4ib 4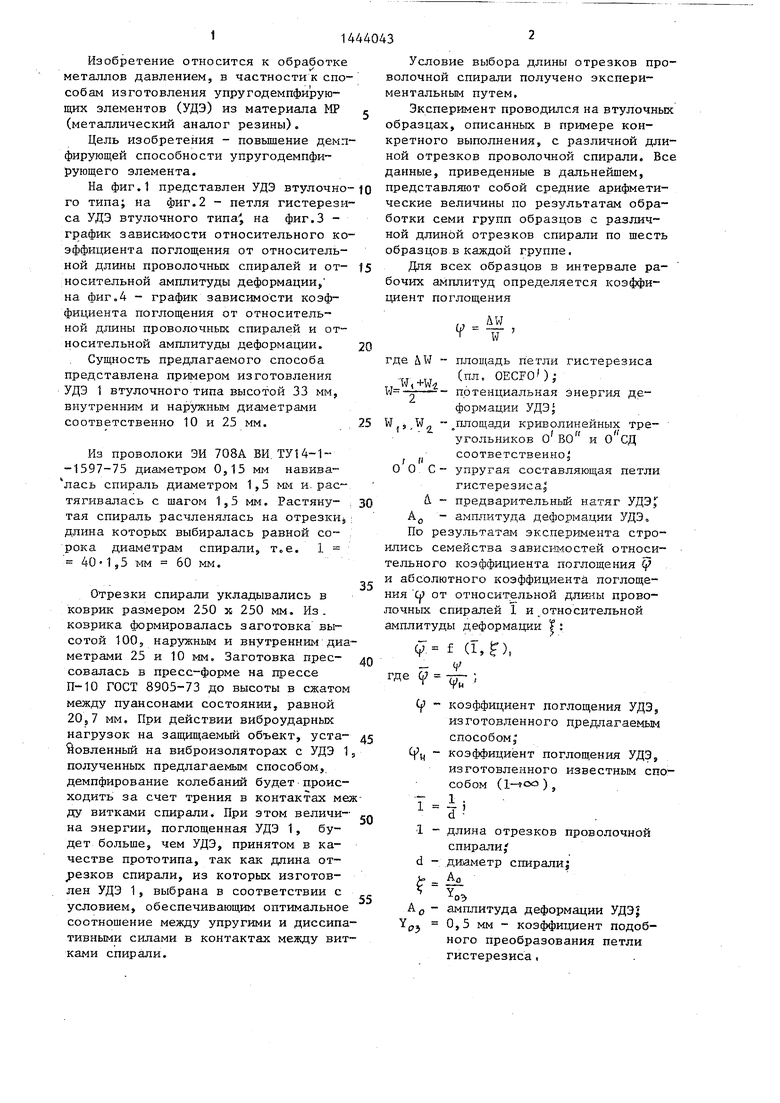
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления упругодемпфирующего элемента из материала МР | 1986 |
|
SU1396369A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО НЕТКАННОГО ПРОВОЛОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2532715C2 |
| Способ изготовления упругодемпфирующего элемента из нетканого материала | 1986 |
|
SU1348043A1 |
| ЦЕЛЬНОМЕТАЛЛИЧЕСКИЙ САЙЛЕНТБЛОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2387894C1 |
| Способ изготовления упругодемпфирующих деталей из МР | 1988 |
|
SU1567814A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО ПРОВОЛОЧНОГО МАТЕРИАЛА И ИЗДЕЛИЙ ИЗ НЕГО | 2003 |
|
RU2244039C1 |
| Упругодемпфирующий элемент | 1985 |
|
SU1257312A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОРИСТОГО ПРОВОЛОЧНОГО МАТЕРИАЛА "МЕРЕТРАНС" И ИЗДЕЛИЙ ИЗ НЕГО | 2005 |
|
RU2290275C2 |
| Упругодемпфирующий элемент | 1985 |
|
SU1288397A1 |
| Способ изготовления заготовок для получения металлорезиновых упругодемпфирующих элементов | 1987 |
|
SU1472168A1 |
Изобретение относится к области обработки металлов давлением, в частности к способам изготовления упру год емпфирующих элементов (УДЭ) из материала МР, и позволяет повысить демпфирующую способность УДЭ.Способ изготовления УДЭ из материала МР заключается в навивке проволочной спирали, растяжение ее с шагом равиьм диаметру спирали, разделении на отрезки, укладке в коврик, формировании и последующем прессовании заготовки, при этом длину отрезков проволочной спирали выбирают из условия 35 d -r645 d, где 1 - длина отрезков проволочной спирали d - диаметр , проволочной спирали. 4 ил. с S (Л с: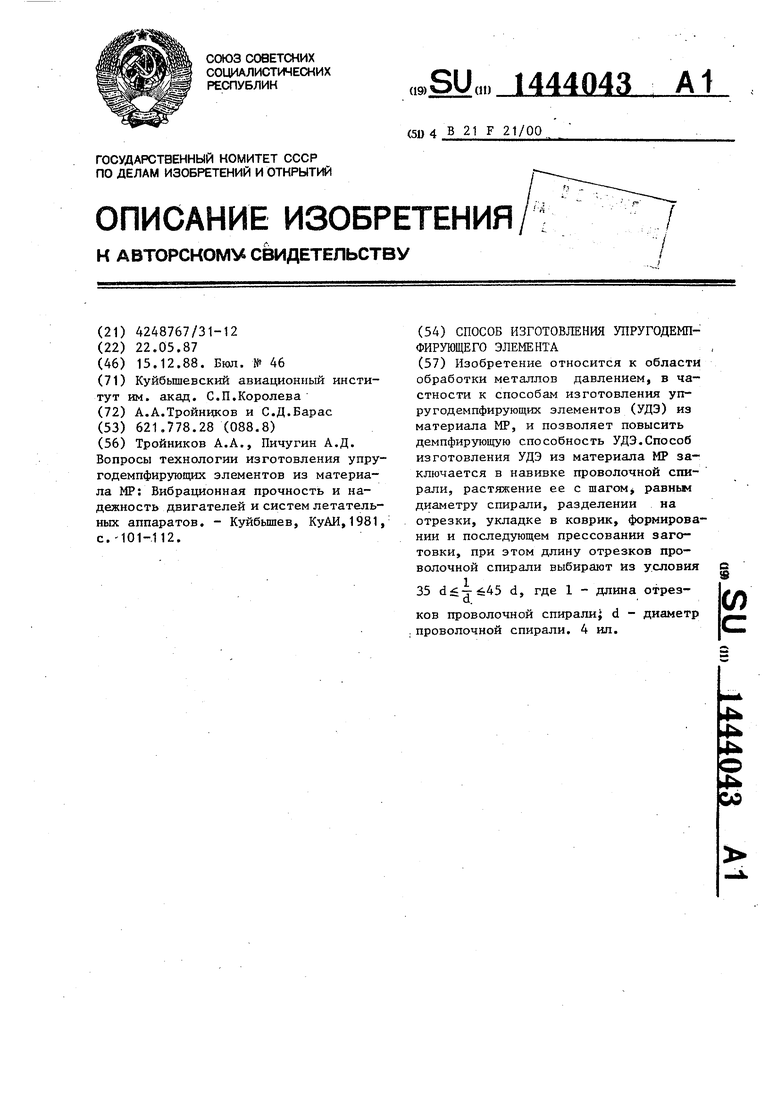
4
DO
Изобретение относится к обработке металлов давлением, в частности к способам изготовления упругодемпфирую- щих элементов (УДЭ) из материала МР (металлический аналог резины),
Цель изобретения - повьшение демпфирующей способности упругодемпфи- ругощего элемента.
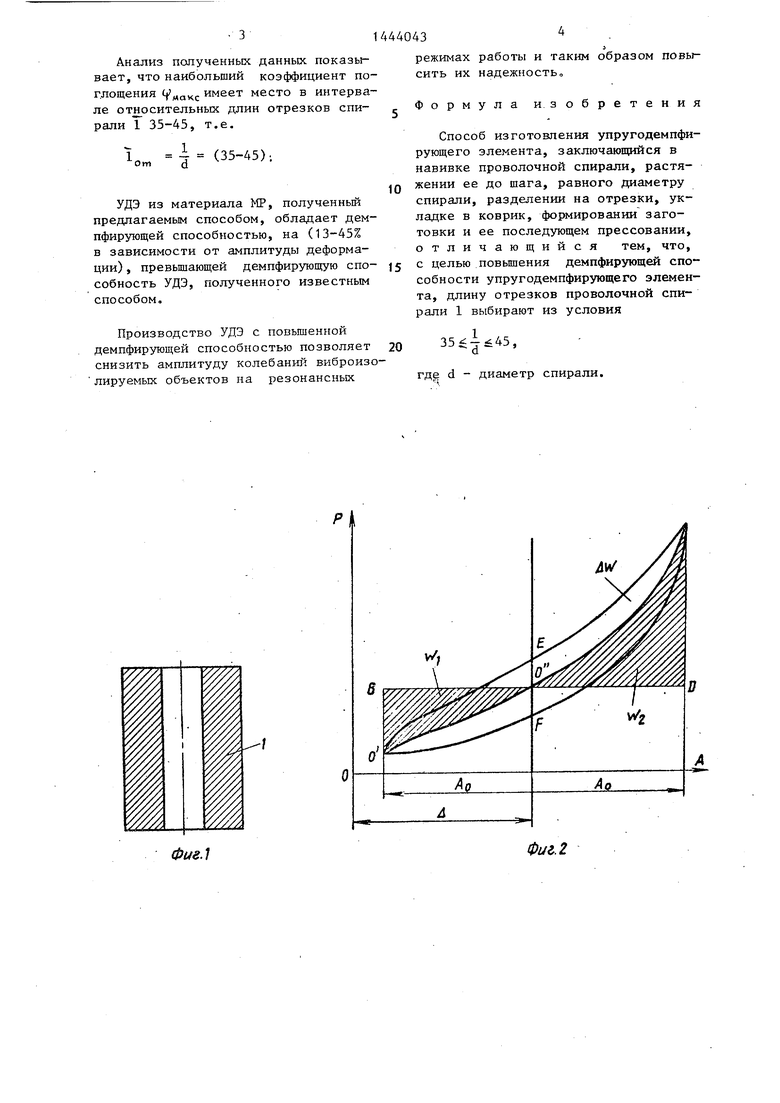
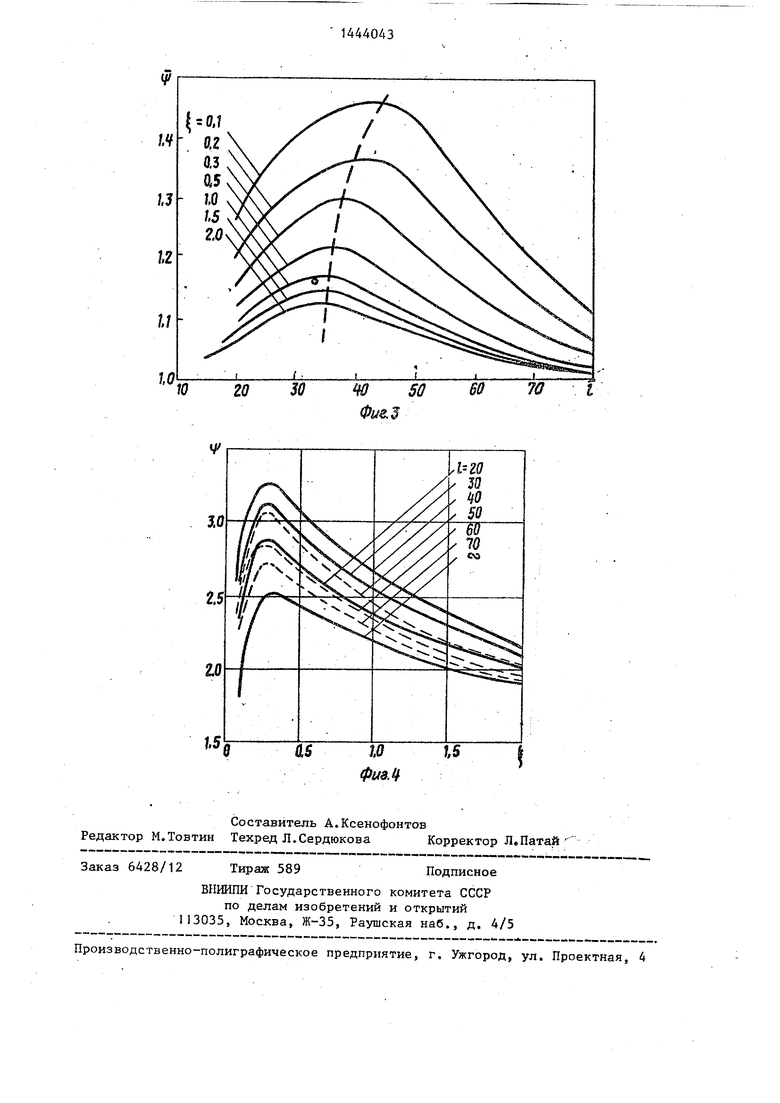
На фиг,1 представлен УДЭ втулочно- го типа; на фиг.2 петля гистерезиса УДЭ втулочного типа , на фиг.З - график зависимости относительного коэффициента поглощения от относительной длины проволочных спиралей и от- носительной амплитуды деформации, на фиг.4 - график зависимости коэффициента поглощения от относительной длины проволочных спиралей и относительной амплитуды деформации.
Сущность предлагаемого способа представлена примером изготовления УДЭ 1 втулочного типа высотой 33 мм, внутренним и наружным диаметрами соответственно 10 и 25 мм,
Из проволоки ЭЙ 708А ВИ. ТУ14-1- -1597-75 диаметром 0,15 мм навива- лась спираль диаметром 1,5 мм и. растягивалась с шагом 1,5 мм. Растяну- тая спираль расчленялась на отрезки, длина которых выбиралась равной сорока диаметрам спирали, т,е. 1 401,5 мм 60 мм.
Отрезки спирали укладывались в
коврик размером 250 х 250 мм. Из. коврика формировалась заготовка высотой 100, наружным и внутренним диаметрами 25 и 10 мм. Заготовка прес- совалась в пресс-форме на прессе П-10 ГОСТ 8905-73 до высоты в сжатом между пуансонами состоянии, равной 20,7 мм. При действии виброударных нагрузок на защищаемьй объект, уста- йовленный на виброизоляторах с УДЭ 1 полученных предлагаемым способом,, демпфирование колебаний будет происходить за счет трения в контактах меду витками спирали. При этом величи- на энергии, поглощенная УДЭ 1, будет больше, чем УДЭ, принятом в качестве прототипа, так как длина отрезков спирали, из которых изготовлен УДЭ 1, выбрана в соответствии с условием, обеспечивающим оптимальное соотношение между упругими и диссипа тивными силами в контактах между витками спирали.
Условие выбора длины отрезков проволочной спирали получено экспериментальным путем.
Эксперимент проводился на втулочных образцах, описанных в примере конкретного выполнения, с различной длиной отрезков проволочной спирали. Все данные, приведенные в дальнейшем, представляют собой средние арифметические величины по результатам обработки семи групп образцов с различ ной длиной отрезков спирали по шесть образцов в каждой группе.
Для всех образцов в интервале рабочих амплитуд определяется коэффициент поглощения
V
&W W
площадь петли гистерезиса
(пл. OECFO );
потенциальная энергия деформации УДЭ
площади криволинейных треугольников о во и о сд
А,
соответственно;
упругая составляющая петли
гистерезиса5
предварительньй натяг УДЭ,
амплитуда деформации УДЭ По результатах эксперимента стролись семейства завис1Ф1остей относиельного коэффициента поглощения (j абсолютного коэффициента поглощеия с от относительной длины провоочных спиралей 1 и относительной мплитуды деформации |:
; f (Г, Г),
V де 9 Ijj;:
9 - коэффициент поглощения УДЭ, изготовленного предлагаемым способом, (Уц - коэффициент поглощения УДЭ,
изготовленного известным способом ( ) 1
Л -
d -,
Г
АО- 0,
dдлина отрезков проволочной
спирали,
ди)аметр спирали;
AI YO
амплитуда деформации УДЭ| 0,5 мм - коэффициент подобного преобразования петли гистерезиса,
31
Анализ полученных данных показь - вает, что наибольший коэффициент поглощения ff rtaKc имеет место в интервале относительных длин отрезков спирали 1 35-45, т.е.
От
i (35-45);
УДЭ из материала МР, полученный предлагаемым способом, обладает демпфирующей способностью, на (13-45% в зависимости от амплитуды деформации) , превьшающей демпфирующую способность УДЭ, полученного известным способом.
Производство УДЭ с повышенной демпфирующей способностью позволяет снизить амплитуду колебаний виброизо лируемых объектов на резонансньк
Фие.1
3
режимах работы и таким образом повысить их надежность,,
Формула изобретения
Способ изготовления упругодемпфи- рующего элемента, заключающийся в навивке проволочной спирали, растяжении ее до шага, равного диаметру спирали, разделении на отрезки, укладке в коврик, формировании заготовки и ее последующем прессовании, отличающийся тем, что, с целью повышения демпфирующей способности упругодемпфирующего элемен-
та, длину отрезков проволочной спирали 1 выбирают из условия
, где d - диаметр спирали.
Фиг. г
ю
zo
30
15
W 5 0we J
60
| Тройников А.Л., Пичугин А.Д | |||
| Вопросы технологии изготовления упру- годемпфирующих элементов из материала МР: Вибрационная прочность и надежность двигателей и систем летательных аппаратов | |||
| - Куйбышев, КуАИ,1981, с.-101-112. |
