Конгактныс щеточки к счсгно-ана.читическим машинам изгочов.1Я1ОТСЯ вручную нутем заливки цинковым сплавом пучка ста.чьнон проволоки, помешенного в пресс-форму.
Такой способ изготовления щеточек малопроизводителен и В1Ч-ьма трудоемок.
Применение литейных маол1н, работающих без привода значительно повышает производительность труда.
Описываемая машина для изготовления контактных счетно-аналитическим машинам изготовляет 30 плеточек в обеспечивает радикальное повышение производительности чества изготовляемых щеточек и снижает их себестоимость.
Достигается это тем, что машина механизирует и автоматизирует ироцессы подачи пучка проволоки ti пресс-форму, отрезания вощедщей в пресс-форму час1и этого пучка от остальной его части а;1личаторными ножницами, заливку в пресс-форму расплавленного сн.чава и выталкииания из пресс-формы затвердевщей отливки.
iaпJинa состоит из с тедующих основных частей: электрообогревае.мого тигля для расплавления снлава, с системой подачи металла в пресс-форму; пресс-формы с крышкой и устройством для выталкивания из нее залитой контактной шетки; толкателя для подачи пучка проволоки в пресс-форму и ножниц для обрезания от подаваемого пучка конца, подлежащего заливке в пресс-форме цинковым сплавом; кулачкового механизма, обеспечивающего согласованную работу всех частей машины, соединенного с электроприводом через редуктор, оеменпуюпередачу и сцепной электромагнит, включаемый кнопочным устройством.
Перечисленные узлы машины смонтированы на корпусе-столе. Для поддержания температуры сплава на заданном уровне мап1ина снабшеточек к
минуту и
труда, ка№ 143978.- 2
жена термопарой и терморегулятором, причем включение нагревателя тигля производится независимо от включения и работы кулачкового механизма. -
После включечи-я нажатием кнопки кулачкового механизма, сцепной электромагнит обеспечивает осуществление лишь одного рабочего никла машины.
Кинематическая схема машины показана на чертеже.
Работа механизмов происходит в следующей последовательности.
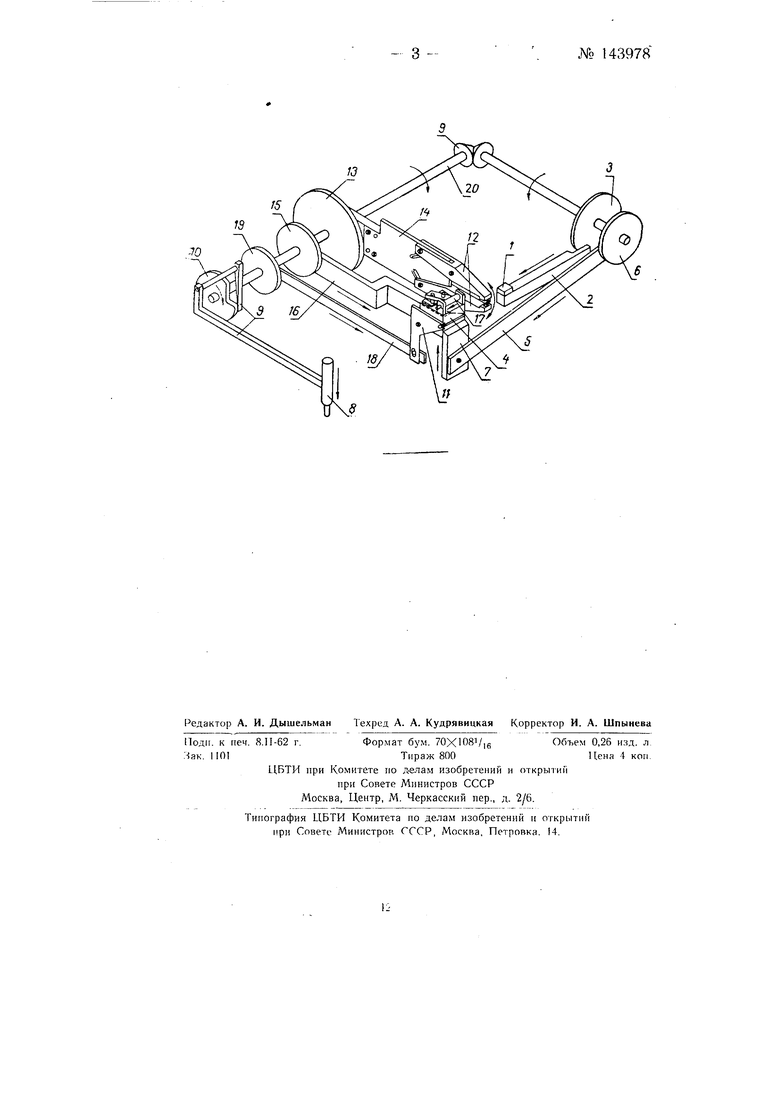
Через глазок / в корпус толкателя 2 заправляется пучок проволоки.
После включения машины, толкатель под воздействием кулачка 3 подает пучок проволоки в пресс-форму 4, которая затем посредством планки 5, связанной с кулачком 6, закрывается крышкой 7.
После этого действием поршня 8, связанного посредством фигурного рычага 9 кулачка 10, в пресс-форму через угольник 1J удаления литника подаелся надлежащее количество расплавленного сплава, после чего через интервал времени, достаточный для застывания сплава, крышка 7 пресс-формы отходит, открывая торец пресс-формы, а ножницы 12 под воздействием кулачка 13 и планки 14 отрезают щетку от остального пучка проволоки, после чего кулачок 15 посредством планки 16, связанной с задней частью пресс-формы 4, выталкивает из нее отлитую щетку и удаляет экстрактором 17 литник из угольника 11, который перед этим посредством планки 18, связанной с кулачком 19, находился в верхнем положении. На заключительном этане все части машины занимают исходное положение. Вся система кулачков связана между собою в единый механизм валами 20.
Предлагаемая мапшна внедрена на Московском заводе счетно-аналитических машин.
Предмет изобретения
Машина для изготовления контактных щеточек к счетно-аналитическим машинам, отличающаяся тем, что, с целью повышения производительности труда и снижения себестоимости щеточек, она выполнена в виде стола со смонтированными на нем: электротиглем с поршнем для заливки цинкового сплава в пресс-форму, толкателем для подачи проволоки в пресс-форму, ножницами для отрезки проволоки и выталкивателем для выдачи готовой контактной щеточки из пресс-формы, причем привод перечисленных устройств осун1ествляется при поМО1ЦИ кулачкового механизма.
15
13
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬНАЯ МАШИНА | 1973 |
|
SU393032A1 |
| Пресс-форма | 1973 |
|
SU440206A1 |
| Машина для прочесывания щетины | 1935 |
|
SU51029A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВВВОДОВ | 1966 |
|
SU180696A1 |
| Электромеханическая вычислительная машина | 1954 |
|
SU102922A1 |
| МАШИНА ДЛЯ ОТЛИВКИ СВИНЦОВЫХ ИЗДЕЛИЙ | 1933 |
|
SU39943A1 |
| МАШИНА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1988 |
|
SU1619555A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ ВОЗДУХА В КАМЕРЕ МАШИНЫ ЛИТЬЯ ПОД НИЗКИМДАВЛЕНИЕМ | 1970 |
|
SU260109A1 |
| МАШИНА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С РОТОРНО-ПОВОРОТНЫМ УСТРОЙСТВОМ | 2005 |
|
RU2302316C1 |