(Л
с
1
Изобретение относится к цветной
металлургии, в частности к производству алюминия электролизом расплавленных солей, и касается монтажа катодных устройств алюминиевого электролизера.
Целью изобретения является повьше ние срока службы электролизера и снижение падения напряжения,
Пример 1, В углеродистый блок размерами 40x55x200 мм, имеющий паз 26x15 мм, укладывают стальной стержень 23x12x240 мм, затем в зазор между стержнем и блоком заливают чугун. Образец охлаждают естественным путем, после чего зазор, образованный между чугунной заливкой и боковыми стенками паза блока в результате усадочных процессов, заполняют расплавленным солевым составом с Т.Ш1, 400°С (47 КС1; 35 NaCl; 18 MgCl), Заполнение осуществляют учасками длиной 10 мм и шагом 50 мм или 0,05 и 0,25 длины угольного блока (200 мм) соответственно. Солевой состав затвердевает. Подготовленную секцию помещают в электрическую печь сопротивления, разогревают до 950 С и выдерживают в течение 8 ч, после чег замеряют сопротивление электрическог контакта, а после остывания исследую состояние секции с целью определения общей протяженности трещин в блоке,
11ример2, Способ осуществляю по примеру I, но температура плавления солевого состава (37 КС1; 63 MgClj,) . Длина солевого участка 6 мм или 0,03 длины блока, шаг солевых участков 60 мм или 0,3 длины блока,
ПримерЗ, Способ осуществляют по примеру 1,,но температура плавления солевого состава (85 КС1;
15 MgCli) 700 С, Длина солевого участка 2 мм или 0,01 длины блока, шаг солевых участков 80 мм или 0,4 длины блока
50
II р и м е р 4, Способ осуществляют по примерам 1-3, но температура плавления солевого состава (100 NaCl) 800°С, Длина солевого участка 6 мм или 0,03 длины блока, шаг солевых . участков 60 мм или 0,3 длины блока.
Пример 5. Способ осуществляют по примерам 1-3, но температура плавления солевого состава (100 ZnCl,j) , Длина солевого участка 6 мм
1442563
или и,03 длины блока, шаг солевых участков - 60 мм или 0,3 длины блока.
Готовят и испытывают образец по известному способу.
Результаты испытаний приведены в таблице.
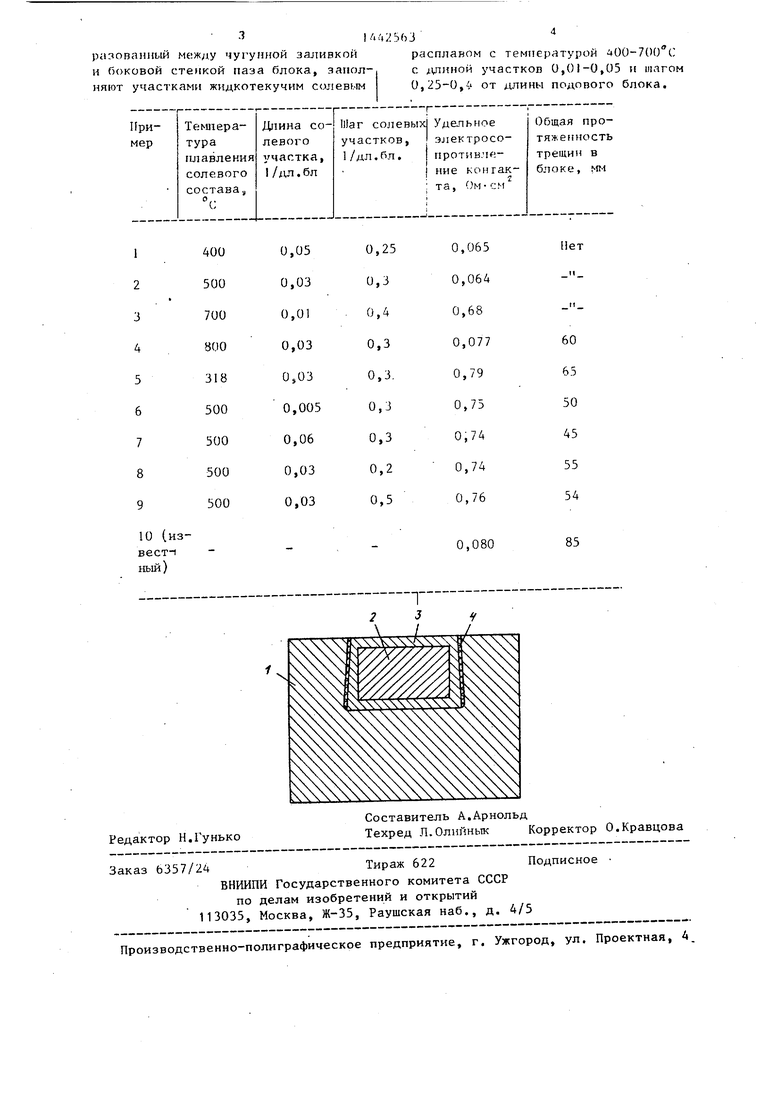
Из данных таблицы видно, что удельное электросопротивление в контакте подовой секции, смонтированной по предлагаемому способу (примеры 1-3), ниже в сравнении с известным на 17,5%, Это позволяет снизить падение напряжения в подине электролизера на 10 мВ.
На чертеже изображена подовая секция, изготовленная по предлагаемому способу, разрез.
Подовая секция содержит углеродистый блок 1 с пазом, стальной токопро- водящий стержень 2, чугунную заливку 3 и солевой слой 4,
5 о
5
0
Заполнение солевым составом зазора между чугунной заливкой и боковыми стенками паза блока обеспечивает создание плотного электрического контакта между чугунной запивкой и углеродистым блоком с сохранением целостности подовых секций в процессе оби пуска алюминиевого электроли- зера. Достигается это тем, что при монтаже подовой секции фиксируется токоподводящий стержень совместно с чугунной заливкой в пазе углеродистого блока за счет образования прослойки из солевого состава между чугунной заливкой и боковыми стенками паза блока, в результате чего предотвращается смещение стержня совместно с чугунной заливкой в пазе блока при кантовании последнего,
В результате уменьшения трещинооб- разования в блоках повьциается стойкость подины, что ведет к увеличению
45 I
срока службы электролизера.
Формула изобретения
Способ монтажа подовой секции алюминиевого электролизера, включающий установку стального токопроводя- щего стержня в паз углеродистого блока, заливку зазора между стержнем и боковыми стенками блока чугуном и охлаждение подовой секции, отличающийся тем, что, с целью увеличения срока службы электролизера и снижения падения напряжения, после охлаждения подовой секции зазор, обР 1зованиый между чугунной заливкой и боковой стенкой паза блока, заполняют участками жндкотекучим солевым
IA42SbJ
расплавом с температурой 400-7()0 с с |у1иной участков 0,01-0,05 н шагом 0,25-0,4 от длины подового блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Подовая секция алюминиевого электролизера | 1987 |
|
SU1475987A1 |
| Способ монтажа подовой секции алюминиевого электролизера | 1989 |
|
SU1680804A1 |
| Подовая секция алюминиевого электролизера | 1986 |
|
SU1406217A1 |
| Способ монтажа подины алюминиевого электролизера | 1990 |
|
SU1770452A1 |
| Способ монтажа подовой секции алюминиевого электролизера | 1982 |
|
SU1062312A1 |
| Подовая секция алюминиевого электролизера | 1989 |
|
SU1620507A1 |
| Подина алюминиевого электролизера с верхним токоподводом большой мощности | 1989 |
|
SU1693125A1 |
| Способ монтажа подовой секции алюминиевого электролизера | 1988 |
|
SU1569354A1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2179201C2 |
| Подовая секция алюминиевого электролизера | 1985 |
|
SU1260414A1 |
Изобретение относится к электролизу алюминия. Цель изобретения - повьшение срока службы электролизера. После заливки чугуном токоподводяще- го стержня в пазе подового блока и охлаждения подового блока зазор между заливкой чугуном и стенками паза подового блока заполняют расплавленным солевым составом с температурой пл.авления 400-700 С. Это позволяет уменьшить трещинообразование в блоках и снизить падение напряже1шя в подине. 1 табл., I ил. о (О
400 500 700 800 318 500 500 500 500
0,05
0,03
0,01
0,03
0,03
0,005
0,06
0,03
0,03
10 (извест-1
ньш)
0,065
0,064
0,68
0,077
0,79
0,75
0,74
0,74
0,76
0,080
Нет
60
65 50 45 55 54
85
| Способ монтажа подовой секции алюминиевого электролизера | 1982 |
|
SU1062312A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник металлурга по цветным металлам.- М.: | |||
| Металлургия, i971, с | |||
| Кран машиниста для автоматических тормозов с сжатым воздухом | 1921 |
|
SU194A1 |
