Известны машины для вязки бунтов проволоки в потоке муфельного конвейера.
Описываемое устройство отличается от известных тем, что в нем применены поворотные вилки, несущие электроды и ножи для резки сваренной проволоки, с помощью которых происходит обхват и обжатие бунта в поперечном сечении и сварка концов обвязочной проволоки, причем обхват бунта обвязочной проволокой осуществляется за счет движения самого бунта..
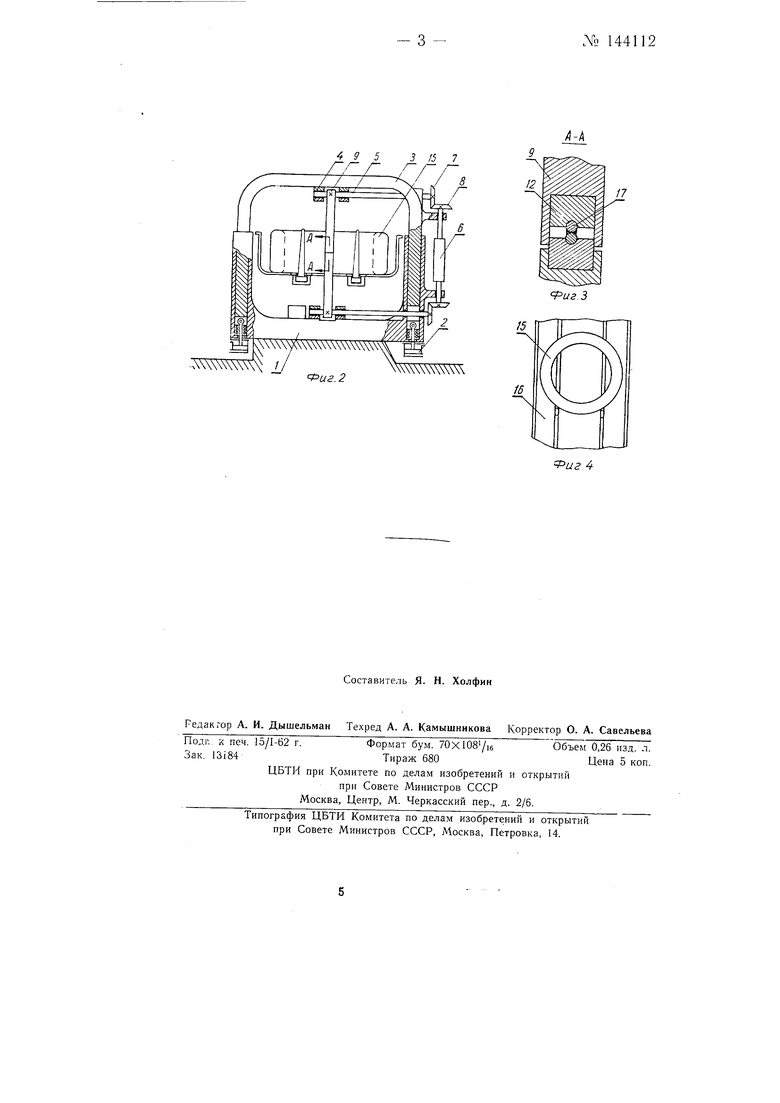
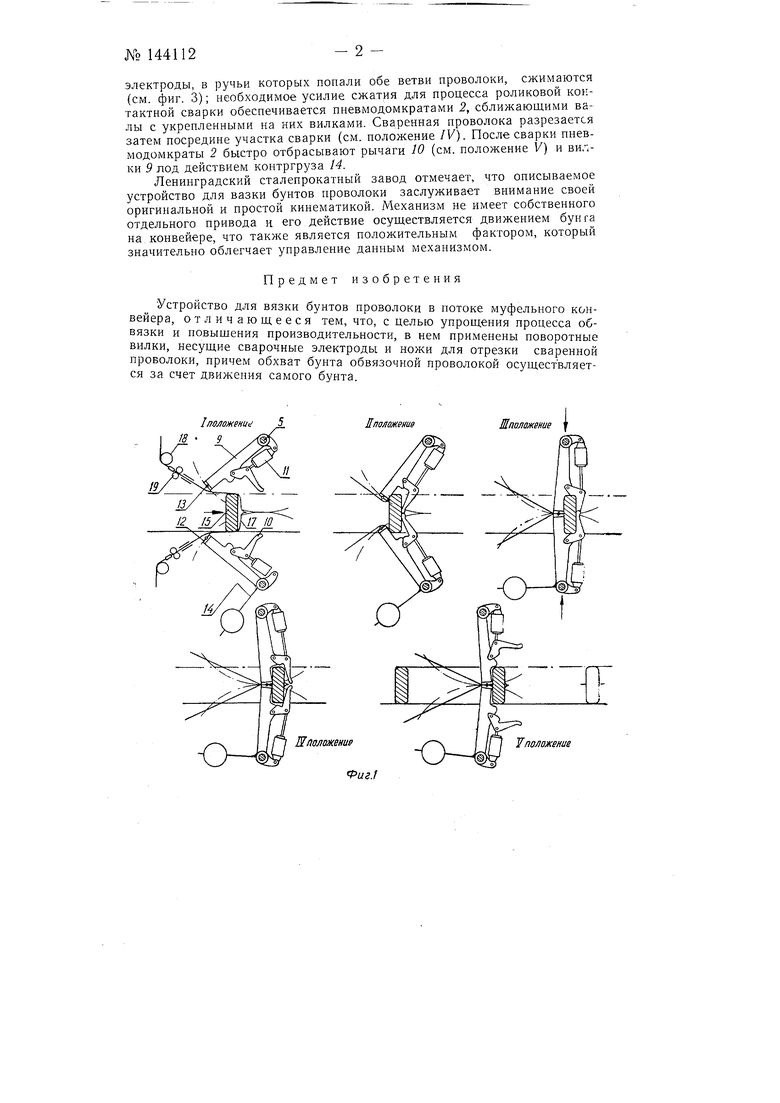
На фиг. 1 изображена принципиальная схема устройства для вяз ки бунтов проволоки (пять последовательных положений при работе); на фиг. 2 - устройство, вид сбоку; на фиг. 3 - то же. сечение по А-А на фиг. 2; на фиг. 4 - расположение бунта проволоки на муфельном конвейере.
В направляющих станины / вертикально перемещается под действием пневматических домкратов 2 траверса 5. На станине и траверсе в подшипниках 4 монтируются два вала 5, кинематически связанные с помощью вертикального телескопического вала 6 и двух пар конических шестерен 7 и 8, чем обеспечивается синхронность вращения валов. На валах жестко закреплены вилки 9, на которых шарнирно закреплены рычаги JO, получающие движение от пневматических домкратов /У. На каждой вилке укреплены сварочные электроды 12 и ножи: 13. К нижнему валу 5 жестко укреплен рычаг с контргрузом 14. Устройство работает следующим образом. Бунт 15, проходя по муфельному конвейеру 16 между разведенными вилками (см. положение /), увлекает за собой обвязочную проволоку 17, подаваемую от разматывателя через правиль ные ролики 18 и проводки J9. При этом вилки с электродами и рычаги вилок, поворачиваясь, обхватывают бунт с двух сторон, загибая вокруг него обвязочную проволоку (см. положение //-///). В этом положении
электроды, в ручьи которых попали обе ветви проволоки, сжимаются (см. фиг. 3); необходимое усилие сжатия для процесса роликовой контактной сварки обеспечивается пневмодомкратами 2, сближающими валы с укрепленными на них вилками. Сваренная проволока разрезается затем посредине участка сварки (см. положение IV). После сварки пневмодомкраты 2 быстро отбрасывают рычаги 10 (см. положение V) и вилки 9 лод действием контргруза 14.
Ленинградский сталепрокатный завод отмечает, что описываемое устройство для вазки бунтов проволоки заслуживает внимание своей оригинальной и простой кинематикой. Механизм не имеет собственного отдельного привода и его действие осуществляется движением бунга на конвейере, что также является положительным фактором, который значительно облегчает управление данным механизмом.
Предмет изобретения
вейеоа о п™„°„™ потоке муфельного конвязкГи „о ьтГ™ упрощения процесса о6 « y ill
:rT,.li:i.Si,1положени 5 7поло1кение
Фиг. 2
17
fuz 3
15
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки и обвязки бунтов | 1982 |
|
SU1090617A1 |
| Устройство для намотки и обвязки бунтов | 1980 |
|
SU940898A1 |
| Устройство для сварки концов обвязочной проволоки | 1977 |
|
SU659457A1 |
| Вязальная машина с программным автоматическим управлением | 1960 |
|
SU133393A1 |
| Устройство для обвязки проволокой бунтов | 1977 |
|
SU659456A1 |
| Устройство для обвязки изделий | 1975 |
|
SU564217A1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| Правильно-отрезной обмоточный станок | 1956 |
|
SU112879A1 |
| Машина для обвязки бунтов проволоки | 1938 |
|
SU56158A1 |
| Устройство для намотки и обвязки бунтов | 1977 |
|
SU908466A1 |