Известен правильно-отрезной обмоточный станок для проволоки с правИоТьной рамкой и обмоточным exлннзмo, с Г1ол1ым шпннде.чем н вращающимися катушками.
Предлагаемый станок позволяет осуществить одновременную обработку нескольких проволок (пучка) в одной рамке без их скручивания.
С этой целью прави.тьная рамка выполнена из нескольких секций, снабженных дву.хкривошипным пpивoдo, сообщающим секциям синхронное перемещение с круговыми траекториями всех точек
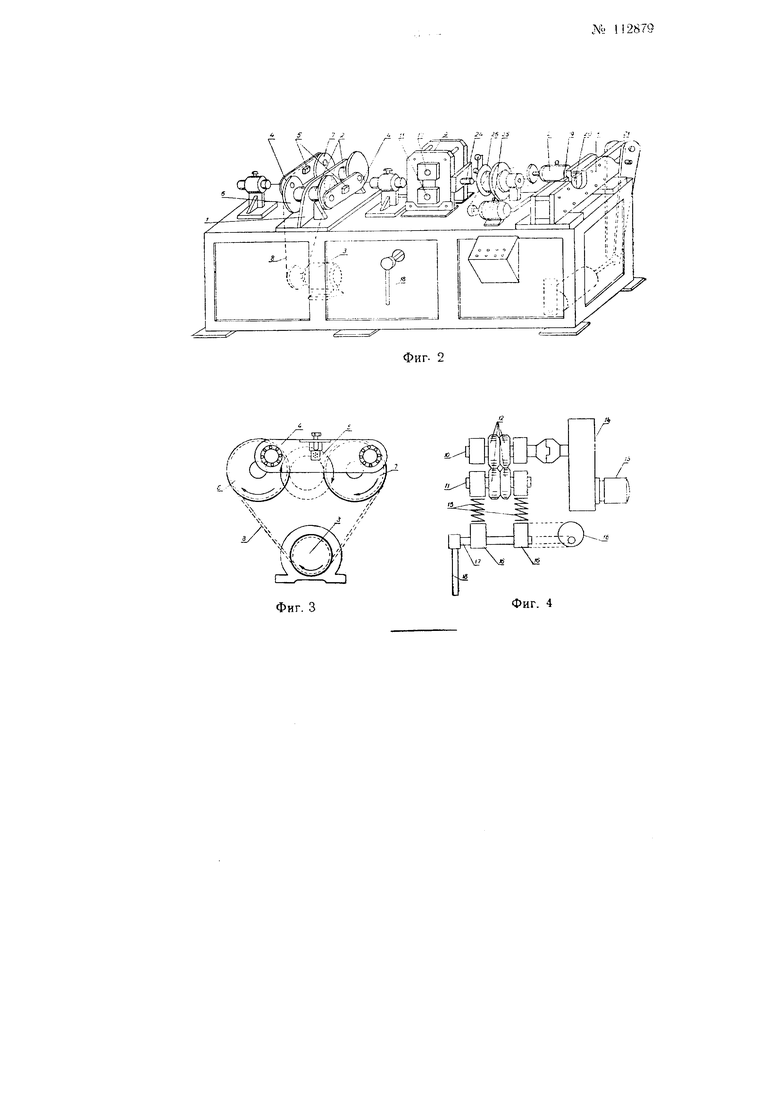
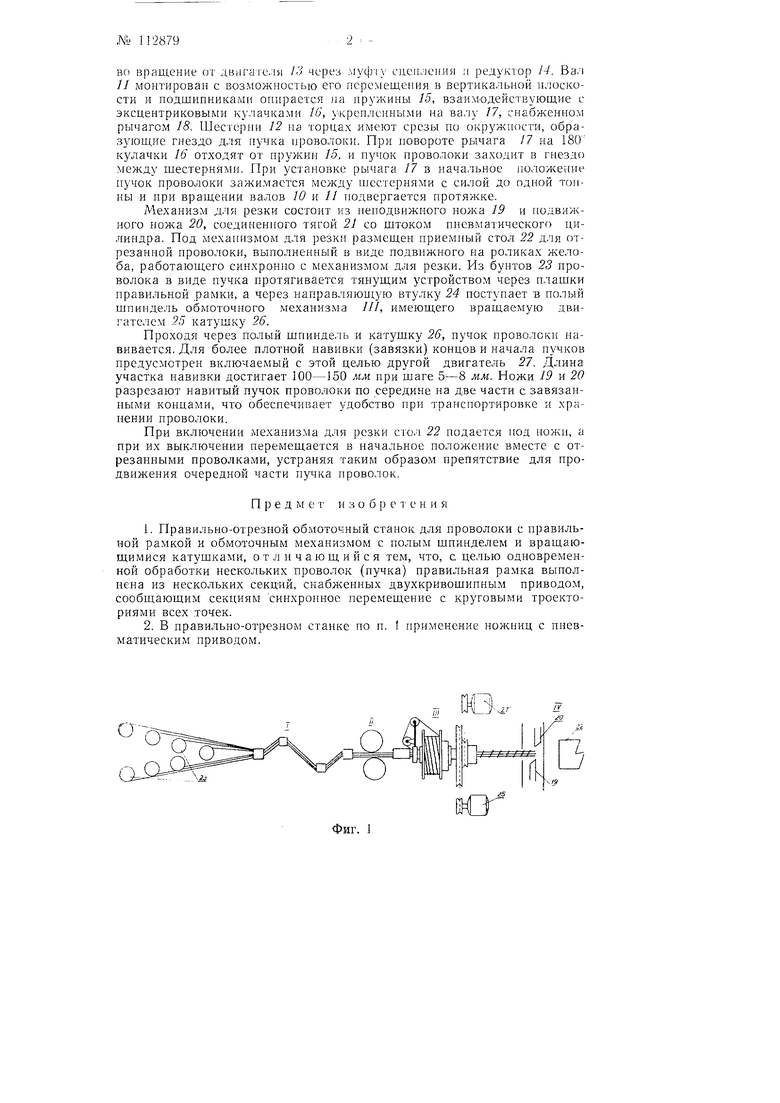
В станке применены ножницы с пнeвмaтичecки r приводомНа фиг- I изобралсена технологическая схема станка; на фиг. 2 - общий вид станка; на фиг. 3 - правильная рамка, вид сбоку; на фиг. 4 - кинематическая схемя тянущего устройства.
Станок предназначен для автоматической протяжки, правки, навивки и резки на заданную длину пучка проволоки из высокоуглеродистой стали, применяемой для армирования предварительно напряженного бетонаНа станине станка но ходу технологического процесса монтированы: правильная рамка , тянуи,се устройство //, обмоточный механизм /// и механизм /V для резки.
Правильная рам;;а / выполнена двухсекционной и монтирована на основании / со стойкой, на которой расположены два вала 2, приводимые во вращение от двигателя 3. Каждая секция правильной рамки состоит из мотыля 4, в пазу которого укреплена плащка 5 для прохода пучка проволоки. Плащка 5 соединена посредствол: двух кривошипов со шкивами 6 и 7, иолучающи.ми вращение через клиноременную передачу 8. Таким образом, плащка каждой секции, получая через дву.хкривощипный привод синхронное вращение по окрул ности без вращения вокруг своей оси, устраняет скручивание пучка проволоки.
Тянущее устройство имеет раму 9 с двумя пара.ми подщпиников, несущих валы W и // с двумя парами niecrepen 2. Ba.i 10 приводится
во 1зраш,ение от двигаге.ля 13 через муфчу сцепления и редуктор 14. Вал // монтирован с возможностью его перемещения в вертикальной плоскости и подшипниками опирается ла пружины 15, взаимодействующие с эксцентриковыми кулачками 16, укрепленными на валу 17, снабженном рычагом 18. Шестерни 12 на торцах имеют срезы но окружности, образующие гнездо для пучка нроволоки. При новороте рычага /7 на 180 кулачки 16 отходят от нружии 15, и нучок нроволоки заходит в гнездо между щестернями. При установке рычага 17 в начальное положение нучок нроволоки зажимается между нтестернями с силой до одной тонны и при вращении валов 10 и // подвергается нротяжке.
Механизм д.тя резки состоит из ненодвижного ножа 19 и г одвижного ножа 20, соединенного тягой 21 со штоком нневматичеекого цилиндра. Под механизмом для резки размещен приемный стол 22 для отрезанной нроволоки, выполненный в виде подвижного на роликах желоба, работающего синхронно с механизмом для резки. Из бунтов 23 ироволока в виде пучка протягивается тянущим устройством через плашки правильной рамки, а через нанравляюн1ую втулку 24 постунает в нолый шпиндель обмоточного механизма ///, имеющего вращаемую двигате.чем 25 катущку 26.
Проходя через нолый шпиндель и катушку 26, пучок нроволоки навивается. Для более плотной навивки (завязки) концов и начала пучков предусмотрен включаемый с этой целью другой двигатель 27. Длина участка навивки достигает 100-150 мм при щаге 5-8 мм. Ножи 19 и 20 разрезают навитый пучок проволоки по середине на две части с завязанными концами, что обеспечивает удобство при транспортировке и хранении проволоки.
При включении .механизма для резки стол 22 подается под ножи, а при их выключении перемещается в начальное ноложение вместе е отрезанными проволками, устраняя таким образом нрепятствие для нродвижения очередной части пучка проволок.
Пред м е и з о б р е т е и и я
1.Правильно-отрезной обмоточный станок для нроволоки с правильной рамкой и обмоточным механизмом с полым шпинделем и вращающимися катущками, отличающийся тем, что, с целью одновременной обработки нескольких проволок (пучка) правильная рамка выполнена из нескольких секций, снабженных двухкривощинным приводом, сообщающим секциям синхронное перемещение с круговыми троекториями всех точек.
2.В правильно-отрезном станке но п. 1 применение ножниц с пневматическим приводом.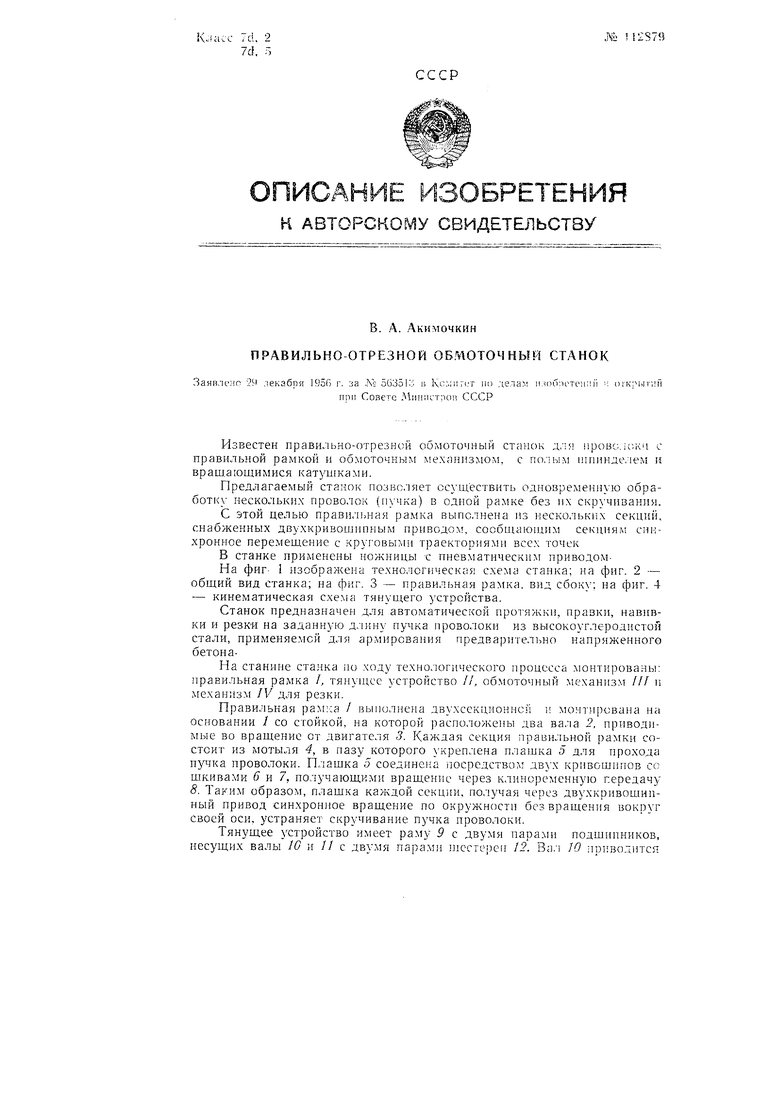
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УПАКОВКИ В БУМАГУ ШТУЧНЫХ СТЕРЖНЕВЫХ ИЗДЕЛИЙПАТ[НТНО-ТЕХ1иГ^ГНАЯБИьЛИС':-~КА | 1970 |
|
SU280303A1 |
| Правильно-отрезной станок для резки стержней сварочных электродов | 1950 |
|
SU86722A1 |
| Станок для обработки упаковочной проволоки | 1953 |
|
SU100095A1 |
| Станок для изготовления арматуры для струнно-бетонных изделий | 1960 |
|
SU138508A1 |
| Правильно-отрезной станок для прут-КОВОгО МАТЕРиАлА | 1978 |
|
SU814527A1 |
| Станок для полуавтоматической намотки электрических катушек с сердечником | 1957 |
|
SU111158A1 |
| ОТРЕЗНОЕ УСТРОЙСТВО АВТОМАТА ДЛЯ ПРАВКИ И РЕЗКИ ПРОВОЛОКИ | 1991 |
|
RU2028202C1 |
| Станок для правки и резки проволоки | 1974 |
|
SU505476A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕТЕНОЙ СЕТКИ | 1964 |
|
SU165157A1 |
| Устройство для навивки изделий типапРужиННыХ ОплЕТОК | 1977 |
|
SU844111A1 |