1
Изобретение относится к металлургической промышленности, в частности к метизному производству, к устройствам для сварки и отрезки концов обвязочной проволоки при увязке на обвязочной машине бунта, например проволоки, формируемого на разъемной катушке.
Известно обвязочное устройство для сварки концов обвязочной проволоки, содержащее пару двуплечих рычагов, установленных с возможностью взаимного сближения, на которых шарнирно укреплены прижимы для проволок, электроды, предохранительный экран и ножи для проволоки 1.
Недостатком этого устройства является наличие двух приводов для перемещения токопроводящих рычагов и ножа, что усложняет конструкцию сварочно-режушего устройства, наличие одной точки захвата концов натянутой обвязочной нити при сварке, что приводит к ослаблению обвязочной проволоки за счет текучести расплавленного металла проволоки в зоне сварки, а также наличие проводки обвязочной проволоки, для которой затруднен доступ вокруг поперечного сечения бунта проволоки, формируемого на разъемной катушке. Цель изобретения - повысить качество
увязки Путем предотвращения ослабления
натянутой проволоки в момент сваривания.
Эта цель достигается тем, что прижимы
состоят из двух шарнирно связанных рычагов, на свободных концах которых имеются вилкообразные захваты для проволоки, а электроды расположены между вилкообразными захватами на двуплечих рычагах, соединенных с рычагами прижима при помощи стяжек и пружин, при этом ножи установлены с двух наружных сторон прижимов.
Кроме этого, ножи установлены на двуплечих рычагах и имеют электрическую
изоляцию, а предохранительный экран состоит из пластин, укрепленных под электродами на прижимах.
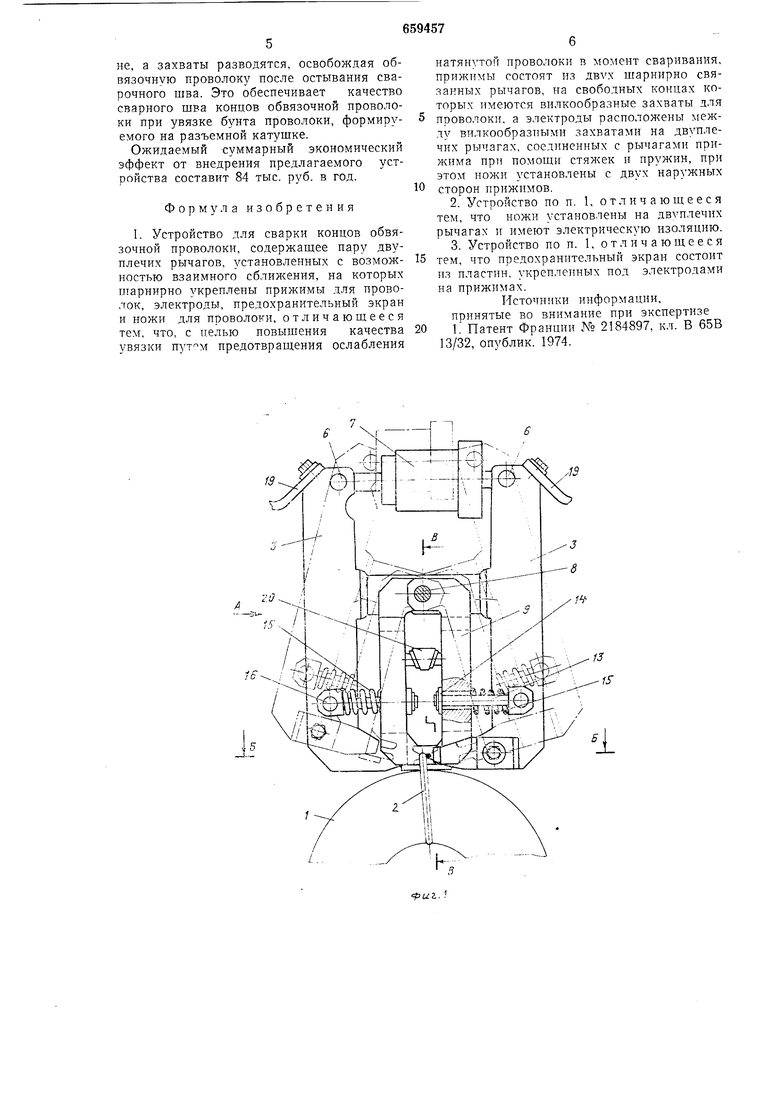
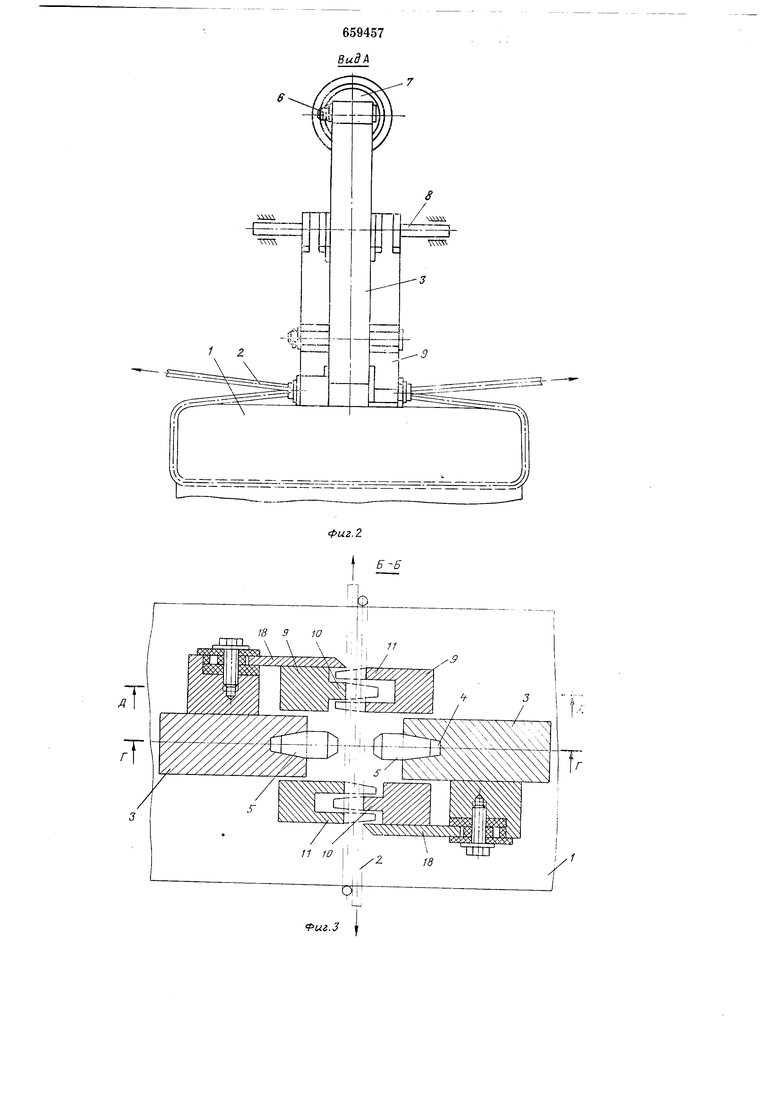
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 дан вид по
стрелке А на фиг. 1; на фиг. 3 - разрез
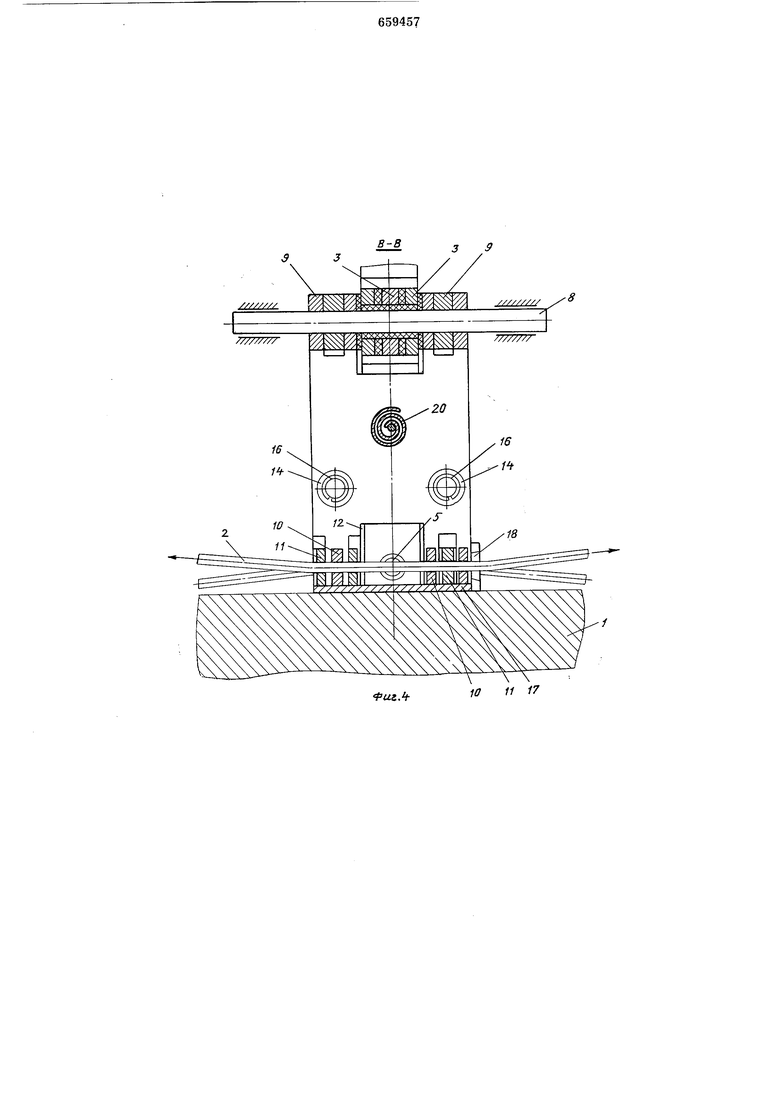
Б-Б на фиг. 1; на фиг. 4 - разрез В-В
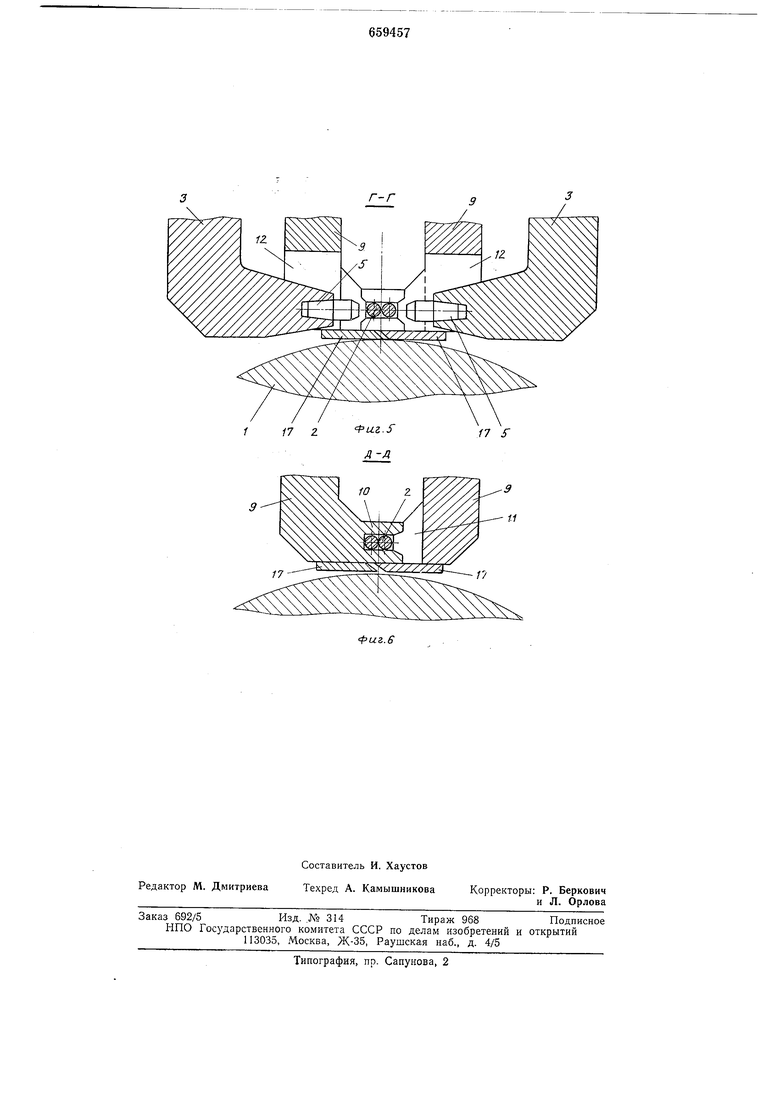
на фиг. 1; на фиг. 5 - разрез Г-Г на
фиг. 3; на фиг. 6 - разрез Д-Д на фиг. 3.
Бунт 1 проволоки 2 формируется на разъемной катушке, на которой обвязочная проволока 2 вокруг поперечного сечения бунта 1 утягивается механизмами натяжения (стрелками на фиг. 2 показано направление натяжения обвязочной проволоки 2).
Устройство для увязки бунта 1 содержит
пару двуплечих тсжопроводящих рычагов 3, на одних из плеч которых-в конусообраоном углублении 4 располагаются электроды 5, а между другими на осях 6 устаноален изолированно силовой цилиндр /.
Двуплечие рычаги 3 изолированно через ось соединены с прижимами, выполненными в виде одноплечих Н-образных рычагов 9, имеющих на концах вилкообразные захваты для концов обвязочной проволоки 2. Вилкообразные захваты 10 и 11 выполнены соответственно однолепестковыми и двухлепестковыми с целью захода однолепестковых захватов 10 и двухлепестковых 11 с образованием надежного захвата концов обвязочной проволоки 2 параллельно друг другу, внахлестку, причем для ориентации обвязочной проволоки внахлестку заходная часть захватов 10 и 11 скошена.
Между захватами 10 и 11 в углублении 12 Н-образных одноплечих рычагов 9 располагаются электроды 5 токопроводящих рычагов 3, обхватывающих прижимы и зафиксированных относительно их, например, стяжкой 13 с шайбой 14 через пружину 1о сжатия. Стяжка 13 расположена на оси 16, установленной изолированно на двуплечем рычаге 3.
На прижимах под электродами 5 размещены предохранительные экраны Г/ в виде пластин, а за захватами 10 и lie двух сторон прижимов на токопроводящих рычагах ci изолированно установлены ножи l8, кроме того, от сварочного трансформатора токоподводы 19 подходят к двуплечим рычагам.
Между прижимами размещена телескопическая пружина 20 для разведения прижимов и двуплечих рычагов, что позволяет при использовании силового цилиндра одностороннего действия уменьшить габариты устройства.
Устройство работает следующим образом.
Концы обвязочной проволоки 2, обхватывающей поперек бунт 1 проволоки, формируемый на разъемной катущке, растягивают механизмами натяжения обвязочной машины, при этом концы проволоки 2 перекрещиваются в точке, где производится сварка.
Включают силовой цилиндр 7 устройства на сведение электродов 5, расположенных в конусообразном углублении 4. Двуплечие рычаги 3, поворачиваясь вокруг оси 8, посредством пружины 15 сжатия воздействуют на прижимы и поворачивают их вокруг оси 8, при этом пружина 20 между нрижимами сжимается.
По мере сближения прижимов вилкообразные однолепестковые 10 и двухлепестковые И захваты скощенными поверхностями захватывают нити обвязочной проволоки 2, ориентируют их параллельно друг другу, внахлестку, на участке между точками захвата и сжимают с необходимым усилием. При этом ножи 18 за пределами захватов 10 и И касаются растянутых концов обвязочной проволоки 2, а предохранительные экраны 17 на прижимах сходятся, закрывая доступ к бунту 1 нроволоки со стороны электродов.
После этого силовой цилиндр 7 через оси 6 продолжает воздействовать на токопроводящие рычаги 3 с электродами 5, перемещающимися в углублении 12 между захватами 10 и И Н-образных однонлечих рычагов 9. Двуплечие рычаги 3, преодолев усилие
пружин 15 сжатия, подводят электроды 5 к нитям обвязочной проволоки 2 и прижимают их с необходимым для сварки усилием. Одновременно с подводом электродов 5
к нитям обвязочной нроволоки 2 в нее врезаются ножи 18 за пределами захватов 10 и 11 и отрезают лишние концы обвязочной проволоки 2.
Ножи 18 установлены на расстоянии от
2/3 до 1 диаметра обвязочной проволоки 2 впереди электродов 5, поэтому в момент полного прижатия электродов 5 к нитям проволоки 2 ножи 18, врезаясь в концы проволоки 2 на эту глубину, обеспечивают
отрывание концов проволоки 2 под действием тянущего усилия механизмов натяжения, причем плотность увязки проволоки вокруг поперечного сечения бунта 1 проволоки сохраняется за счет прижима нитей
обвязочной проволоки 2 в точках захвата.
Затем включают сварочный трансформатор, ток по токопроводам 19 через двуплечие рычаги 3 подходит к электродам 5 и происходит точечная сварка сжатых нитей
обвязочной проволоки 2 внахлестку.
После выдержки на остывание сварочного шва включают силовой цилиндр 7, двуплечие рычаги 3 с электродами 5 и ножами 18 отходят под действием пружин 15 от
прижимов, а за счет усилия телескопической пружины 20 двуплечие рычаги 3 и прижимы разводятся, при этом прижимы фиксируются относительно токопроводяидих рычагов 3 стяжкой 13 с щайбой 14 через пружину 15 сжатия.
Затем процесс сварки повторяется. Предлагаемое устройство для сварки и отрезки концов обвязочной проволоки позволяет упростить конструкцию за счет перемещения электродов, ножей и прижимов одним силовым цилиндром.
Качество увязки повышается за счет того, что после утяжки обвязочной проволоки механизмами натяжения ее нити ориентируются параллельно друг другу внахлестку вилкообразными захватами прижимов и сжимаются ими в двух точках с требуемым усилием. Сварной шов накладывается посредине между точками захвата, т. е. в разгруженной от растягивающих усилий зоне, а захваты разводятся, освобождая обвязочную проволоку после остывания сварочного шва. Это обеспечивает качество сварного шва концов обвязочной проволоки при увязке бунта проволоки, формируемого на разъемной катушке.
Ожидаемый суммарный экономический эффект от внедрения предлагаемого устройства составит 84 тыс. руб. в год.
Формула изобретения
1. Устройство для сварки концов обвязочной проволоки, содержащее пару двуплечих рычагов, установленных с возможностью взаимного сблил ения, на которых шарнирно укреплены прижимы для проволок, электроды, предохранительный экран и ножи для проволоки, отличающееся тем, что, с целью повышения качества увязки предотвращения ослабления
натянутой проволоки в момент сваривания, прижимы состоят из ДВУХ шарнирно связанных рычагов, на свободных концах которых имеются вилкообразные захваты для проволоки, а электроды располол ены между вилкообразными захватами на двуплечих рычагах, соединенных с рычагами прижима при помощи стяжек и пружин, при этом ножи установлены с двух наружных сторон прижимов.
2.Устройство по п. 1, отличающееся тем, что ножи установлены на двуплечих рычагах и имеют электрическую изоляцию.
3.Устройство по п. 1, отличающееся тем, что предохранительный экран состоит из пластин, укрепленных под электродами на прижимах.
Источники информации, принятые во внимание при экспертизе L Патент Франции Aib 2184897, кл. В 65В 13/32, опублик. 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки и обвязки бунтов | 1982 |
|
SU1090617A1 |
| Устройство для намотки и обвязки бунтов | 1990 |
|
SU1731341A1 |
| Устройство для намотки и обвязки бунтов | 1980 |
|
SU940898A1 |
| Устройство для сваривания концов обвязочной проволоки | 1986 |
|
SU1310294A1 |
| Устройство для намотки и обвязки бунтов | 1977 |
|
SU908466A1 |
| Устройство для сваривания концов обвязочной проволоки | 1983 |
|
SU1127811A1 |
| Устройство для обвязки предметов | 1982 |
|
SU1068341A1 |
| Намоточное устройство | 1981 |
|
SU1034810A2 |
| Устройство для обвязки кольцеобразных изделий проволокой | 1980 |
|
SU876500A1 |
| Намоточное устройство | 1980 |
|
SU975140A1 |
19
1
иг.З
Б-В
В-8
fus.
Г-Г
