4; ф,
4i.
Изобретение относится к способам изготовления сварньк конструкций, в частности буровых шнековьпс штанг, которые могут найти применение при бу- рении взрывных скважин на открытых горных работах.
Цель изобретения - снижение металлоемкости.
На чертеже показаны составные части шнековой буровой штанги-труба 1 и винтовая спираль 2 в сборе, перед сваркой друг с другом по спиральному контуру.
Способ изготовления буровых шне- ковых штанг осуществляется следующим образом.
Винтовая спираль 2 устанавливается на вал-трубу 1 и нагревается до температуры 100-150 С на погонный метр Длины, что для малоуглеродистых сталей соответствует удлинению в пределах упругости материала. Затем вал- труба 1 закручивается в направлении, противоположном навивке винтовой спирали 2 на угол 2-3° на погонный метр трубы одним из известных способов например, путем нагружения постоянным моментом, что соответствует максимально допустимой упругой деформа- дии кручения для малоуглеродистых сталей. После этого производится сварка винтовой спирали 2 с валом- . трубой 1 шнека, во время которой через трубу 1 подается охлаждающий peaгент, например, воздух или вода, что обеспечивает охлаждение сварного шва винтовой спирали 2 и предотвращение релаксации напряжений от высокотемпе ратурного нагрева в зоне сварки.
После окончания сварки и охлаждения сварного шва трубу 1 освобождают от нагружения крутящим моментом и передают для выполнения последующих операций, предусмотренных технологи- ческим процессом.
Нагрев спирали до температуры, обеспечивагацей ее удлинение в пределах зоны упругих деформаций, перед приваркой к трубе необходим для соз- Дания предварительного растягиваннце- го напряжения в спирали после ее охлаждения .
Охлаждение сварного шва раньше спирали необходимо для уменьшения релаксации напряжений в примыкающей к шву зоне спирали.
Закручивание трубы необходимо для того, чтобы компенсировать релаксацию напряжений зоны сварного шва спирали, подверженной высокотемпературному нагреву.
Применение одного из технологических приемов создания предварительного растягивающего напряжения (нагрев спирали или закручивание трубы) оказывается неэффективным, так как приведет к неравномерному распределению напряжений по ширине спирали, либо по причине отмеченной вьш1е релаксаци напряжений в зоне высокотемпературного нагрева, либо в связи с пластическим деформированием спиральной зоны трубы в зоне сварки.
Расчеты показывают, что применением предварительно растянутой спирали, можно, примерно, вдвое повысить изгибную жесткость ее витков, что из условия равной жесткости равносильно снижению веса спирали в 1,41 раза.
Формула изобретения
Способ изготовления шнеков преимущественно для буровых щтанг, включающий операции установки вала-трубы и винтовой спирально-навитой ленты, растяжки ленты и сварки ее с валом, отличающийся тем, что, с целью снижения металлоемкости, растяжку спирально-навитой ленты, установленной на вал, осуществляют путем нагрева до температуры, обеспечивающей ее удлинение в пределах- зоны упругих деформаций, затем вал закручивают в пределах упругой деформации кручения материала вала в направлении, противоположном направлению навивки спирали, и сваривают ленту с валом, одновременно охлаждая сварной шов путем подачи через внутреннее отверстие вала-трубы охлаждающего реагента.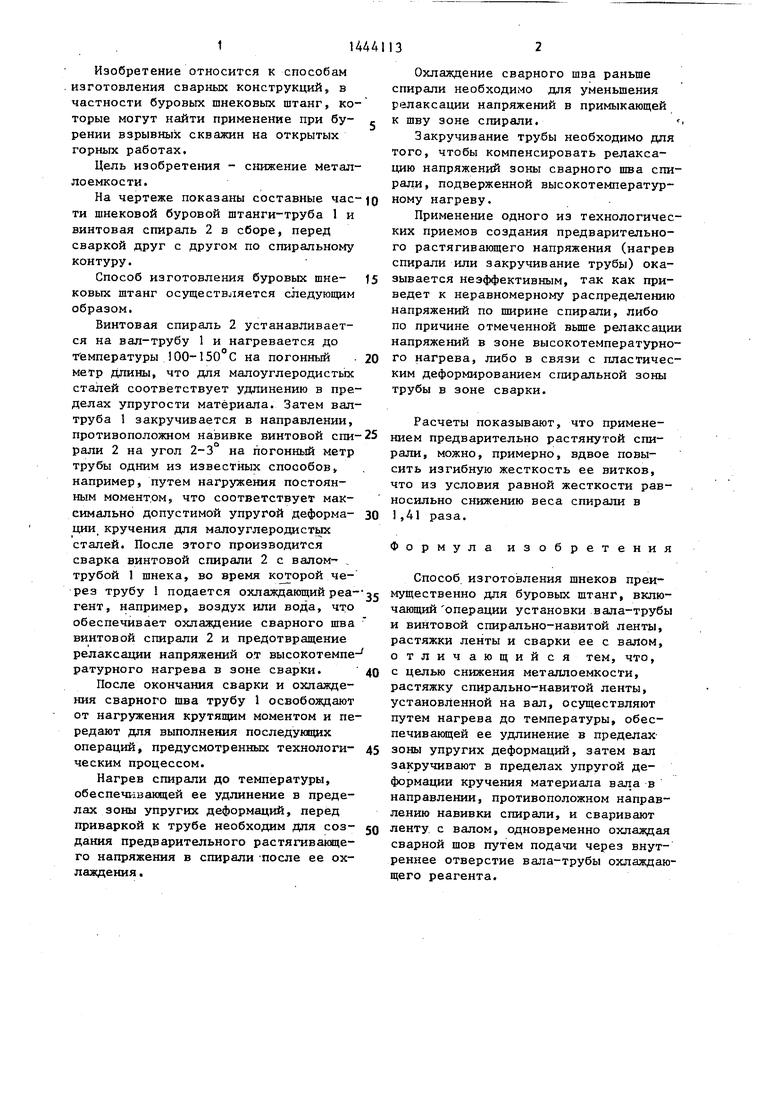
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШНЕКОВ | 2007 |
|
RU2347654C1 |
| Способ изготовления сварных шнеков | 1980 |
|
SU903040A1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| Магнитопровод электрической машины и способ его изготовления | 1984 |
|
SU1239786A1 |
| ТЕХНИЧЕСКАЯ ТКАНЬ, СОДЕРЖАЩАЯ НАВИТЫЕ ПО СПИРАЛИ ПОЛОСЫ МАТЕРИАЛА С УСИЛЕНИЕМ | 2013 |
|
RU2633267C2 |
| ПРОМЫШЛЕННАЯ ТКАНЬ, СОДЕРЖАЩАЯ ПОЛУЧЕННЫЕ СПИРАЛЬНОЙ НАМОТКОЙ ПОЛОСЫ МАТЕРИАЛА | 2009 |
|
RU2530371C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ | 2001 |
|
RU2206017C2 |
| Устройство для получения ленточныхСпиРАлЕй из пРОВОлОКи | 1979 |
|
SU844112A1 |
| Шнековый бур | 1978 |
|
SU724716A1 |
| Устройство для изготовления спирального оребрения трубы и размещения его в направляющих | 1985 |
|
SU1299654A1 |
Изобретение относится к способам изготовления сварных конструкций. в частности буровых шнековых штанг, которые могут найти применение при бурении взрывных скважин на открытых горных работах. Цель изобретения - снижение металлоемкости шнека. Винтовую спираль (ЕС) устанавливают на - вал-трубу и нагревают до температуры, обеспечивакщей удлинение в пределах зоны упругих деформаций. Затем вал закручивают в направлении, противоположном навивке ВС. БС приваривают к валу с одновременной подачей охлаждающего реагента по отверстию вала- трубы. Применение указанных: приемов позволяет повысить изгибную жесткость ВС и в результате снизить вес спирали. 1 ил.
| Вашкатов Д.Н.и Др | |||
| Вращательное шнековое бурение геологоразведочных скважин | |||
| М Недра, 1968, с | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Способ изготовления сварных шнеков | 1980 |
|
SU903040A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
