: ;-. 6pi-ic iiiL ОТНОСИТСЯ К измеритвльнои
;inKC для металлообрабатывающих станков и может быть использовано в подшипниковой промышленности при шлифовании конических роликов на бесцентрово-шли- фовальных станках.
Целью изобретения является повышение точности контроля.
Поставленная цель достигается за счет ликвидации влияния угловых смещений в горизонтальной плоскости геометрических осей роликов от направления их перемещения.
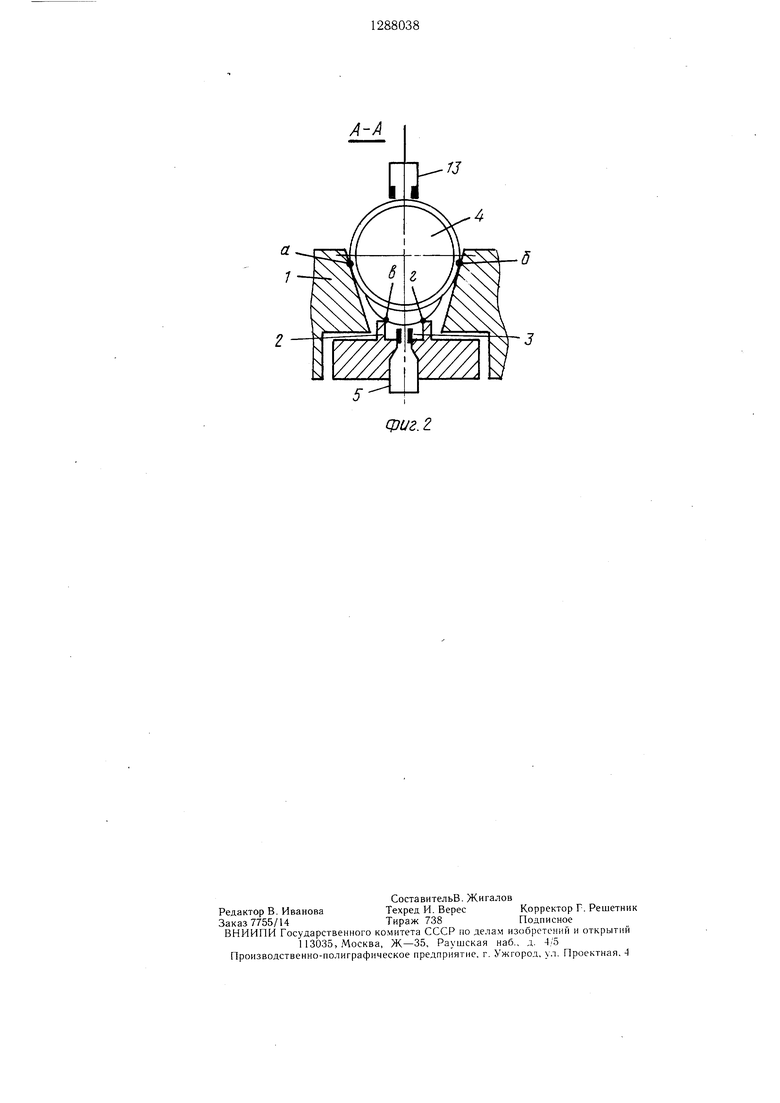
На фиг. 1 изображен предлагаемый прибор, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Прибор содержит призму 1, в биссектор- ной плоскости которой установлена пластина 2, имеющая канавку 3, обращенную к контролируемым роликам 4 и расположенную вдоль направления их перемещения.
исключается возможность соударения конических роликов с измерительным соплом 5. Воздух из источника 7 питания истекает через дроссель 8 и зазор между торцом измерительного сопла 5 и проходящими над ним коническими роликами 4 в атмосферу. При этом измерительное сопло 5 ощупывает снизу поверхность движущихся конических роликов 4, а дроссель 9 и емкость 10, подключенные к выходу дросселя 8, обеспечило вают непрерывное суммирование и усреднение давления, поступающего из воздухопровода между дросселем 8 и измерительным соплом 5, зависящего от зазора между торцом измерительного сопла 5 и поверх- .г ностью отшлифованного конического ролика 4. Это усредненное давление наблюдается по .манометру 11 и поступает на вход порогового элемента 12.
При шлифовании конических роликов 4 в результате износа щлифовального круга
В пластине 2 смонтировано измерительное 20 их размер возрастает, что приводит к снисопло 5, связанное с отсчетно-командным устройством 6. Отсчетно-командное устройство 6 выполнено в виде источника 7 стабилизированного давления, связанного через дроссели 8 и 9 и емкость 10 с манометром 11 и пороговым элементом 12. Измерительное сопло 5 подключено к выходу дросселя 8 отсчетно-командного устройства 6. Напротив измерительного сопла 5 при контроле малогабаритных роликов 4 устанавливается на призме 1 прижимное сопло 13, связанное через регулятор 14 давления с источником 15 питания.
Пневматический прибор для активного контроля конических роликов работает следующим образом.
Отшлифованные конические ролики 4 из зоны шлифования бесцентрово-шлифо- вального станка попадают на направляю- -щую, образованную призмой 1 и пластиной 2. При этом конические ролики 4 соприкасаются точками а и б с призмой 1, а точками виге пластиной 2, что надежно предотвращает их от поворота в горизонтальной плоскости и точно ориентирует их вдоль направления перемещения. Столб отшлифованных конических роликов 4 под воздействием ведущего резьбового барабана станка (не показан) имеет шаговую подачу вдоль призмы 1 и канавки 3 пластины 2. Шаг подачи равен длине обрабатываемой детали. Так как при наладке измерительное сопло 5 устанавливается в пластине 2 так, что нижняя точка меньщего торца конических роликов 4 выще торца измерительного сопла 5, то это условие благодаря постоянному взаимодействию конических роликов 4 с кромками канавки 3 пластины 2, предотвращающему их угловое смещение в вертикальной плоскости, соблюдается и при движении конических роликов 4, т.е.
25
35
жению усредненного давления на входе порогового элемента 12. При достижении этим давлением порогового значения элемент 12 срабатывает и выдает команду на исполнительный механизм станка (не показан), который, перемещая бабку станка на заданный щаг, компенсирует износ шлифовального круга.
При шлифовании малогабаритных роликов струя воздуха, истекающая из при30 жимного сопла 13 под давлением, настроенным с помощъю регулятора 14 давления, противодействует струе воздуха, истекающей из измерительного сопла 5, предотвращая те.м самым отрыв точек контакта роликов от призмы 1 и пластины 2.
Таким образом, предлагаемое устройство по сравнению с известным, исключая при движении роликов угловые смещения в горизонтальной плоскости, а во время прохождения меньшего торца роликов над соплом исключая смещение и в вертикальной плоскости, устраняет погрешности измерения, вызываемые этими смещениями, т.е. позволяет повысить точность получаемых в процессе шлифования роликов, что в свою очередь создает возможность устранения сортировки роликов на группы после шлифования.
Формула изобретения Пневматический прибор для активного контроля конических роликов, содержащий
50 призму, установленные в биссекторной плоскости призмы пластину и измерительное сопло, подключенное к отсчетно-команд- ному устройству, отличающийся тем, что, с целью повышения точности контроля, в пластине прибора на стороне, обращенной к роликам, выполнена канавка вдоль направления перемещения роликов, а прибор снабжен прижимным соплом, установленны.м на призме напротив измерительного сопла.
40
45
55
исключается возможность соударения конических роликов с измерительным соплом 5. Воздух из источника 7 питания истекает через дроссель 8 и зазор между торцом измерительного сопла 5 и проходящими над ним коническими роликами 4 в атмосферу. При этом измерительное сопло 5 ощупывает снизу поверхность движущихся конических роликов 4, а дроссель 9 и емкость 10, подключенные к выходу дросселя 8, обеспечио вают непрерывное суммирование и усреднение давления, поступающего из воздухопровода между дросселем 8 и измерительным соплом 5, зависящего от зазора между торцом измерительного сопла 5 и поверх- г ностью отшлифованного конического ролика 4. Это усредненное давление наблюдается по .манометру 11 и поступает на вход порогового элемента 12.
При шлифовании конических роликов 4 в результате износа щлифовального круга
0 их размер возрастает, что приводит к сни5
жению усредненного давления на входе порогового элемента 12. При достижении этим давлением порогового значения элемент 12 срабатывает и выдает команду на исполнительный механизм станка (не показан), который, перемещая бабку станка на заданный щаг, компенсирует износ шлифовального круга.
При шлифовании малогабаритных роликов струя воздуха, истекающая из при0 жимного сопла 13 под давлением, настроенным с помощъю регулятора 14 давления, противодействует струе воздуха, истекающей из измерительного сопла 5, предотвращая те.м самым отрыв точек контакта роликов от призмы 1 и пластины 2.
Таким образом, предлагаемое устройство по сравнению с известным, исключая при движении роликов угловые смещения в горизонтальной плоскости, а во время прохождения меньшего торца роликов над соплом исключая смещение и в вертикальной плоскости, устраняет погрешности измерения, вызываемые этими смещениями, т.е. позволяет повысить точность получаемых в процессе шлифования роликов, что в свою очередь создает возможность устранения сортировки роликов на группы после шлифования.
Формула изобретения Пневматический прибор для активного контроля конических роликов, содержащий
0 призму, установленные в биссекторной плоскости призмы пластину и измерительное сопло, подключенное к отсчетно-команд- ному устройству, отличающийся тем, что, с целью повышения точности контроля, в пластине прибора на стороне, обращенной к роликам, выполнена канавка вдоль направления перемещения роликов, а прибор снабжен прижимным соплом, установленны.м на призме напротив измерительного сопла.
0
5
5
А-А
/J
.2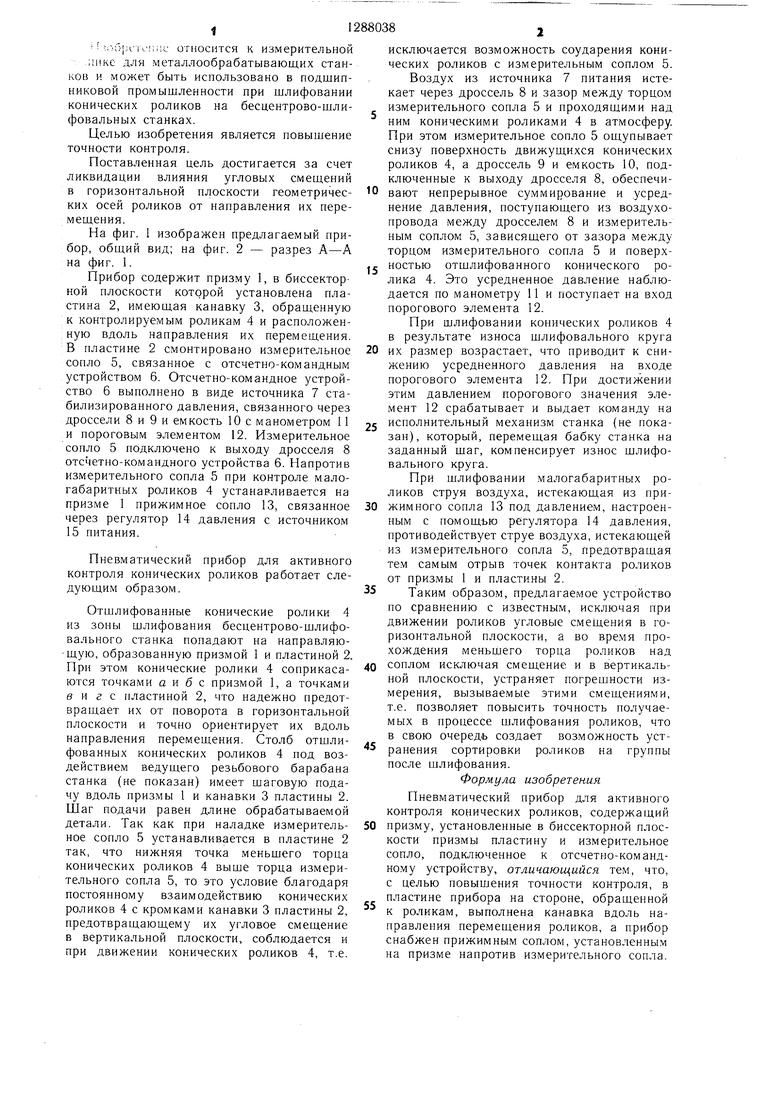
Изобретение относится к измерительной технике для металлообрабатывающих станков и может быть использовано в подшипниковой промышленности при шлифовании конических роликов на бесцентровошлифовальных станках. Целью изобретения является повышение точности контроля путем ликвидации влияния угловых сме- ш.ений в горизонтальной плоскости геометрических осей роликов от направлений их перемеш,ения. Прибор содержит призму 1, в биссекторной плоскости которой установлена пластина, имеюш,ая канавку 3, обраш,енную к контролируемым роликам 4. В пластине смонтировано измерительное сопло 5, связанное с отсчетна-командным устройством 6, выполненным в виде источника 7 стабилизированного.давления, связанного через дроссели 8, 9 и емкость 10 с манометром II и пороговым элементом 12. Для контроля малогабаритных роликов напротив измерительного сопла 5 устанавливают на призме I прижимное сопло 13, связанное через регулятор 14 давления с источником 15 питания. 2 ил. € (Л ISD оо 00 О со 00
| Пневматический прибор для контроля изделий в процессе их обработки | 1971 |
|
SU372884A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
