Фиг. 1
Изобретение относится к технологии изготовления винтовых пружин с переменным шагом, преимущественно на токарно-винторезных станках с ЧПУ в условиях опытного и мелкосерийного производства.
Цель изобретения - расширение технологических возможностей и повышение качества.
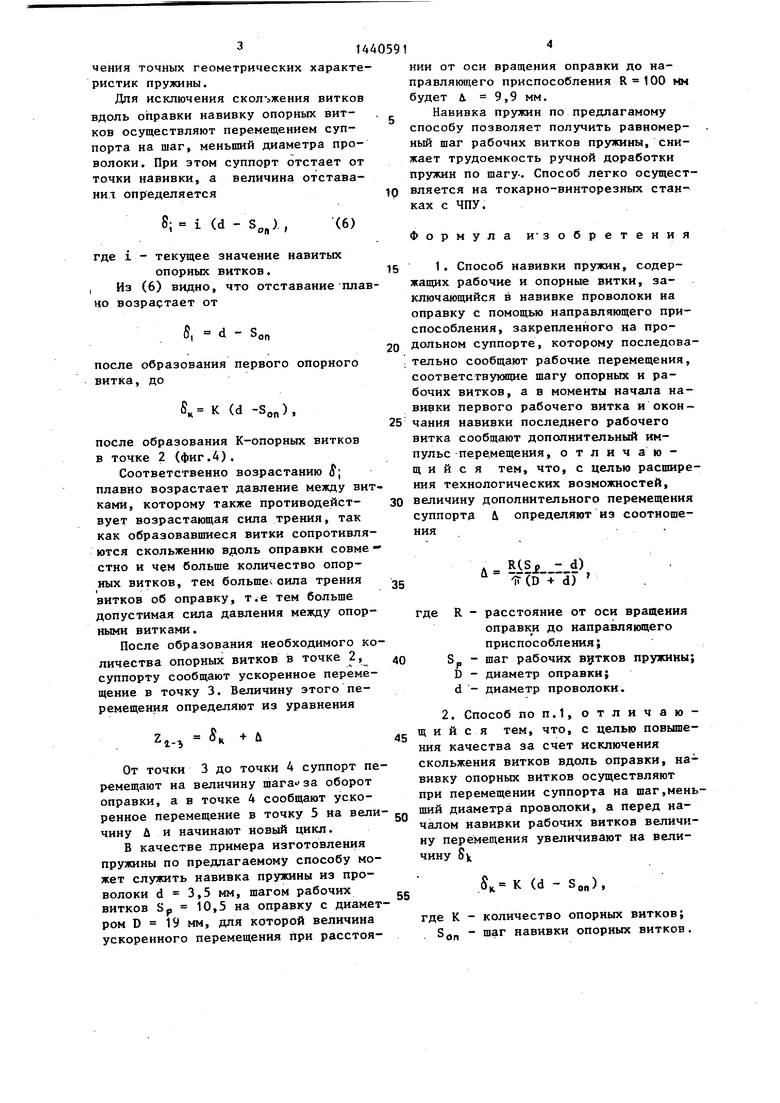
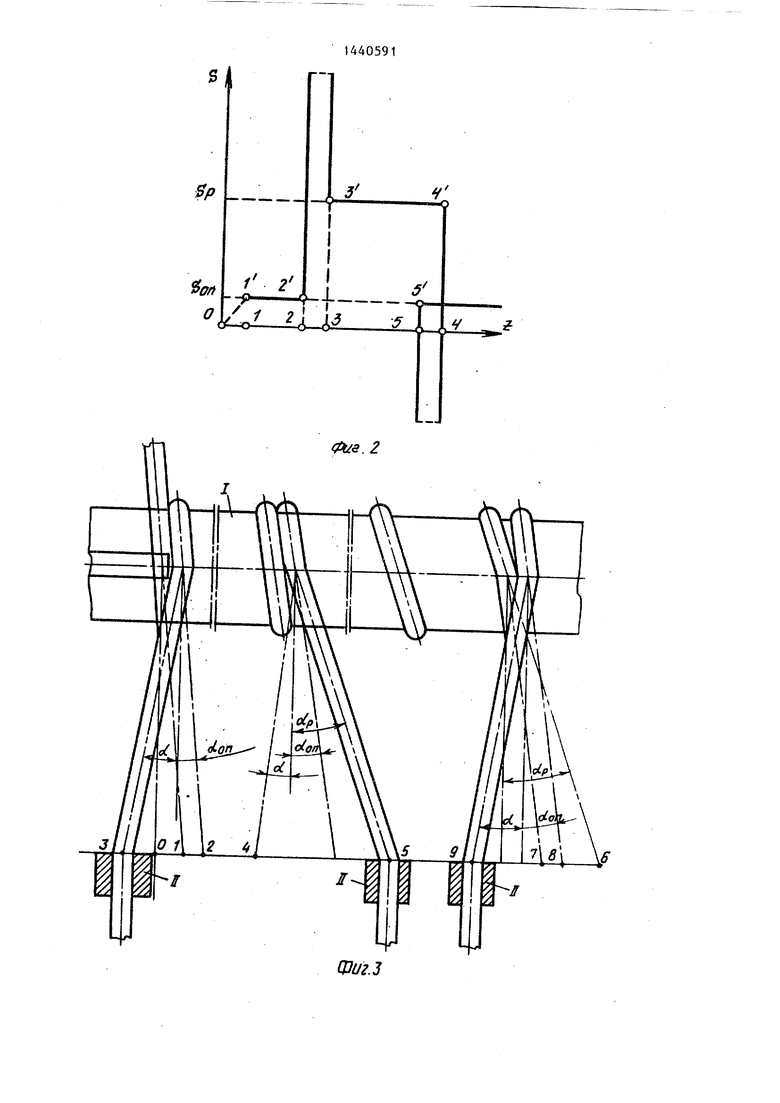
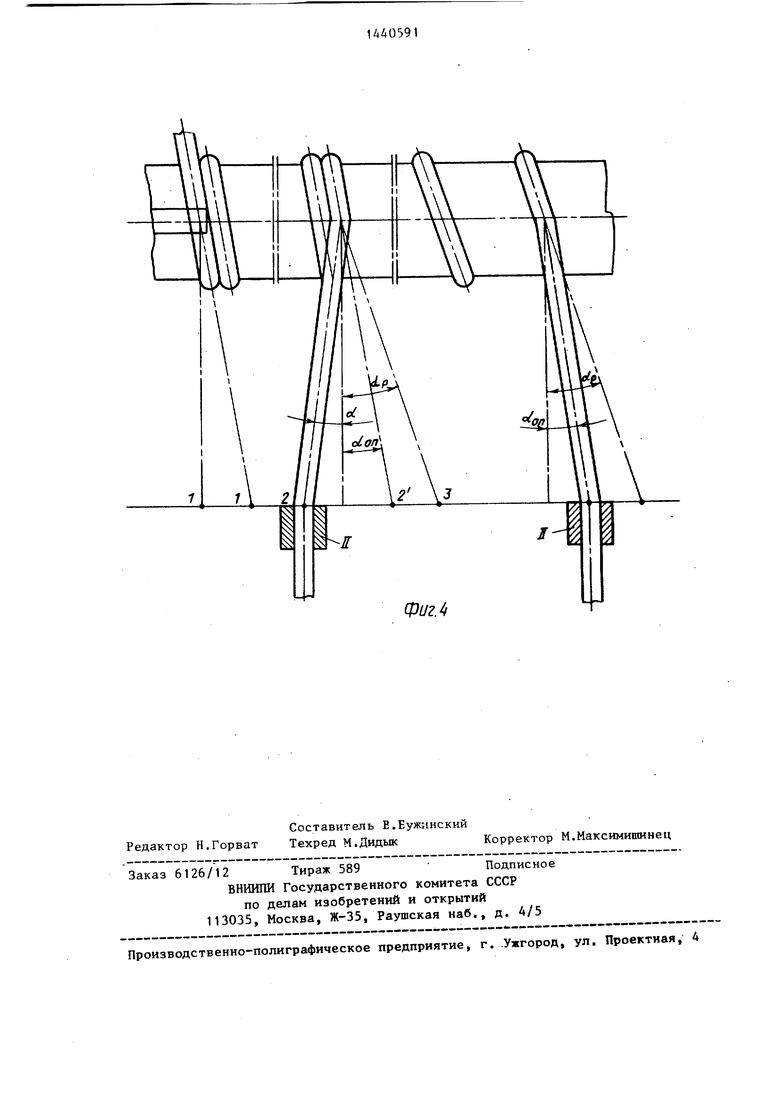
На фиг.1 показана схема осуществления предлагаемого способа; на фиг.2 - диаграмма перемещения суппорта; на фиг.З - схема осуществления предлагаемого способа с обеспечением межвиткового давления;на фиг. то же, путем перемещения суппорта на шаг, меньший диаметра проволоки.
Способ осуществляют следующим образом.
Оправку 1 закрепляют одним концом в патроне на шпинделе станка, а другим концом на центре задней бабки (фиг . 1 и 2). Суппорт устанавливают в Т.1, положение которой относительно точки О начала навивки.определяют из выражения
Zo-1 R tgo(
on
(1)
где оС on угол подъема опорных витко пружины. Проволоку пропускают через направляющее приспособление II суппорта и закрепляют на оправке I. Затем оправке I сообщают вращение, а суппорту вместе с направляющим приспособлением II - перемещение вдоль оправки на величину щага за оборот оправки. После навивки необходимого количества опорных витков в точке 2 перед изменением шага суппорту сообщают ускоренное перемещение в точку 3, величину которого определяют следующим образом:
В точке 3 увеличивают шаг и после навивки необходимого количества рабочих витков в точке 4 сообща- ют суппорту ускоренное перемещение в точку 5 на величину Д , но в противоположном направлении. В точке 5 начинают новый цикл, навивают необходимое количество опорных витQ ков, потом суппорту сообщают ускоренное перемещение на величину д в направлении навивки, затем навивают рабочие витки и т.д., на всю длину оправки I, После снятия пружины
5 с оправки I ее рубят на отдельные пружины, чтобы у каждой по концам были опорные витки в предусмотренном количестве.
Для образования давления между
0 опорными витками необходимо, чтобы проволока подавалась на оправку под углом
С
После навивки одного опорного витка в точке 2 (фиГоЗ) суппорт ускоренно перемещают в сторону образовавшегося витка, т.е. в точку 3.
Величину этого перемещения ( или угол (Х определяют опытным путем. Очевидно справедливо следующее соотношение
R tgo(on R tg .X
(5) R( i tgo()
Б этой формуле знак -, если угол с
отложен справа от нормали к оси вращения оправки.
После навивки необходимого количества опорных витков в точку 4, суппорту сообщают ускоренное перемещение в точку 5, величину которого определяют
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к токарному станку для навивки пружин | 1973 |
|
SU471937A1 |
| Приспособление для навивки пружин | 1978 |
|
SU745581A2 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| Способ изготовления цилиндрических спиральных пружин и устройство для его осуществления | 1985 |
|
SU1284645A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАВИВКИ ПРУЖИН | 1971 |
|
SU414033A1 |
| УСТРОЙСТВО для БЕССТУПЕНЧАТОГО РЕГУЛИРОВАНИЯ | 1967 |
|
SU194748A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ИЗ ПРОВОЛОКИ ДИАМЕТРОМ d=0,05-0,2 мм СПИРАЛЕЙ С НАРУЖНЫМ ДИАМЕТРОМ, РАВНЫМ 10d, И РЕГУЛИРУЕМЫМ ШАГОМ | 2009 |
|
RU2399453C1 |
| ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК | 1973 |
|
SU390918A1 |
| Способ изготовления гофрированных трубок | 1976 |
|
SU674342A1 |
| СПОСОБ НАВИВКИ ВИНТОВЫХ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 2020 |
|
RU2727132C1 |
Изобретение относится к технологии изготовления пружин с переменным шагом холодной навивкой на вращающуюся оправку, преимущественно на то- карно-винторезных станках с ЧПУ, и позволяет расширить технологические возможности и повысить качество. Проволоку пропускают через направляющее приспособление продольного суппорта токарно-винторезного станка, а суппорт перемещают на величину шага за время одного оборота оправки. В моменты начала навивки первого рабочего витка и окончания навивки последнего рабочего витка суппорту сообщают дополнительный импульс перемещения, величину которого определяют из R(S - d) „ -« соотношения расстояние от оси вращения оправки до направляющего приспособления, SP - шаг рабочих витков пружины, D - диаметр оправки, d - диаметр проволоки. 1 з.п. ф-лы, 4 ил. & СЛ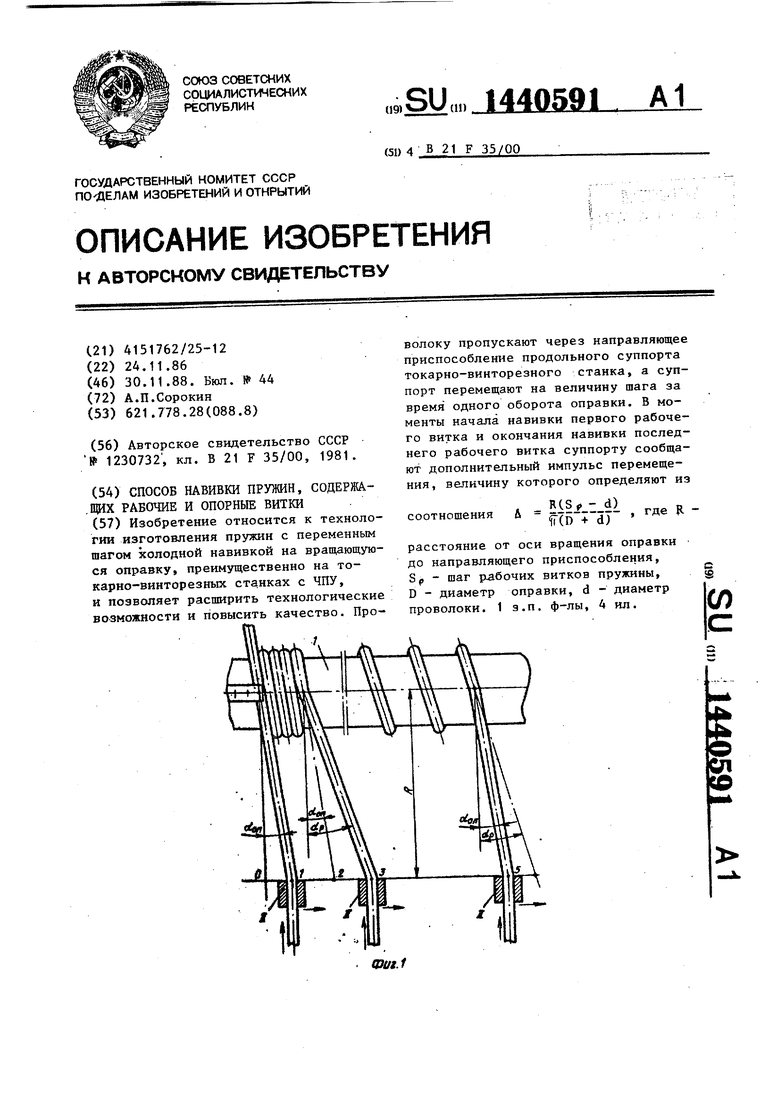
Д R tgo(p - R tgo on, где о( р
U)
- угол подъема рабочих.витков пружин, Так как
Sp Т5 +
d)
и
d
lf()
тавляя (3) в (2), получим
13)
R(SP -.d) TTo Td/
(4)
45
Ч-5
. .0
d +U
а затем навивают рабочие витки и т.д. При навивке предлагаемьм способом сила давления между опорными витками не может быть больше силы трения между оправкой и навитым витком пружины. В противном случае произойдет смещение навитого витка навиваемым витком и .в результате шаг рабочей части пружины (если это не начало пружины) исказится. Таким образом, отсутствие скольжения витков пружины вдоль оправки - главное услопие полу 144059
чения точных геометрических характеристик пружины.
Для исключения скол-жжения витков вдоль оправки навивку опорных вит- . ков осуществляют перемещением суппорта на шаг, меньший диаметра проволоки. При этом суппорт отстает от точки навивки, а величина отставания определяется10
8; i (d- 8,„),
(6)
где 1 - текущее значение навитых
опорных витков.15
I Из (6) видно, что отставание плавно возрастает от
8 ° d Son
после образования первого опорного витка, до
5ц К (d -8„ ) ,
после образования К-опорных витков в точке 2 (фиг.4).
Соответственно возрастанию S плавно возрастает давление между витками, которому также противодейст- вует возрастающая сила трения, так как образовавшиеся витки сопротивляются скольжению вдоль оправки совме стно и чем больше количество опорных витков, тем больше оила трения витков об оправку, т.е тем больше допустимая сила давления между опорными витками.
После образования необходимого количества опорных витков в точке 2, суппорту сообщают ускоренное перемещение в точку 3. Величину этого перемещения определяют из уравнения
г-г
+ U
От точки 3 до точки 4 суппорт перемещают на величину оборот оправки, а в точке 4 сообщают ускоренное перемещение в точку 5 на вели- чину Д и начинают новый цикл.
В качестве примера изготовления пружины по предлагаемому способу может служить навивка пружины из проволоки d 3,5 мм, шагом рабочих витков SP 10,5 на оправку с диаметром D 19 мм, для которой величина ускоренного перемещения при расстоя
0
5
0
5
0 g
о
45
gg
gg
14
НИИ от оси вращения оправки до направляющего приспособления мм будет U. 9,9 мм.
Навивка пружин по предлагамому способу позволяет получить равномерный щаг рабочих витков пружины, снижает трудоемкость ручной доработки пружин по шагу.. Способ легко осуществляется на токарно-винторезных станках с ЧПУ.
Формула и зобретения
д RCSj - d) T(
где R - расстояние от оси вращения оправки до направляющего приспособления;
S - щаг рабочих витков пружины; D - диаметр оправки; d - диаметр проволоки.
S К (d - Son),
где К - количество опорных витков; навивки опорных витков
Фиг.З
Фиг.
| Способ навивки пружин | 1981 |
|
SU1230732A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
