Известны устройства к токарным стайкам для изготовления цилиндрических нружин, содержащие оправку, зажатую в патроне станка и вращающуюся в центре задней бабкн. При работе на таких устройствах конец проволоки вместе с оиравкой зажимается в патроне, при вращении патрона суппорт станка вместе с проволокой перемещается вдоль оправки. Шаг пружины задается ходовым винтом и набором сменных щестереи.
Известны также пружинонавивочные станки, снабженные оправкой для навивки пружин и устройством для бесступенчатого регулирования щага навивки. Они содержат копир, взаимодействующий с роликом и задающий перемещение суппорту.
Предлагаемое устройство для бесступенчатого регулирования щага пружин отличается тем, что в нем исключена необходимость смены копиров для изменения щага пружин. В суппорте устройства смонтирован ползун, несущий ролик, направляющий навиваемый материал и получающий перемещение относительно суппорта при помощи копира. Послед|щй поворачивается относительно горизонтальной плоскости станины при помощи самостоятельного привода. Коиир состоит из липейки с заданной рабочей поверхностью и щарнирио установленных па ее концах и поворачиваемых под требуемым углом секторов.
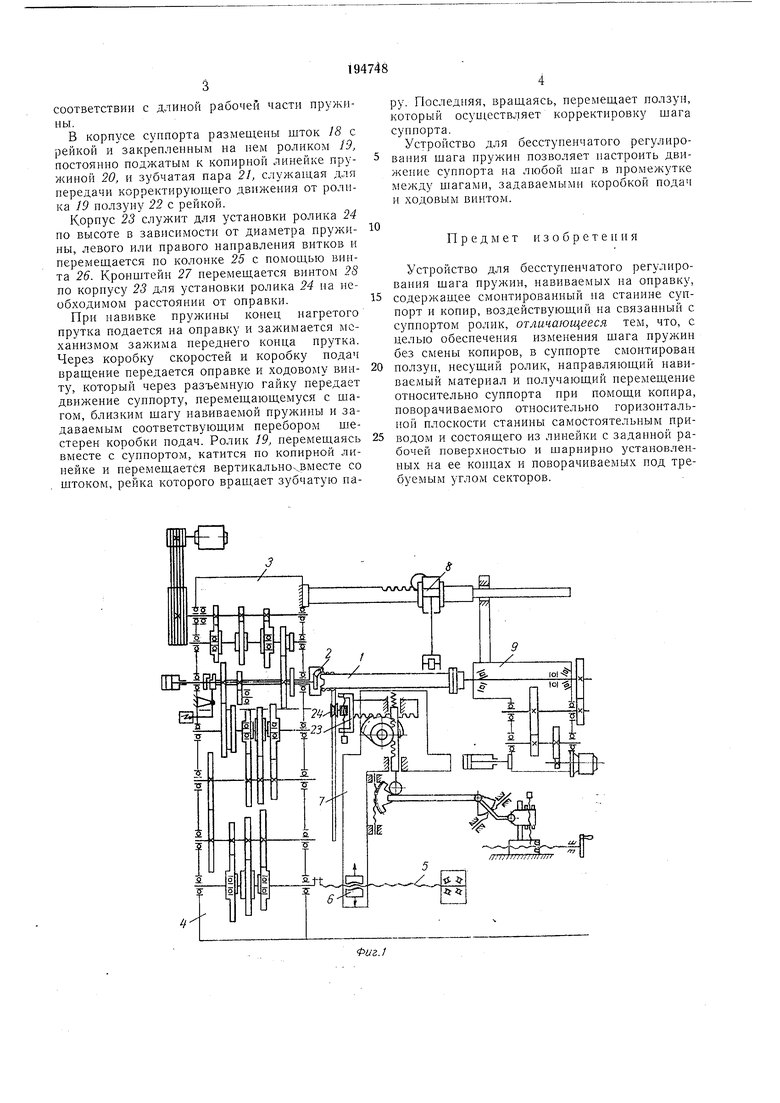
На фиг. 1 показана кинематическая схема станка с устройством для бесступенчатого регулироваиия щага пружин; иа фиг. 2 - коиструктивиая схема устройства.
Станок с описываемым устройством содержит оправку /, механизм 2 зажима переднего конца прутка, коробку скоростей коробку подач 4, позволяющую ступенчато изменять
число оборотов ходового винта 5, разъемную гайку 6, суппорт 7, перемещающийся с шагом, задаваемым ходовым винтом, механиз.м S подгибки заднего конца , механизм 9 съе.ма готовой пружины и устройство для
бесступенчатого регулирования щага пружип.
Устройство для бесступенчатого регулировагпш шага пружин состоит из закрепленной
на станине составной копирной линейки JO,
секторы а п б которой служат для корректировки щага, задаваемого ходовым виито.м, на участке оиорных витков пружииы, а лииейка - для корректировки щага на участке рабочих внтков пружины. Угол наклона секторов изменяется мехапиз.мами // и /.2, а линейки - вращением виита 13 и перемещеиием ползущки 14 с закрепленным ira ней концом копирной линейки. Маховичок /5 с винтом /6 перемещает в продольном направлении.корпус /7 с устаиовле1той на нем ползушкой, изсоответствии с длиной рабочей части пружины. В корпусе суппорта размещепы шток 18 с рейкой и закрепленным на нем роликом 19, постоянно поджатым к копирной линейке пружнной 20, и зубчатая пара 21, служащая для передачи корректирующего движения от ролика 19 ползуну 22 с рейкой. Корпус 23 служит для установки ролика 24 по высоте в зависимости от диаметра пружины, левого или правого направления витков и перемепл,ается по колонке 25 с помощью винта 26. Кронштейн 27 перемещается винтол: 28 по корпусу 23 для установки ролика 24 на необходимом расстоянии от оправки. При навивке иружины конец нагретого прутка подается на оправку и зажимается механизмом зажима переднего конца прутка. Через коробку скоростей и коробку подач вращение передается оправке и ходовому винту, который через разъемную гайку передает движение суппорту, перемещающемуся с шагом, близким шагу навиваемой пружины и задаваемым соответствующим перебором щестерен коробки подач. Ролик 19, перемещаясь вместе с суппортом, катится по копирной лииейке и перемещается вертикальночвместе со штоком, рейка которого вращает зубчатую пару. Последняя, вращаясь, перемещает ползун, который осуществляет корректировку шага суппорта. Устройство для бесступенчатого регулирования шага пружин позволяет настроить движение суппорта на любой шаг в промежутке между шагами, задаваемыми коробкой подач и ходовым винтом. Предмет изобретения Устройство для бесступенчатого регулироваиня шага пружин, навиваемых на онравку, содержащее смонтированный на станине суппорт и копир, воздействующий на связанный с суппортом ролик, отличающееся тем, что, с целью обеспечения изменения шага пружин без смены копиров, в суппорте смонтирован ползун, несущий ролик, направляющий навиваемый материал и получающий перемещение относительно суппорта при помощи копира, поворачиваемого относительио горизонтальной плоскости станины самостоятельным приводом и состоящего из линейки с заданной рабочей поверхностью и шарнирно установленных на ее концах и поворачиваемых под требуемым углом секторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ КОПИР К СТАЙКУ ДЛЯ ИАВИВКИ ПРУЖ^Й''^^^^; -^^^^^^-^- -^^-5>&-™'г ,.;•-»;,: ^L-'j'i,^' 5 ?Z.i't.«!-"ti | 1972 |
|
SU332903A1 |
| УСТРОЙСТВО К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ ВИНТОВБ1Х ПОВЕРХНОСТЕЙ ПЕРЕМЕННОГОШАГА | 1971 |
|
SU421444A1 |
| Способ изготовления цилиндрических спиральных пружин и устройство для его осуществления | 1985 |
|
SU1284645A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Устройство для навивки пружин | 1977 |
|
SU738725A1 |
| АГРЕГАТ ДЛЯ НАВИВКИ ПРУЖИН | 1993 |
|
RU2057611C1 |
| Устройство для обработки деталей сложной формы | 1973 |
|
SU653029A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| Устройство для навивки пружин | 1977 |
|
SU598677A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |

