1
Изобретение относится к приборам для контроля тонкостенных колец в процессе их обработки с компенсацией возникающих при этом деформаций.
Известен пневматический прибор для контроля размеров в процессе обработки тонкостенных колец с компенсацией деформации изделия, содержащий измерительную каретку с заслонкой измерительного сопла и с наконечником, контактирующим с обрабатываемой поверхностью, компенсационную каретку с корректирующим соплом и с наконечником, контактирующим с необрабатываемой поверхностью, неподвижную заслонку корректирующего сопла, дифференциальный двухкамерный пневмоблок и пневмоклапан, соединяющий перед началом обработки корректируюш,ее сопло с первой камерой пневмоблока и запирающий эту камеру в процессе обработки.
Эти приборы имеют сложную конструкцию, так как в них предусмотрено пневматическое суммирование измерительных и корректирующих перемещений, что связано с некоторой потерей точности.
Цель изобретения - упрощение прибора и повышение его точности.
Для этого в предлагаемом приборе каретки расположены так, что их линии измерения совпадают, измерительное сопло закреплено
2
на компенсационной каретке и соединено со второй камерой пневмоблока, а последний выполнен в виде командно-отсчетного блока. Кроме того, для контроля диаметральных
размеров прибор снабжен вторым комплектом кареток, заслонок и сопел, причем последние включены параллельно соответствующим соплам основного комплекта прибора.
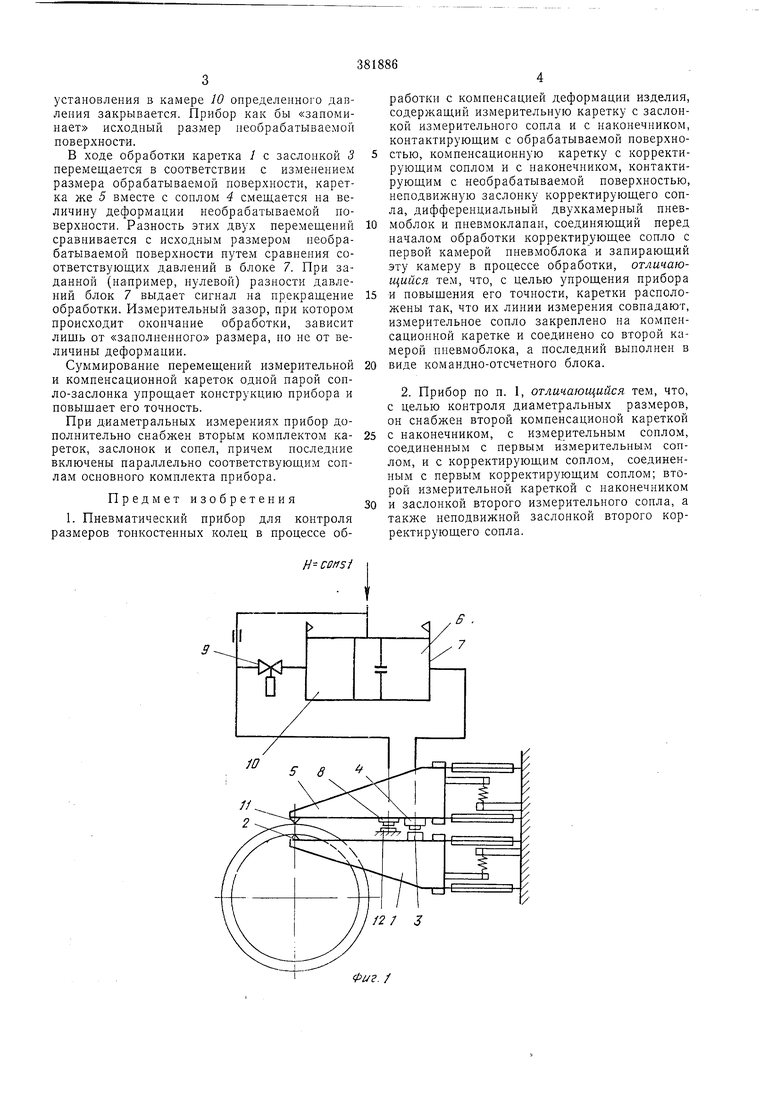
На фиг. 1 представлена пневматическая
схема предлагаемого прибора, на фиг. 2 - пневматическая схема для контроля диаметральных размеров.
Предлагаемый прибор содержит измерительную каретку / с наконечником 2, контактирующим с обрабатываемой поверхностью, и с заслонкой 3 измерительного сопла 4. Последнее закреплено на компенсационной каретке 5 и соединено с камерой 6 дифференциального двухкамерного блока 7. Па компенсационной каретке закреплены также корректирующее сопло 5, соединенное через клапан 9 с камерой W пневмоблока, и наконечник 11, контактирующий с необрабатываемой поверхностью. Заслонка 12 корректирующего сопла
установлена неп(авижно.
Предлагаемый прибор работает следующим образом.
После установки кольца на позицию обработки наконечники 2 н 11 вводятся в контакт
с изделием, а клапан 9 открывается и после установления в камере 10 определенного давления закрываетея. ГТрибор как бы «заноминает исходный размер необрабатываемой поверхности. В ходе обработки каретка 1 с заслонкой 3 перемещается в соответствии с изменением размера обрабатываемой новерхности, каретка же 5 вместе с сонлом 4 смещается на величину деформации необрабатываемой новерхности. Разность этих двух перемещений сравнивается с исходным размером необрабатываемой поверхности путем сравнения соответствующих давлений в блоке 7. При заданной (например, нулевой) разности давлений блок 7 выдает сигнал на нрекращение обработки. Измерительный зазор, при котором происходит окончание обработки, зависит лишь от «занолненного размера, по не от величины деформации. Суммирование перемещений измерительной и компенсационной кареток одной парой сонло-заслонка упрощает конструкцию прибора и повышает его точность. При диаметральных измерениях прибор дополнительно снабжен вторым комплектом кареток, заслонок и сопел, причем последние включены параллельно соответствующим соплам основного комплекта прибора. Предмет изобретения 1. Пневматический прибор для контроля размеров тонкостенных колец в процессе об// COMSf работки с компенсацией деформации изделия, содержащий измерительную каретку с заслонкой измерительного сопла и с наконечником, контактирующим с обрабатываемой поверхностью, компенсационную каретку с корректирующим соплом и с наконечником, контактирующим с необрабатываемой поверхностью, неподвижную заслонку корректирующего сопла, дифференциальный двухкамерный пневмоблок и пневмоклапан, соединяющий перед началом обработки корректирующее сопло с первой камерой пневмоблока и запирающий эту камеру в процессе обработки, отличающийся тем, что, с целью упрощения прибора и повышения его точности, каретки расположены так, что их линии измерения совпадают, измерительное сопло закреплено на компенсационной каретке и соединено со второй камерой пневмоблока, а последний выполнен в виде командно-отсчетного блока. 2. Прибор по п. 1, отличающийся тем, что, с целью контроля диаметральных размеров, он снабжен второй компенсационой кареткой с наконечником, с измерительным соплом, соединенным с первым измерительным соплом, и с корректирующим соплом, соединенным с первым корректирующим соплом; второй измерительной кареткой с наконечником и заслонкой второго измерительного сопла, а также неподвижной заслонкой второго корректирующего сопла.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТАКТНЫЙ ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ДЕТАЛЕЙ В ПРОЦЕССЕ ОБРАБОТКИ | 1973 |
|
SU377614A1 |
| Пневматический прибор для контроля диаметра отверстия при бесцентровом шлифовании | 1977 |
|
SU679793A1 |
| Контактный пневматический прибор для контроля диаметра отверстия | 1973 |
|
SU488980A1 |
| Пневматическое устройство для измерения диаметральных размеров | 1982 |
|
SU1062517A1 |
| Бесконтактное пневматическое устройство для измерения диаметра | 1978 |
|
SU763679A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАЛЛЕЛЬНОСТИ ДВУХ ОТВЕРСТИЙiUlLllTHC-IEXSUHEGft БИБЛИОТЕКАВС1^ООЮЗНАЯ | 1972 |
|
SU332320A1 |
| Устройство для контроля средних диаметров резьб | 1975 |
|
SU606092A1 |
| Пневматический прибор для бесконтактного измерения линейных размеров | 1990 |
|
SU1747888A1 |
| Хонинговальная головка с прибором для контроля диаметров отверстий | 1973 |
|
SU443748A1 |
| Устройство для измерения диаметров валов | 1990 |
|
SU1719884A1 |

ХЬD
/ff
Фиг. /
