ры). После чего манипулятор 6 возвращается в исходное положение, пневмопривод 8 занимает среднее положение, а пневмопривод 3 закрывает крышки 2 корпуса ванны 1, затем срабатывает датчик 34 и клиновые захваты 4 плотн герметизируют корпус ванны 1.Подается в систему сжатый воздух, который по трубопроводам вытесняет рабочий раствор из резервуаров 12 в ванну 1, После чего осуществляется технологический процесс обработки, при этом через трубопроводы 17 осуто,ествляетсй барботаж рабочего раствора. После окончания процесса обработки давление воздуха стравливают и рабочий
раствор сливают через сильфоны в резервуары 12. Корпус ванны 1 осушается, кассета 11 с деталями выдвигается манипулятором 6 на ролики платформы 10. Далее кассета с деталями перемещается согласно техпроцессу Б следующую ванну либо на складирование. Выполнение линии с герметично закрывающимися корпусами ванн и шлюзовыми камерами с установленными в Них манипуляторами позволяет осуществлять технологический процесс в безопасных условиях с автоматизацией основных операций обработки. 2 з.п. ф-лы, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумный перегрузчик | 1986 |
|
SU1321980A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2008 |
|
RU2379382C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ | 1992 |
|
RU2034362C1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| УСТРОЙСТВО ОСАЖДЕНИЯ СЛОЕВ ИЗ ГАЗОВОЙ ФАЗЫ | 1991 |
|
RU2014670C1 |
| Устройство для проведения химико-гальванических процессов | 1981 |
|
SU1097719A1 |
| УСТАНОВКА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ | 2004 |
|
RU2268326C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ТВЕРДЫХ РАДИОАКТИВНЫХ И ТОКСИЧНЫХ ОТХОДОВ | 1997 |
|
RU2124771C1 |
| Поточная линия для утилизации люминесцентных ртутных ламп | 1990 |
|
SU1731281A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ЭЛЕКТРОИМПУЛЬСНОГО ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 1993 |
|
RU2049163C1 |
Изобретение относится к химической обработке металлов, в частности к автоматическим линиям для химической обработки изделий. Цель изобретения - улучшение условий труда за счет J 2i 18 iS исключения утечек вредных испарений. Автоматическая линия для химической обработки поверхности деталей содержит ванны 1, выполненные в виде горизонтальных цилиндров с торцовыми герметичными крышками 2, закрываемыми с помощью пневмоприводов 3 и клиновых захватов 4. Корпус ванны 1 входит своими торцами в шлюзовую камеру 5, где размешается манипулятор 6, оснащенный пневмоприводом 7. При подаче воздуха из сети захваты 4 освобождают крышки 2, а пневмопривод 3 открывает их. Манипулятор. 6 с помощью пневмоприводов 7 и 8 вводит в корпус ванны 1 кассету 11 с деталями (при зтрм внутренняя поверхность ванны осушена, раствор слит в резервуа- Деталь с $ (/) с .55 4: :АЭ (О 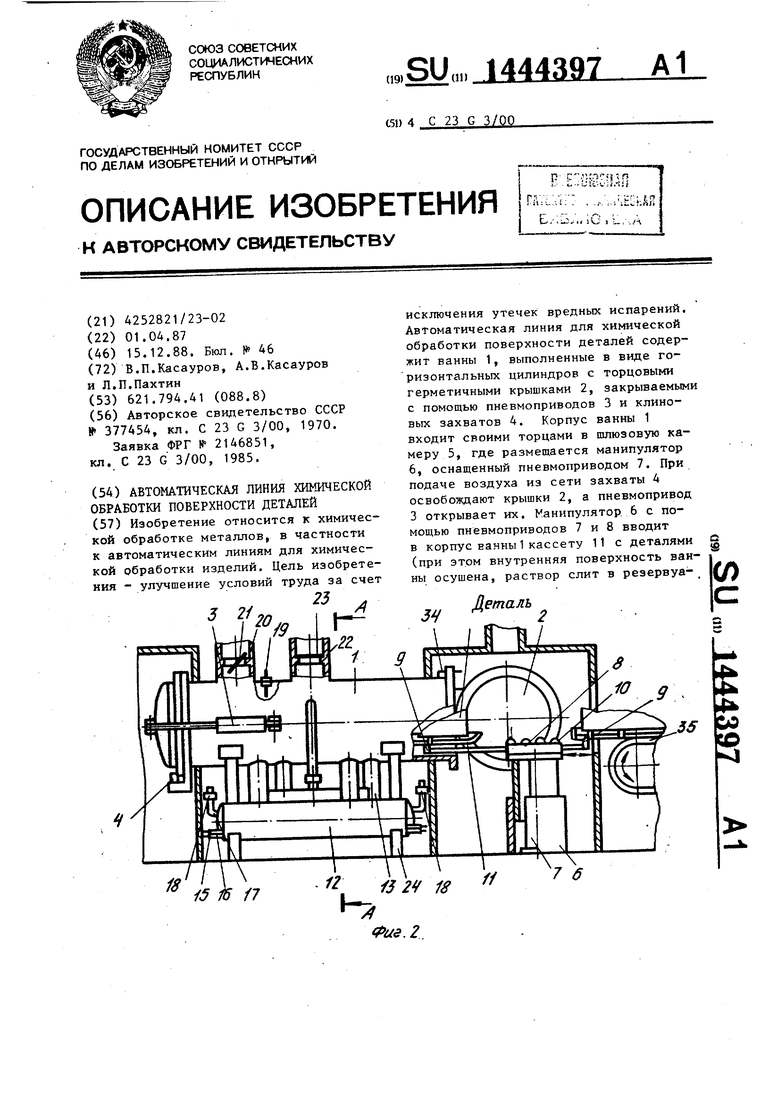
1
Изобретение относится к обработке металлов химическими средствами, в частности к.технологическому оборудованию.
Целью изобретения является улучшение условий труда за счет исключения утечек йредных испарений.
На фиг,1 изображена автоматичес- ,кая линия, общий вид на фиг.2 - элемент автоматической линии; на - сечение А-А на фиг.2,
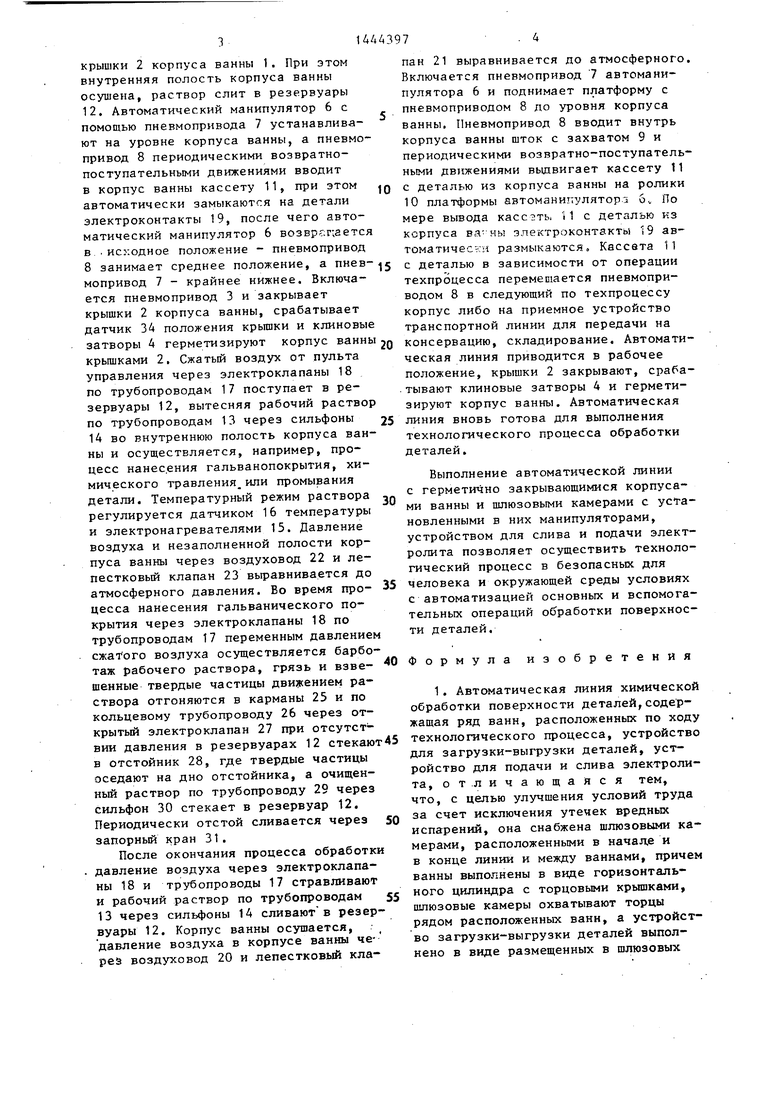
Автоматическая линия состоит из ряда ванн, выполненных в виде горизонтального цилиндра 1, герметично закрываемого крыщками 2 с помощью пневмопривода3 и клиновых затворов 4, Крышки ванн входят в шлюзовую камеру 5.
В шлюзовой камере 5 монтируется автоматический манипулятор 6 для перемещения изделия из одной ванны в следующую, оснащенный пневмоприводом 7 и пневмоприводом 8 с захватами 9, Платформа манипул/jTopa снабжена роликами 10, по которым захватами пневмопривода 8 перемещается кассета 11 с установленной на нее деталью. Внутренняя поверхность цилиндра 1 и шек 2 защищена кислотостойким покрытием, нанесенным методом горячего напыления. Корпус ванны, соединеи с двумя резервуарами 12, защищенными кислотостойким покрычтием, трубопровода- ми 13 с снпьфонами 14. Внутри резер2
вуаров 12 установлены злектронагре- ватели 15 и датчики 16 температуры. Трубопроводы 17 через электроклапаны
18 соединены с цеховой воздушной сетью низкого давления. На корпусе ванны установлены изолированные от него электроконтакты 19, подводящие электроток к деталям, подвергаемым
гальванопокрытию . На корпусе ванны смонтированы воздуховод 20 с лепестковым клапаном 21 и воздуховод 22 с лепестковым клапаном 23. Корпус ванны и резервуары 12 установлены
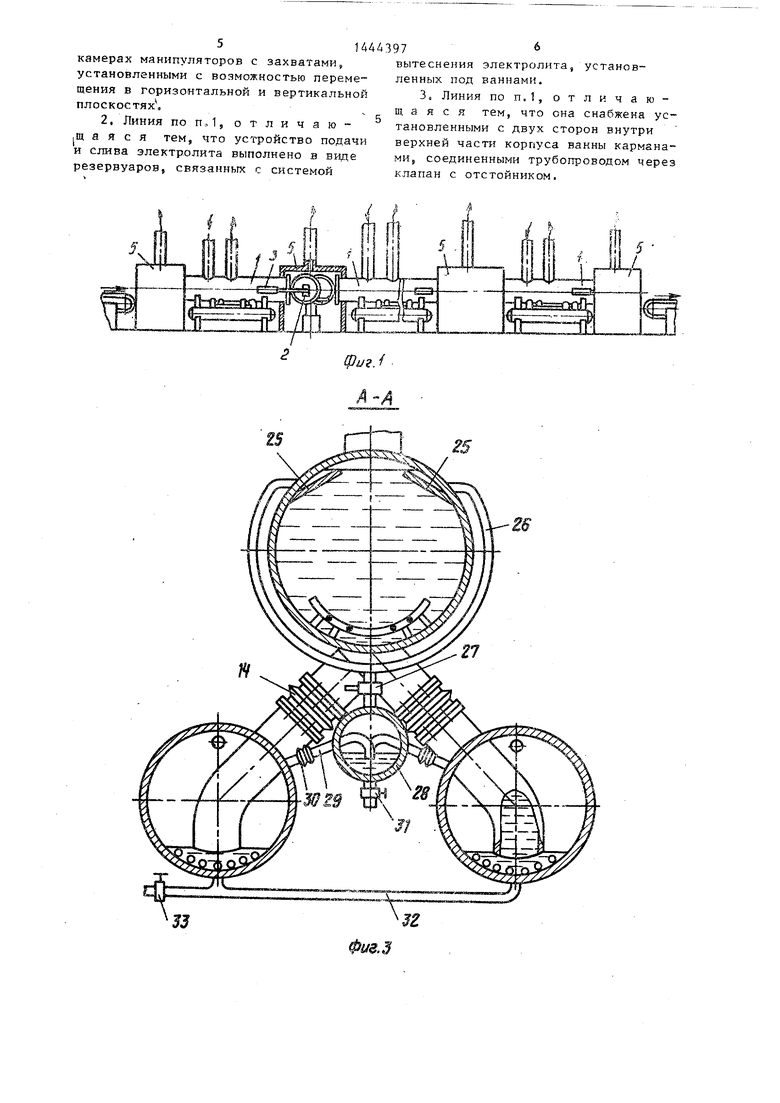
-на ложементы 25, закрепленные к полу производственного помещения. К внутренней поверхности корпуса ванны под углом приварены два кармана 25, соединенные кольцевым трубопроводом 26
через злектроклапан 27 с отстойником 28, который соединен с резервуарами 12 трубопроводами 29 с сильфо- нами 30, В нижней части отстойника 28 установлен запорный кран 31, Резервуары 12 соединены трубопроводом 32 через клапан 33 со сливной магистралью. На торцах ванны установлены датчики 34 положения крышки 2. Автоматическая линия работает
следующим образом.
Подачей давления воздуха из сети от отдельного пульта (не показан) клиновые затворы 4, установленные на корпусе ванны 1, освобождают крьш1ки 2, пневмопривод 3 открывает
крышки 2 корпуса ванны 1. При этом внутренняя полость корпуса ванны осушена, раствор слит в резервуары 12. Автоматический манипулятор 6 с помощью пневмопривода 7 устанавливают на уровне корпуса ванны, а пневмопривод 8 периодическими возвратно- поступательными движениями вводит в корпус ванны кассету 11, при этом автоматически замыкаются на детали электроконтакты 19, после чего автоматический манипулятор 6 возвращается
пан 21 выравнивается до атмосферног Включается пневмопривод 7 автоманипулятора 6 и поднимает платформу с пневмоприводом 8 до уровня корпуса ванны. Пневмопривод 8 вводит внутрь корпуса ванны шток с захватом 9 и периодическими возвратно-поступател ными движениями выдвигает кассету 1 с деталью из корпуса ванны на ролик 10 платформы автоманипулятор.з Ov По мере вывода , i 1 с деталью из корпуса ва- яы электроконтакты 19 ав томатичес йи размыкаются. Кассета 11
в .исходное положение - пневмопривод
8 занимает среднее положение, а пнев- j с деталью в зависимости от операции мопривод 7 - крайнее нижнее. Включается пневмопривод 3 и закрывает крышки 2 корпуса ванны, срабатывает датчик 34 положения крьпики и клиновые затворы 4 герметизируют корпус ванны jn крышками 2. Сжатый воздух от пульта управления через электроклапаны 18 по трубопроводам 17 поступает в резервуары 12, вытесняя рабочий раствор по трубопроводам 13 через сильфоны 25 14 во внутреннюю полость корпуса ванны и осуществляется, например, протехпроцесса перемешается пневмоприводом 8 в следующий по техпроцессу корпус либо на приемное устройство транспортной линии для передачи на консервацию, складирование. Автомати ческая линия приводится в рабочее положение, крышки 2 закрывают, сраба
тывают клиновые затворы 4 и герметизируют корпус ванны. Автоматическая линия вновь готова для выполнения технологического процесса обработки деталей.
цесс нанесения гальванопокрытия, химического травления или промывания
30
35
Выполнение автоматической линии с герметично закрывающимися корпусами ванны и шлюзовыми камерами с установленными в них манипуляторами, устройством для слива и подачи электролита позволяет осуществить технологический процесс в безопасных для человека и окружающей среды условиях с автоматизацией основных и вспомога- тельньк операций обработки поверхности деталей.
детали. Температурный режим раствора регулируется датчиком 16 температуры и электронагревателями 15. Давление воздуха и незаполненной полости корпуса ванны через воздуховод 22 и лепестковый клапан 23 вьфавнивается до атмосферного давления. Во время процесса нанесения гальванического покрытия через электроклапаны 18 по трубопроводам 17 переменным давлением сжатого воздуха осуществляется барботаж рабочего раствора, грязь и взве- 40 Формула изобретения шейные твердые частицы движением раствора отгоняются в карманы 25 и по кольцевому трубопроводу 26 через открытый электроклапан 27 при отсутствии давления в резервуарах 12 стекают45 технологического процесса, устройство в отстойник 28, где твердые частицы загрузки-выгрузки деталей, уст- оседают на дно отстойника, а очищенный раствор по трубопроводу 29 через сильфон 30 стекает в резервуар 12, Периодически отстой сливается через запорный кран 31,
После окончания процесса обработки давление воздуха через электроклапаны 18 и трубопроводы 17 стравливают и рабочий раствор по трубопроводам 55 13 через сильфоны 14 сливают в резервуары 12, Корпус ванны осушается, давление воздуха в корпусе ванны че- рез воздуховод 20 и лепестковый кла50
ройство для подачи и слива электролита, от.личающаяся тем, что, с целью улучшения условий труда за счет исключения утечек вредных испарений, она снабжена шлюзовыми камерами, расположенными в начаде и в конце линии и между ваннами, причем ванны выполнены в виде горизонтального цилиндра с торцовыми крышками, шлюзовые камеры охватывают торцы рядом расположенных ванн, а устройство загрузки-выгрузки деталей выполнено в виде размещенных в шлюзовых
пан 21 выравнивается до атмосферного. Включается пневмопривод 7 автоманипулятора 6 и поднимает платформу с пневмоприводом 8 до уровня корпуса ванны. Пневмопривод 8 вводит внутрь корпуса ванны шток с захватом 9 и периодическими возвратно-поступательными движениями выдвигает кассету 11 с деталью из корпуса ванны на ролики 10 платформы автоманипулятор.з Ov По мере вывода , i 1 с деталью из корпуса ва- яы электроконтакты 19 ав- томатичес йи размыкаются. Кассета 11
с деталью в зависимости от операции
с деталью в зависимости от операции
техпроцесса перемешается пневмоприводом 8 в следующий по техпроцессу корпус либо на приемное устройство транспортной линии для передачи на консервацию, складирование. Автоматическая линия приводится в рабочее положение, крышки 2 закрывают, срабас деталью в зависимости от операции
тывают клиновые затворы 4 и герметизируют корпус ванны. Автоматическая линия вновь готова для выполнения технологического процесса обработки деталей.
Выполнение автоматической линии с герметично закрывающимися корпусами ванны и шлюзовыми камерами с установленными в них манипуляторами, устройством для слива и подачи электролита позволяет осуществить технологический процесс в безопасных для человека и окружающей среды условиях с автоматизацией основных и вспомога- тельньк операций обработки поверхности деталей.
Формула изобретения технологического процесса, устройство загрузки-выгрузки деталей, уст-
Формула изобретения технологического процесса, устройство загрузки-выгрузки деталей, уст-
ройство для подачи и слива электролита, от.личающаяся тем, что, с целью улучшения условий труда за счет исключения утечек вредных испарений, она снабжена шлюзовыми камерами, расположенными в начаде и в конце линии и между ваннами, причем ванны выполнены в виде горизонтального цилиндра с торцовыми крышками, шлюзовые камеры охватывают торцы рядом расположенных ванн, а устройство загрузки-выгрузки деталей выполнено в виде размещенных в шлюзовых
камерах манипуляторов с захватами„ установленными с возможностью перемещения в горизонтальной и вертикальной плоскостях,
2, Линия по пИ, отличаю- |Щ а я с я тем, что устройство подачи и слива электролита выполнено в виде резервуаров, связанных с системой
фи. /
вытеснения электролита, установленных под ваннами.
| ЛИНИЯ ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 0 |
|
SU377454A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| РАДИОТЕЛЕФОННОЕ УСТРОЙСТВО СВЯЗИ С БОРТОМ САМОЛЕТА | 1995 |
|
RU2146851C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
