Изобретение относится к неразрупш- ющему контролю изделий методом акустической эмиссии (АЭ) и может быть испольяовано для контроля изделий
конусообразной формы при их прочнеет- ных испытаниях.
Цель изобретения - повышение производительности за счет выполнения изделий со стержневым выступом в aepшине конуса, имеющим кольцевые надрезы.
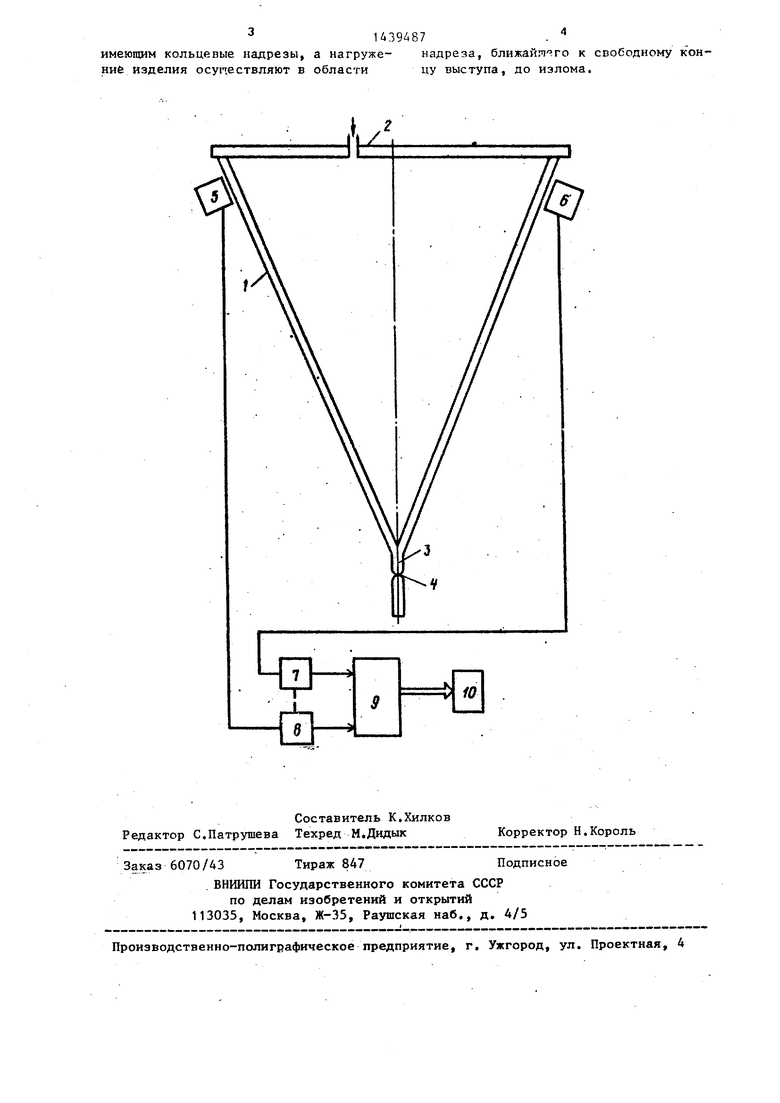
На чертеже представлена структур- ная схема реализации способа контроля изделий конусообразной формы по сиг- налам ЛЭ.
Контролируемо.е изделие 1 конусообразной формы закрыто крьшкой 2 с отверстием (стрелкой показано направление подачи воды для гидроиспытаний изделия 1,) . Изделие 1 выполнено со стержневым выступом 3 в вершине конуса, направленным по оси конуса. Стержневой выступ 3 содержит по крайней мере один коштентратор 4 напряжеНИИ, выполненный, например, в виде кольцевого надреза в вершине конуса. Остальные концентраторы напряжений (не показаны) расположены по длине стержневого выступа 3 на некотором расстоянии один от другого. Первый приемник 5 сигналов АЭ, последующие приемники (не показаны) и четвертьй приемник 6 расположены на поверхности контролируемого.изделия 1 по окружности поперечного сечения на равных расстояниях один от другого. Приемники 5 и 6 сигналов АЭ соединены с усилителями 7 и 8, выходы которых подключены к входам блока 9 обработки сигналов., Регистратор 10 соединен с выходом блока обработки сигналов.
Способ контроля изделий конусооб- разной формы по сигналам АЭ осуществ ляется следующим образом. Контролируемое изделие 1 заполняют водой под давлением не более 10% от испытательного. Затем проверяют работоспособность и чувствительност аппаратуры имитацией развития, дефекта, для чего нагружают изделие 1 в области надреза ближайшего к свободному концу выступа 3, до излома. Воз никаюш,ий сигнал АЭ распространяется по изделию 1 конусообразной формы, проходит до точек расположения приемников -5 и 6 АЭ самые большие из возможных и практически равиь : расстоя
с
O
5
0 5 g Q
д .-
5
5
ния. Сигналы регистрируют приемниками 5 и 6 АЭ, усиливают в усилителях 7 и 8 до требуемой величины в определенной полосе частот. Затем в блоке 9 обработки сигналов измеряют амплитуды сигналов и сравнивают их мезкду собой. Если различие в амплитуде сигналов превышает некоторый установленный заранее уровень, то выравнивают амплитуды сигналов АЭ (например, улучшают акустический контакт), Затем снова имитируют развитие дефекта, нагружая в зоне следующего надреза. Зарегистрированные параметры АЭ принимают в качестве эталонных. Проверка равной чувствительности приемников 5 и 6 АЭ может быть также произведена вместе с проверкой правильности определения координат источника АЭ, координаты источника АЭ (имитатора дефекта) определяют в блоке 9 обработки сигналов по результатам измерения интервалов времени между сигналами АЭ на его входах. Затем производят контроль изделия 1, для чего увеличивают гидравлическое давление до контрольной нагрузки, принимают сигналы АЭ, измеряют их параметры, сравнивают с эталонными и по результатам сравнения определяют качество изделия.
Таким образом, предлагаемый способ позволяет повысить производительность контроля .за счет одновременного выполнения нескольких имитаторов дефектов и последовательного их на- гружения для возбуждения сигналов АЭ в изделии.
Формула изобретения
Способ контроля изделий конусообразной формы по сигналам акустической эмиссии, заключающийся в том, что на изделии выполняют имитатор дефекта в виде надреза, изделие в области надреза нагруг;ают, принимают сигналы акустической эмиссии от надреза, параметры которых используют в качестве эталонных, нагружают изделие контрольной нагрузкой, принимают сигналы акустической эмиссии, сравнивают их параметры с эталонными и по результатам сравнения определяют качество изделия, отличающийся тем, что, с целью повышения производительности, изделие выполняют со стержневьм .-выступом в вершине конуса,
1Д39А87.
имеющим кольцевые надрезы, а нагруже- надреза, ближайл го к свободному кон- ниё изделия осупествляют в области цу выступа, до излома.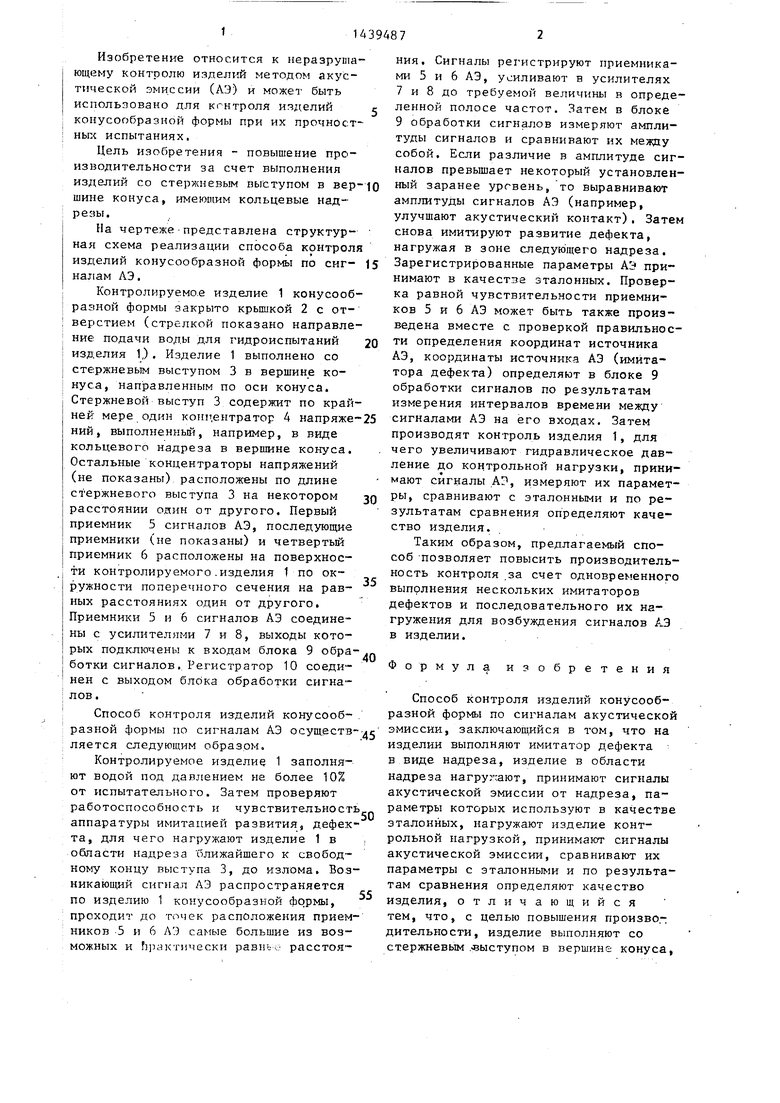
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля изделий с внутренней конусообразной поверхностью по сигналам акустической эмиссии | 1987 |
|
SU1430873A1 |
| Способ контроля развивающихся дефектов | 1977 |
|
SU1023237A1 |
| Способ оценки качества образцов литьевого сплава | 1991 |
|
SU1796964A1 |
| Способ имитации сигналов акустической эмиссии | 1988 |
|
SU1589202A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ ИЗДЕЛИЙ | 2004 |
|
RU2270444C1 |
| Способ акустико-эмиссионной диагностики ответственных деталей тележек грузовых вагонов при эксплуатации | 2017 |
|
RU2667808C1 |
| УНИВЕРСАЛЬНЫЙ УЧЕБНО-ИССЛЕДОВАТЕЛЬСКИЙ СТЕНД ИЗУЧЕНИЯ ГЕНЕРАЦИИ И РАСПРОСТРАНЕНИЯ АКУСТИЧЕСКИХ ВОЛН В ЭЛЕМЕНТАХ ПРОМЫШЛЕННЫХ ОБЪЕКТОВ ОТ ИМИТАТОРОВ РЕАЛЬНЫХ ИСТОЧНИКОВ АКУСТИЧЕСКОЙ ЭМИССИИ | 2015 |
|
RU2608969C1 |
| Способ акустического контроля физико-механических свойств изделий | 1990 |
|
SU1786423A1 |
| Способ определения момента образования и скорости роста усталостной трещины | 1985 |
|
SU1312471A1 |
| Способ определения координат источников акустической эмиссии | 1988 |
|
SU1698747A1 |
Изобретение относится к керазру- шающему контролю изделий методом акустической эмиссии (АЭ) и может быть использовано для контроля изделий конусообразной формы при их прочностных испытаниях. Целью изобретения, является повьппч ние производительности за счет выполнения имитаторов дефектов на стержневом выступе. В качестве эталонного сигнала используют сигнал, получаемый от изделия, нагружаемого в области надреза, ближайшего к свободному концу выступа, до излома. 1 ил.
| Акустико-эмиссионный способ контроля узлов газопромыслового оборудования | 1980 |
|
SU922624A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Акустико-эмиссионный способ оценки динамики развития дефектов при прочностных испытаниях сварных сосудов высокого давления | 1977 |
|
SU903761A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
