| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная головка для сварки давлением встык | 1982 |
|
SU1090516A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Гратосниматель машины для контактной стыковой сварки | 1989 |
|
SU1706802A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1556846A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2015 |
|
RU2634970C2 |
| Устройство для стыковой сварки в монтажных условиях с нагревом дугой, вращающейся в магнитном поле | 1990 |
|
SU1821310A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2011 |
|
RU2503525C2 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2006 |
|
RU2321480C1 |
Изобретение относится к области сварки и может быть использовано при разработке оборудования для холодной сваркк. Цель изобретения - упрощение конструкции и сокращение времени при переналадке на другой типоразмер свариваемых заготовок. В подвижной .7 и неподвижной 8 полуматрицах съемного блока размещают концы Свариваемого провода. Съемный блок устанавливают в направляющие, охватьшающие его. Винтами 9 поджимают подвижную направляющую 6 к боковой поверхности полуматриц. Осадку осуществляют перемещением штока гидроцилиндра совместно с подвижной 7 парой полуматриц. После сварки снимают давление в гидроцилиндре 1, освобождают винты зажима. Съемный блок извлекают из корпуса вместе со сваренным проводом. 4 ил.
Положение зожа/тю Физ.2
Изобретение относится к сварке и может быть использовано при разработке оборудования для холодной стыковой сварки.
Цель изобретения - упрощение конструкции и сокращение времени при переналадке на другой типоразмер свариваемых заготовок.
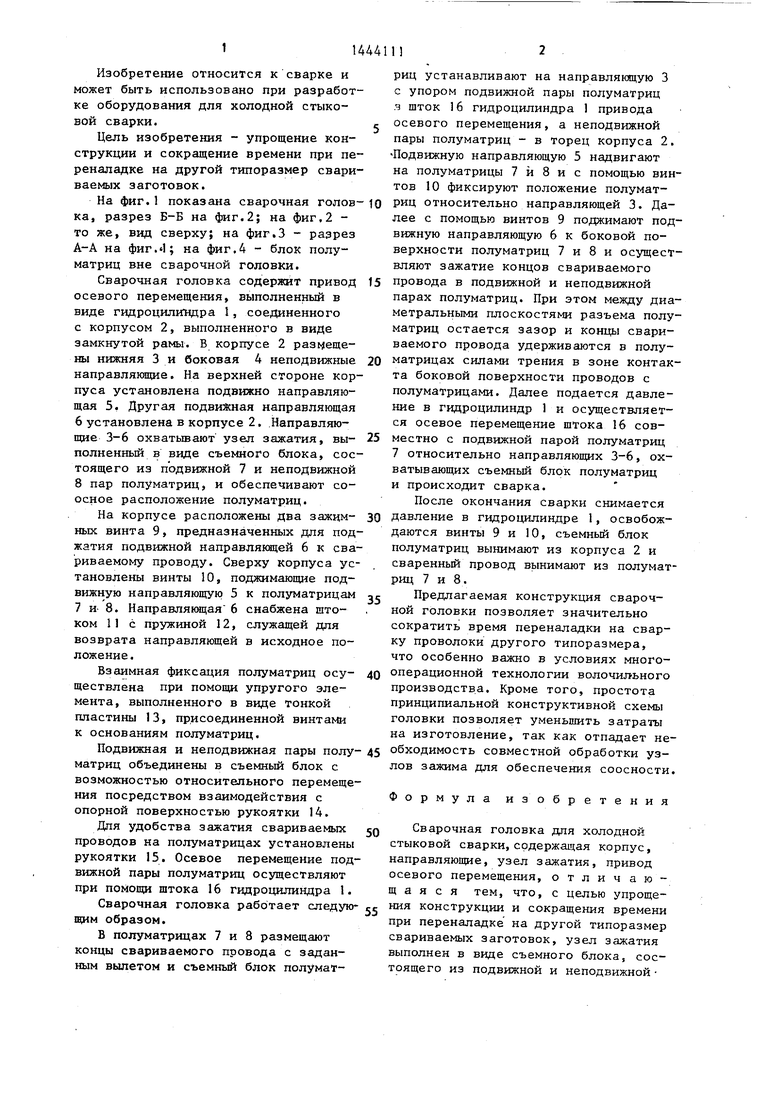
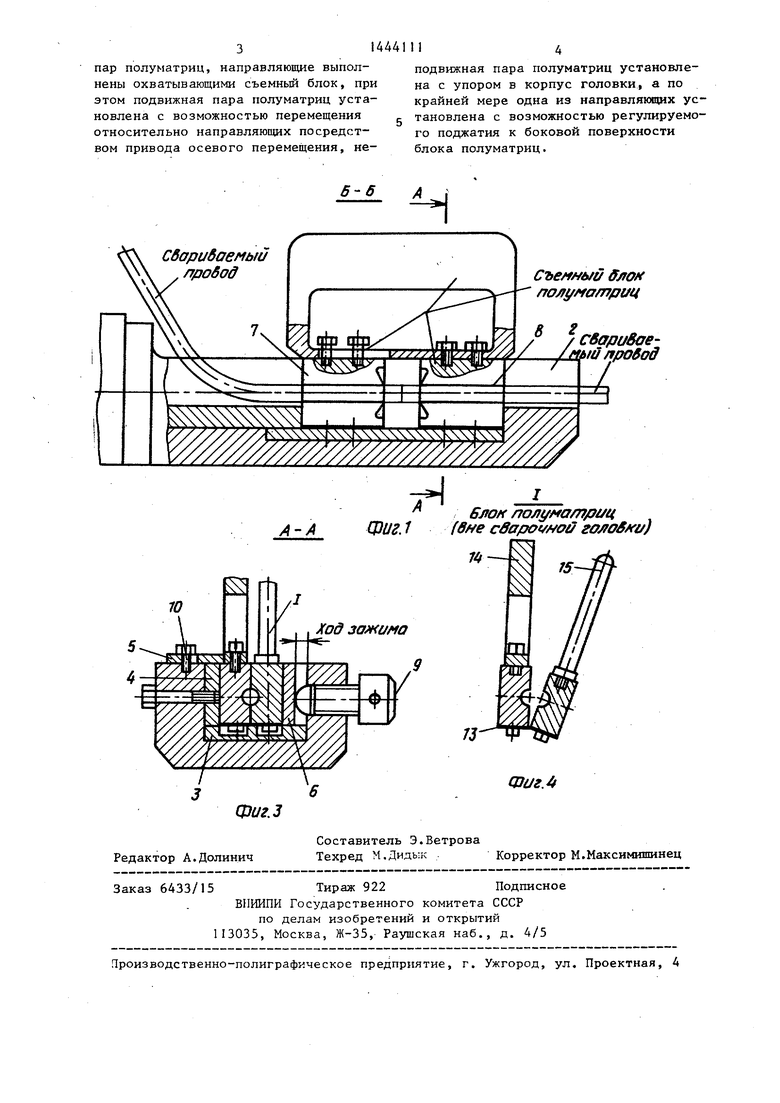
На фиг.1 показана сварочная голов- ка, разрез Б-Б на фиг.2; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг. 1; на фиг.4 - блок полуматриц вне сварочной головки.
Сварочная головка содержит привод осевого перемещения, выполненный в виде гидроцилиндра 1, соединенного с корпусом 2, выполненного в виде замкнутой рамы. В корпусе 2 разращены нижняя 3 и боковая 4 неподвижные направляющие. На верхней стороне корпуса установлена подвижно направляющая 5. Другая подвижная направляющая
6установлена в корпусе 2. .Направляющие 3-6 охватьшают узел зажатия, вы- полненный в виде съемного блока, состоящего из подвижной 7 и неподвижной
8 пар полуматриц, и обеспечивают со- осное расположение полуматриц.
На корпусе расположены два зажим- ных винта 9, предназначенных для под жатия подвижной направляющей 6 к свариваемому проводу. Сверху корпуса установлены винты 10, поджимающие подвижную направляющую 5 к полуматрицам
7и 8. Направлякнцая 6 снабжена штоком 11 с пружиной 12, служащей для возврата направляющей в исходное положение.
Взаимная фиксация полуматриц осу- ществлена при помощи упругого элемента, выполненного в виде тонкой пластины 13, присоединенной винтами к основаниям полуматриц.
Подвижная и неподвижная пары полу матриц объединены в съемный блок с возможностью относительного перемещения посредством взаимодействия с опорной поверхностью рукоятки 14.
Дпя удобства зажатия свариваемых проводов на полуматрицах установлены рукоятки 15. Осевое перемещение подвижной пары полуматриц осуществляют при помощи штока 16 гидроцилиндра 1.
Сварочная головка работает следую щим образом.
В полуматрицах 7 и 8 размещают концы свариваемого провода с заданным вылетом и съемный блок полуматриц устанавливают на направляющую 3 с упором подвижной пары полуматриц я щток 16 гидроцилиндра 1 привода осевого перемещения, а неподвижной пары полуматриц - в торец корпуса 2. Подвижную направляющую 5 надвигают на полуматрицы 7 и 8 и с помощью винтов 10 фиксируют положение полуматриц относительно направляющей 3. Далее с помощью винтов 9 поджимают подвижную направляющую 6 к боковой поверхности полуматриц 7 и 8 и осуществляют зажатие концов свариваемого провода в подвижной и неподвижной парах полуматриц. При этом между диаметральными плоскостями разъема полуматриц остается зазор и концы свариваемого провода удерживаются в полуматрицах силами трения в зоне контакта боковой поверхности проводов с полуматрицами. Далее подается давление в гидроцилиндр 1 и осуществляется осевое перемещение штока 16 совместно с подвижной парой полуматриц 7 относительно направляющих 3-6, охватывающих съемный блок полуматриц и происходит сварка.
После окончания сварки снимается давление в гидроцилиндре 1, освобождаются винты 9 и 10, съемный блок полуматриц вынимают из корпуса 2 и сваренный провод вынимают из полуматриц 7 и 8.
Предлагаемая конструкция сварочной головки позволяет значительно сократить время переналадки на сварку проволоки другого типоразмера, что особенно важно в условиях многооперационной технологии волочильного производств.а. Кроме того, простота принципиальной конструктивной схемы головки позволяет уменьщить затраты на изготовление, так как отпадает необходимость совместной обработки узлов зажима для обеспечения соосности
Формула изобретения
Сварочная головка для холодной стыковой сварки, содержащая корпус, направляющие, узел зажатик, привод осевого перемещения, отличающаяся тем, что, с целью упрощения конструкции и сокращения времени при переналадке на другой типоразмер свариваемых заготовок, узел зажатия выполнен в виде съемного блока, состоящего из подвижной и неподвижной
пар полуматриц, направляющие выполнены охватывающими съемный блок, при этом подвижная пара полуматриц установлена с возможностью перемещения относительно направляющих посредством привода осевого перемещения, неА-А
10
Ход зажима
подвижная пара полуматриц установлена с упором в корпус головки, а по крайней мере одна из направляющих установлена с возможностью регулируемого поджатия к боковой поверхности блока полуматриц.
ffflOff лол1// а/лриц
/ cegfli/Bqe- /fit
ыи nfjoeod
блок/7олу атрг/ц Фиг.1 {вне cdapot/ffotj zo/roS/fv)
«-Ш „
П
Фиг.
| Баранов И.Б | |||
| Холодная сварка пластичных металлов | |||
| М.: Машиностроение, 1969, с | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
