(54) МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА
1
Изобретение относится к устройствам для сварки изделий, в частности к машинам для контактной стыковой сварки труб большого диаметра, и может быть использовано в трубоэлектросварочных агрегатах по производству электросварных труб, особенно 5 из толстостенных и многослойных обечаек, а также при сварке отдельных труб в трехтрубные секции и непрерывную нитку при сооружении магистральных и промысловых трубопроводов. При сварке труб из толе- Q тостенных обечаек (толщина стенки для трубы диаметром 1420 мм составляет 47 мм) почти в два раза по сравнению с обычными сварными трубами возрастает площадь свариваемого QeifeHHH, усилия зажима и осадки, а также объем оплавленного металла. 15
Короткая длина обечаек (длина многослойных обечаек составляет 1280- 1650 мм) требует размещения транспортных роликов рольганга с шагом не болеебЗО мм. В случае приварки к многослойным крайним обечайкам трубы монослойного кольца шириной до 250 мм зажимные башмаки сварочной машины должны быть размещены с учетом величины оплавления и осадки на длине 200 мм. Значительная величина оплавления толстостенных труб предъявляет повышенные требования к защите от брызг расплавленного металла узлов сварочной машины, размещенных вблизи свариваемого кольцевого шва. При сварке труб в непрерывную нитку трубопровода сварочная машина должна быть оснашена транспортны.м средством для перемещения ее внутреннего агрегата по трубопроводу от стыка к стыку. Кроме того, в случае использования машины для сооружения трубопроводов ее узлы должны быть приспособлень к транспортировке по любой пересеченной местности при отсутствии дорог.
Известна маигина для контактной стыковой сварки труб, которая содержит наружный сварочный трансформатор с токоподводо ;, внутренний манипулятор с неподвижным и подвижным центрирующими блоками с приводами зажатия труб и пружинными механизмами возврата. Центрирующие блоки смонтированы на штоке с проушиной, в которой закреплен гидроцилиндр осевого перемещения подвижного центрирующего блока, шток которого связан с указанным блоком посредством П-образной тяги, проходящей через проушину. Привод механизма зажатия каждой из свариваемых труб выполнен в виде, по крайней мере, двух гидР.лшлиндров. укрепленных на наружных поверхностях корпусов центрирующих блоков, вьиюлиеииых в виде двух расположенных в л.ругом и соединенных по торцу цилипл.ров, а механизмы возврата зажимов В1.и олкены в виде закрепленных на корпусах центрирующих блоков планок и пружин, разметенных в осевых назах зажимов и .упирающихся одним своим торцом в дно этих iiaaoB, а другим в упомянутые планки, проходящие через поперечные пазы, выполненные в :,ажимах. Недостатки машины - значительный расход металла ipy6 на оплавление, что связано с необходимостью нагрева концов труб до температурного состояния, определяемого технологией сварки, а также ограниченная прочность uiTOKa с проушиной, связанная с необходимостью компановки внутри свариваемых труб манипулятора со значип-мь.чыми, исчисляемыми сотнями тонн, величинами усилий зажима и осадки труб в процессе сварки. Это в процессе осадки приводит к значительным упруги.м удлинениям штока с проушиной и увеличению величины и времени осадки, что при равных прочих условиях может неблагоприятно сказаться на качестве сварного соединения. Кроме того, это ограничивает максимальную величину свариваемого сечения. Размещение гидросистемы сварочной машииы вне сварочной головки увеличивает iijTc;;4 давления в трубопроводах и де. невоз.можным использование машины для сварки труб в непрерывную нитку трубо|1ровода. Клиновая конструкция узлов зажима сва|:-:1ваемых труб с пружинными механизма.ми 150 врата, наличие по крайней мере двух гидроиилиндров привода зажатия делает сваP( машину трудоемкой в изготовлении. v.cj}be3 ibiM недостатком конструкции машины является также недостаточно надежная защита места сварки от брызг расплавленного металла и отсутствие средств для улучшения условий при очистке от брызг рас1:.;1авл(нного металла места сварки и техпическом обслуживании. Наиболее близкой к предлагаемой по технической сущности является машина для контактной стыковой сварки, труб большого диаметра, содержащая наружный сварочный трансформатор с токоподводами, внутренний манипулятор, выполненный в виде корпуса с подвижным и неподвижным относительно корпуса изолированными друг от друга центрируюшими зажимными блоками с зажимными бан1маками, снабжёнными гидpoцили дpaми зажатия свариваемых труб и осевого перемешсння их в процессе сварки и связанными с гидравлической системой питания и системой управления гидронилиндрами, а также штангу е pa.JMeiucjiOH внут|)и нее упомянутыми гидравлическои системой питания и системой управления, снабженную цапфами с подшипниками, закрепленными на раме транспортного рольганга с приводными роликами и опорой перехвата. Недостатками машины являются ограниченная прочность штока, что связано с необходимостью размещения внутри свариваемых труб манипулятора, усилия зажима и осадки которого в процессе сварки труб исчисляются сотнями тонн. В процессе осадки это приводит к значительным упругим удлинениям штока и увеличению величины и времени осадки, что при равных прочих условиях может отрицательно сказаться на качестве сварного соединения и сужает границы использования машины при сварке труб с широким диапазоном толщин стенок, недостаточно надежная защита сварочной головки (манипулятора) от брызг расплавленого металла, а также отсутствие средств для улучшения условий при очистке от брызг расплавленного металла места сварки и техническом обслуживании. Причем, клиновая конструкция узлов зажима свариваемых труб с пружинными механизмами возврата, наличие по крайней мере двух гидроцилиндров как в приводе зажима, так и приводе осадки делает сварочную машину трудоемкой в изготовлении и обслуживании. Кроме того, в процессе сварки значительное количество металла расходуется на оплавление и осадку, что в условиях трубоэлектросварочного агрегата повышает расходный коэффициент материала, а в условиях строительства трубопроводов сокращает в процессе сварки исходную длину трубы; наличие между транспортными роликами онор перехвата накладывает ограничение на выполнение минимально возможного шага транспортных роликов и как следствие ограничивает длину свариваемых труб (обечаек), а также увеличивает массу сварочной машины. Цель изобретения - расширение технологических возможностей. Поставленная цель достигается тем, что в машине для контактной стыковой сварки труб большого диаметра, содержащей наружный сварочный трансформатор с токоподводами, внутренний манипулятор, выполненный S виде корпуса с подвижными и неподвижными относительно корпуса, изолированными друг от друга центрирующи.ми зажимными блоками с зажимными башмаками, снабженными гидроцилиндрами зажатия свариваемых труб и осевого перемещения их в процессе сварки и связанными с гидравлической системой питания и системой управления гидроцилиндрами, а также 1 тангу с размещенной внутри нее упомянутой гидравлической системой питания и системой управления, снабженную цапфами с подшипниками, закрепленными на раме транспортного рольганга с приводными роликами и опорой перехвата, подвижный и неподвижный центрирующие блоки выполнены Б виде цилиндрических корпусов с двумя по крайней мере рядами равномерно расположенных по окружности в шахматном порядке радиальных отверстий для размещения зажимных башмаков, каждый из которых снабжен двухползунным механизмом, толкатель которого, выполненный со сферическими концами, соединен с корпусами гидроцилиндров зажатия, штоки которых неподвижно смонтированы на цилиндрических корпусах, причем один из этих корпусов является штоком гидроцилиндра осевого перемещения.
Кроме того, машина снабжена расположенным в непосредственной близости от наружного сварочного трансформатора индуктором для нагрева зажатых манипулятором торцов труб перед сваркой и сварного шва после сварки и гидроцилиндром перемещения манипулятора со штангой и зажатыми трубами с позиции нагрева на позицию сварки, а также с позиции сварки на позицию нагрева, при этом корпус и шток гидроцилиндра перемещения неподвижно закреплены соответственно на конце штанги и раме транспортного рольганга. Сварочный трансформатор выполнен в виде кольцевого, разъемного по горизонтали корпуса с равномерно размещенными по окружности трансформаторными блоками, вторичные цепи котопых объединены кольцевыми шинами, соединенными с гибкими шинами, равномерно размещенных по окружности токоподводов.
Опора перехвата выполнена в виде при-., водного транспортного ролика, снабженного вертикальными цилиндрическими направляющими и гидроцилиндром подъема. На свободном конце штанги смонти(рован корпус с приводными от гидромоторов транспортными роликами.
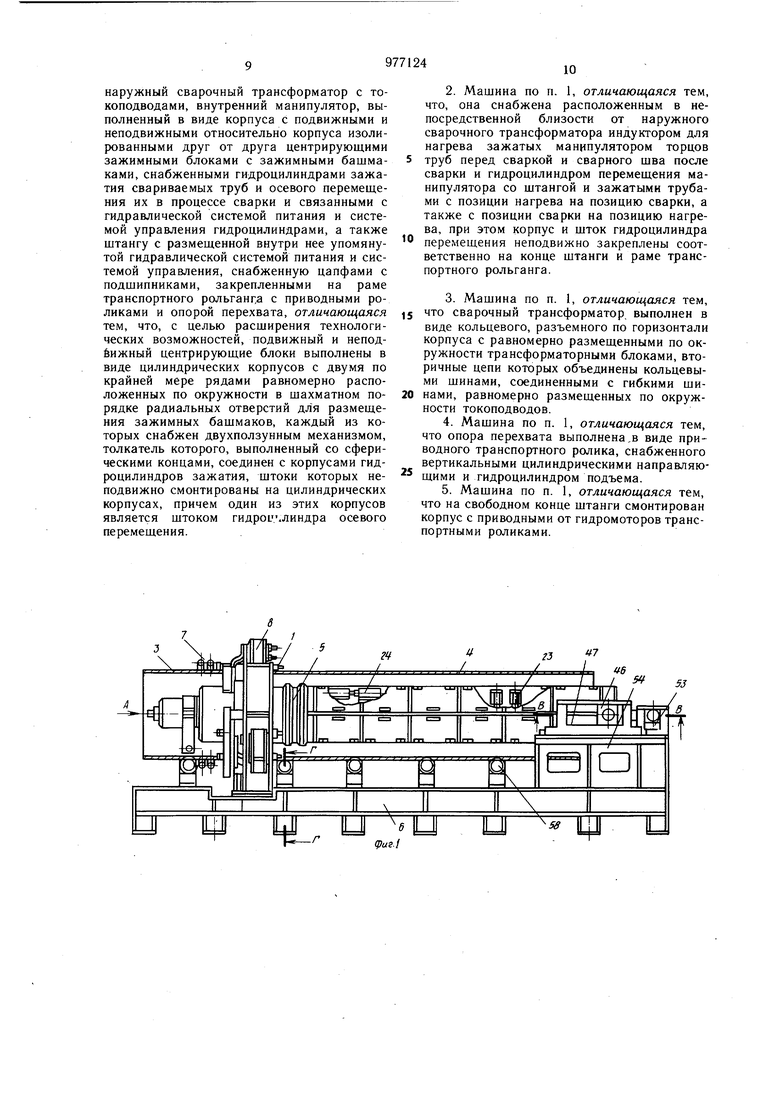
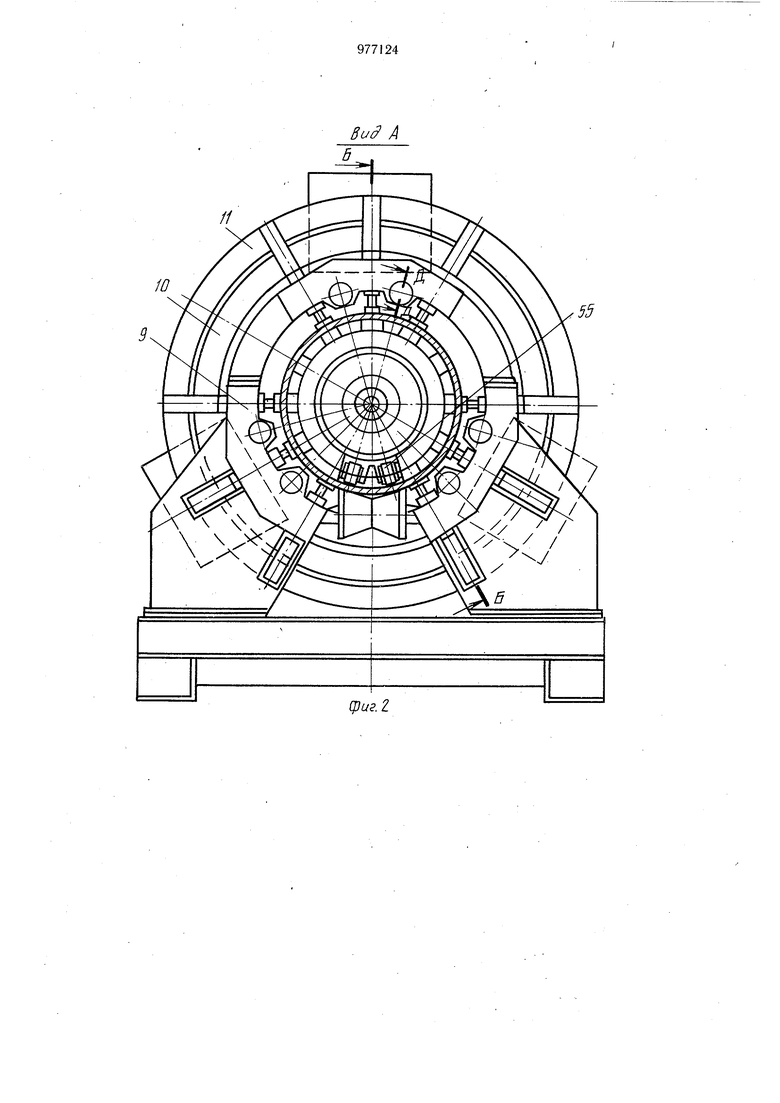
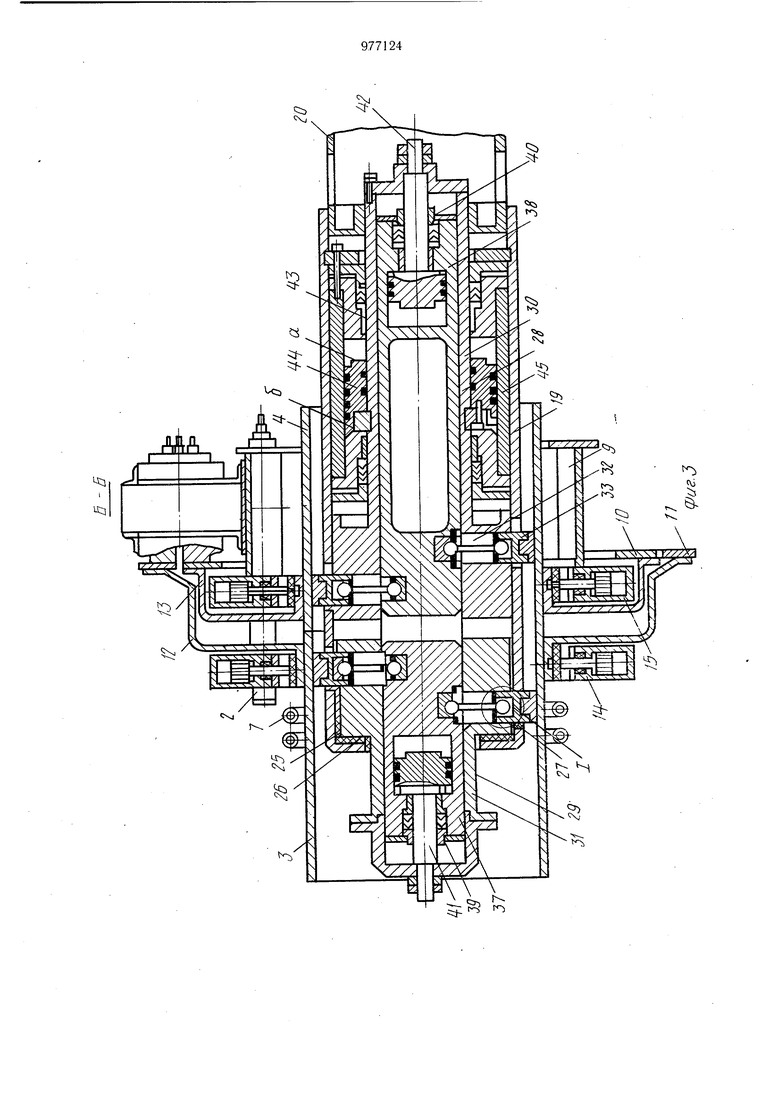
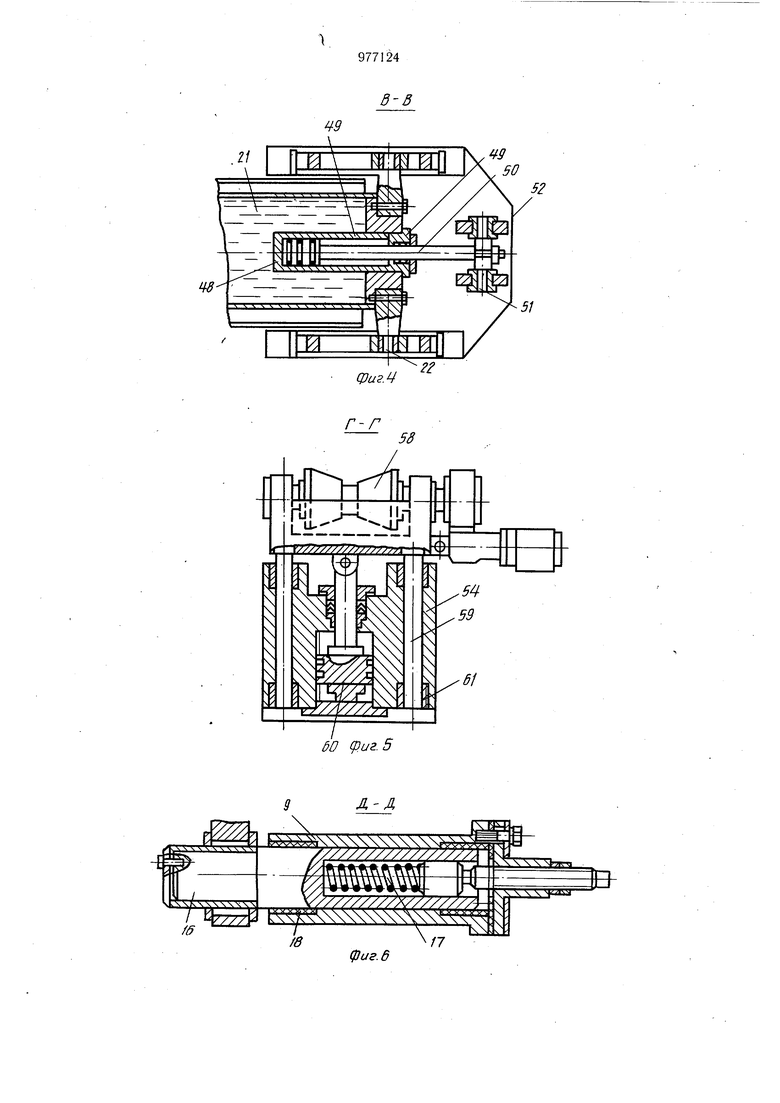
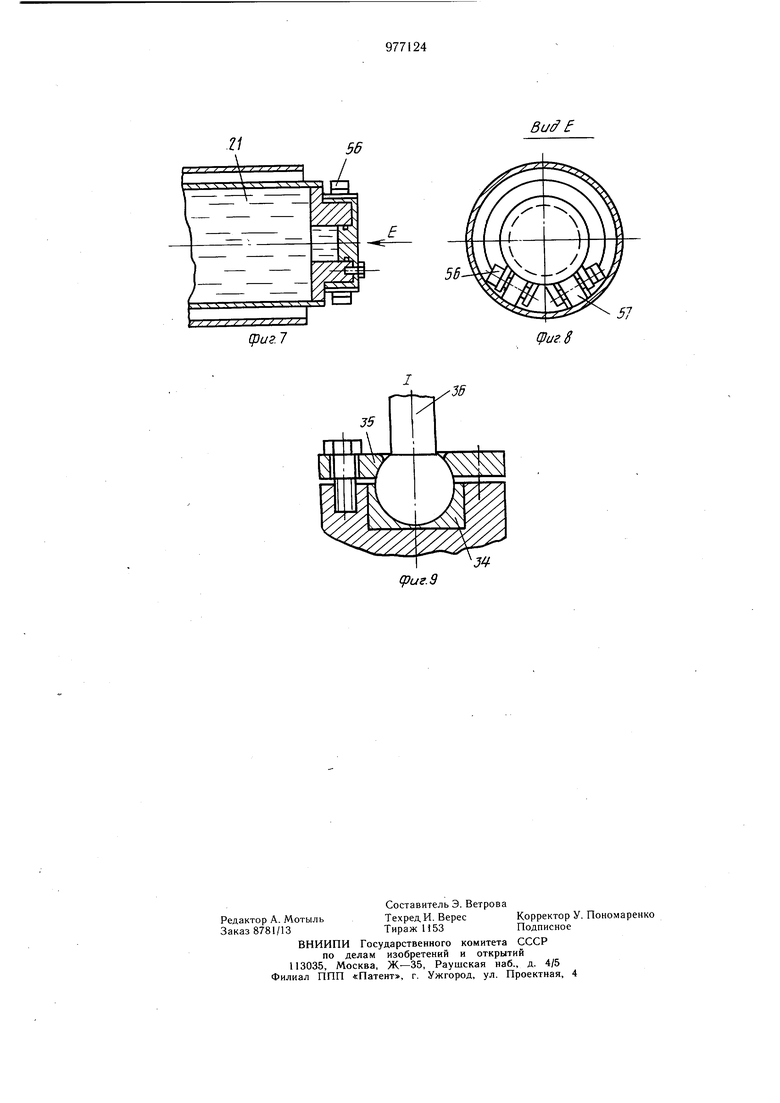
На фиг. 1 изображена предлагаемая машина; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2;на фиг. 4 - разрез В-В на фиг. ,1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - разрез Д-Д на фиг. 2; на фиг. 7 - свободный конец штанги; на фиг. 8 - вид по стрелке Е на фиг. 7; на фиг. 9 - узел I на фиг. 3.
Машина контактной стыковкой сварки труб большого диаметра содержит сварочный трансформатор 1 с токоподводами 2, охватывающий свариваемые трубы 3 и 4 снаружи, внутренний сварочный манипулятор 5, транспортный рольганг 6 и индуктор 7, установленный в непосредственной близи к токоподводам 2 и охватывающий свариваемые трубы 3 и 4 снаружи.
Сварочный трансформатор 1 выполнен в виде отдельных сварочных трансформаторов 8, равномерно закрепленных по окружности на кольцевом разъемном по горизонтали корпусе 9 и объединенных своими вторичными контурами с помощью кольцевых шин 10 и II. На кольцевых щинах 10 и 11 равномерно по окружности смонтированы шинь 12 и 13 токоподвода 2,соединенные с гидроцилиндрами 14 и 15 их прижатия (подвода) к свариваемым трубам 3 и 4. Гидроцилиндры 14 с шинами 12 благодаря консольным цилиндрическим направляющим 16 с пружинами 17 токоизолированных
втулок 18, установленных в корпусе 9, имеют возможность перемещения по направлению оси свариваемых труб 3 и 4.
Сварочный манипулятор 5 содержит корпус 19 и штангу 20, на свободном конце которой имеется емкость 21 для рабочей
жидкости и цапфы 22. В остальной части штанги 20 размещены гидравлические системы питания 23 и управления 24 гидроприводами машины, контактной сварки. Внутри корпуса 19 смонтированы изолированНО друг от друга за счет втулок 25-27 подвижный 28 и неподвижный 29 центрирующие зажимные блоки, включающие цилиндрические корпуса 30 и 31 с двумя рядами равномерно расположенных по окружности в шахматном порядке радиальных отверстий 32, внутри которых с возможностью радиального перемещения установлены зажимные башмаки 33.
Внутри зажимных башмаков 33 с помощью сферических подпятников 34 и разрезных втулок 35 закреплены одним из своих сферических концов толкатели 36, которые вторыми концами аналогично зажимным башмакам закреплены в корпусах 37 и 38 гидроцилиндров 39 и 40 зажатия свариваемых труб 3 и 4, которые размещены в отверстиях цилиндрических корпусов 30 и 31 с возможностью осевого перемещения, а токи 41 и 42 гидроцилиндров 39 и 40 зажатия смонтированы неподвижно на упомянутых цилиндрических корпусах 30 и 31. Нилиндрический корпус 30 служит одновременно штоком гидроцилиндра 43 осевого перемещения труб 3 и 4 в процессе сварки, па котором неподвижно закреплен поршень 44. Корпус 45 гидроцилиндра 43 закреплен неподвижно на корпусе 19 (корпус 45 может
быть выполнен .как одно целое с корпусом 19).
Сварочный манипулятор 5 цапфа.ми 22 с помощью подушек 46 устанавливается в направляющих 47 с возможностью, персмещения по направлению осей труб 3 и 4 гидроцилиндром 48, корпус 49 которого установлен неподвижно внутри штанги 20. а щток 50 с помощью цапф 51, подушек 52 смонтирован в вертикальных пазах оЗ рамы 54 рольганга 6. Гидроцилиндр 48 пере
мещения предназначен не только для передачи сварочного манипулятора 5 с зажатыми трубами 3, 4 на позицию индуктора 7. но и выдвижения сварочного манипулятора
из сварочного трансформатора 8 с токоподводом 2 для очистки от брызг расплавленного металла и обслуживания гидроцилиндров 39, 40 зажатия и гидроцилиндра 43 осевого перемещения. На сварочном манипуляторе 5 установлены неприводные опорные ролики 55 и приводные с помощью гидромоторов 56 опорные ролики 57. На транспортном рольганге б установлены приводные ролики 58, причем один из них, служащий опорой перехвата, снабжен цилиндрическими направляющими 59, которые установлены в раме 54 с возможностью вертикального перемещения с помощью гидроцилиндра 60 во втулках 61.
Устройство работает следующим образом.
Для осуществления цроцесса сварки труба 3 зажимается неподвижным центрирующим блоком 29, а труба 4 - подвижным центрирующим блоком 28. Для этого рабочая жидкость под давлением подается в поршневые полости гидроцилиндров 39 и 40 зажима, а из штоковых полостей этих цилиндров рабочая жидкость сбрасывается. В результате этого корпусы 37 и 38 гидроцилиндров 39 и 40 перемещаются навстречу друг другу. При этом толкатели 36 со сферическими концами разводят зажимные бащмаки 33, которые зажимают трубы 3 и 4. Зажатые трубы вместе со сварочным манипулятором 5 с помощью гидроцилиндра 48 перемещаются по оси до совпадения их стыка с плоскостью нагрева (осью) индуктора 7.
Производят нагрев торцов труб 3 и 4 до температуры плавления, после чего трубы 3 и 4 в зажатом состоянии вместе со сварочным манипулятором 5 перемещаются до совпадения торцов труб 3 и 4 с плоскостью сварки. С помощью гидроцилиндров 14 и 15 при подаче в их порщневые полости давления рабочей жидкости к наружной поверхности свариваемых труб 3 и 4 подводятся шины 12 и 13 токоподвода 2, при этом расстояние между осями гидроцилиндров 14 и 15 максимальное. Затем включается ток от сварочного трансформатора 1 и в полость а гидроцилиндра 43 осевого перемещения труб 3 и 4 подается рабочая жидкость под давлением, а из полости б она сливается. В результате этого центрирующие зажимные блоки 28 и 29 вместе с зажатыми трубами 3 и 4 сближаются. Начинается процесс сварки.
Рабочая жидкость под давлением в полость а гидроцилиндра 43 подается через гидравлическую систему 24 управления в соответствии с заданной программой перемещения подвижного центрирующего блока 28 вместе с трубой 4 в процессе оплавления и осадки. После окончания процесса сварки, заверщаемого осадкой, рабочая жидкость под давлением подается в щтоковые полости гидроцилиндров 39 и 40 зажима и полостьб гидроцилиндра 43 осевого перемещения, а из порщневых полостей гидроцилиндров 39 и 40 зажатия и полости а гидроцилиндра 43 рабочая жидкость сбрасывается.
Таким образом производится разжим
сваренных труб 3 и 4 и увеличение расстояния между цилиндрическими корпусами 30 и 31 центрирующих зажимных блоков 28 и 29. Подается рабочая жидкость в штоковые полости гидроцилиндров 14 и 15 токоподвода 2 с одновременным сбросом рабочей жидкости из порщневых полостей. В результате этого шины 12 и 13 токоподвода 2 отводятся от сваренных труб 3 и 4, а с помощью сжатых в процессе сварки пружин 17 щины 12 отводятся от неподвижных по горизонтали шин 13 на максимальное расстояние. Затем сварочная мащина перемещается к очередному стыку при сварке труб и секций в непрерывную нитку трубопровода или сваренные трубы 3 и 4 перемещаются транспортным рольгангом 6 при сварке секций в стационарных условиях. При этом перемещение сварочного манипулятора 5 внутри труб осуществляется с помощью неприводных 55 и приводных 57 опорных роликов.
Конструктивное выполнение зажимных подвижного и неподвижного центрирующих
5 блоков с двумя рядами двухползунных механизмов со сферическими толкателями, а подвижного корпуса одновременно в качестве щтока гидроцилиндра осевого перемещения позволяет в два раза по сравнению с предлагаемым устройством повысить усилие зажима и осадки. Выполнение компановки сварочных трансформаторов. и внешнего сварочного контура по изобретению позволяет повысить общую мощность сварочного трансформатора, что дает возможность
5 производить сварку более толстостенных труб (обечаек). Выполнение подъемным транспортного ролика дает возможность уменьшить шаг транспортного рольганга, что позволяет производить сварку более коротких труб и обечаек
0 Гидроцилиндр 48 служит не только для выдвижения сварочного манипулятора на позицию нагрева, но и для более частого технического обслуживания манипулятора от брызг расплавленного металла в случае сварки более толстостенных труб. Выполнение одной из пар опорных роликов приводными за счет гидромоторов 56 позволяет использовать предлагаемую машину контактной сварки при поточной и индустриальной технологии строительства трубопроводов.
Предлагаемая машина позволяет также производить термическую обработку зоны сварного соединения, что снижает ее сварочные напряжения и повышает эксплуатационные прочностные свойства сварного соединения.
5Формула изобретения
. Машина для контактной стыковой сварки труб большого диаметра, содержащая
наружный сварочный трансформатор с токоподводами, внутренний манипулятор, выполненный в виде корпуса с подвижными и неподвижными относительно корпуса изолированными друг от друга центрирующими зажимными блоками с зажимными башмаками, снабженными гидроцилиндрами зажатия свариваемых труб и осевого перемещения их в процессе сварки и связанными с гидравлической системой питания и системой управления гидроцилиндрами, а также щтангу с размещенной внутри нее упомянутой гидравлической системой питания и системой управления, снабженную цапфами с подщипниками, закрепленными на раме транспортного рольгангу с приводными роликами и опорой перехвата, отличающаяся тем, что, с целью расширения технологических возможностей, подвижный и неподбижный центрирующие блоки выполнены в виде цилиндрических корпусов с двумя по крайней мере рядами равномерно расположенных по окружности в щахматном порядке радиальных отверстий дЛя размещения зажимных бащмаков, каждый из которых снабжен двухползунным механизмом, толкатель которого, выполненный со сферическими концами, соединен с корпусами гидроцилиндров зажатия, щтоки которых неподвижно смонтированы на цилиндрических корпусах, причем один из этих корпусов является штоком гидроц.линдра осевого перемещения.
2. Мащина по п. 1, отличающаяся тем, что, она снабжена расположенным в непосредственной близости от наружного сварочного трансформатора индуктором для нагрева зажатых манипулятором торцов труб перед сваркой и сварного щва после сварки и гидроцилиндром перемещения манипулятора со щтангой и зажатыми трубами с позиции нагрева на позицию сварки, а также с позиции сварки на позицию нагрева, при этом корпус и шток гидроцилиндра перемещения неподвижно закреплены соответственно на конце щтанги и раме транспортного рольганга.
3.Машина по п. 1, отличающаяся тем, что сварочный трансформатор выполнен в
виде кольцевого, разъемного по горизонтали корпуса с равномерно размещенными по окружности трансформаторными блоками, вторичные цепи которых объединены кольцевыми шинами, соединенными с гибкими шинами, равномерно размещенных по окружности токоподводов.
4.Мащина по п. 1, отличающаяся тем, что опора перехвата выполнена,в виде приводного транспортного ролика, снабженного вертикальными цилиндрическими направляющими и гидроцилиндром подъема.
5.Мащина по п. 1, отличающаяся тем, что на свободном конце щтанги смонтирован корпус с приводными от гидромоторов транспортными роликами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для стыковой электроконтактной сварки труб большого диаметра | 1973 |
|
SU500934A1 |
| Установка для контактной стыковой сварки труб | 1970 |
|
SU351423A1 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Машина для контактной стыковой сварки труб | 1980 |
|
SU1039670A1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| Машина для контактной стыковой сварки труб | 1984 |
|
SU1191224A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ | 1972 |
|
SU326031A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОБСАДНЫХ ТРУБ НАД УСТБЕМ СКВАЖИНБ1 | 1968 |
|
SU231040A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
У щ ILJ LJ б UJ 1гЛ 53 LJ ф U
11
10
Sui9 A
(pus.Z
i
:j
rctr XXXXXXVxVvV
у ii:
/в /7
ЛЛ
фиг. 6
But е
В
3
