
