Изобретение относится к электрохимической обработке металлов и может быть использовано для электролитно-плазменного удаления заусенцев и притупления острых кромок зубчатых колес.
Известно устройство (А.с. 1039251, МПК7 С 25 F 7/00, 04.01.81), содержащее емкость для электролита, электрод-инструмент и систему циркуляции электролита, включающую центробежный насос с тангенциальным патрубком для подачи электролита, рабочее колесо центробежного насоса установлено в корпусе эксцентрично со смещением в сторону отверстия для тангенциального патрубка, на горизонтальной поверхности корпуса выполнено окно с патрубком для возврата электролита, а в крышке корпуса насоса выполнено отверстие для создания в корпусе кольца электролита.
Недостатки: сложность конструкции, невозможность регулирования температуры электролита.
Известно устройство (А.с. 1093025, МПК7 С 25 F 7/00, В 23 К 35/00, 13.08.82), содержащее механизмы перемотки, узлы биполярной электролитно-кавитационной обработки с катодными и анодными секциями, устройства промывки и сушки. Оно снабжено ванной для омыления, установленной перед устройством сушки, а анодные секции выполнены в виде электролитных плазмотронов, установленных перед каждой катодной электролитно-кавитационной секцией, а ванна для омыления выполнена в виде камеры окунания с боковыми окнами и системой рециркуляции раствора от насоса.
Недостатки: сложность конструкций, невозможность регулирования температуры электролита.
Задачей, на решение которой направлено заявляемое изобретение, является выбор оптимальных режимов обработки за счет регулирования температуры электролита и упрощение конструкции за счет использования корпуса рабочей ванны в качестве катода.
Поставленная задача достигается тем, что в установке электролитно-плазменного полирования, содержащей пневмоцилиндры, подвеску с кассетами, две рабочие ванны, ванну коррекции электролита, помпу для перекачки раствора, колонну, зажимы для крепления изделий, камеру предварительной загрузки, рассеивающий фильтр перекачки раствора, в отличие от прототипа в ванну коррекции электролита введены электронагреватель, теплообменник и датчик уровня, а корпус рабочей ванны является катодом.
Существо установки поясняется чертежом, где изображена компоновочная схема установки.
Установка содержит манипуляторы 1 и 2 с кассетами 3 и 4 для обрабатываемых изделий 5, две рабочие ванны 6 и 7, ванна коррекции электролита 8, помпа для перекачки раствора 9. Пневмо- и электроаппаратура смонтированы на колонне 10. Кассеты 3 и 4 оснащены зажимами 11 и 12 для деталей. Рабочие ванны 6 и 7 закрыты крышками 13 и 14, которые имеют окна для прохождения кассет. В рабочие ванны 6 и 7 установлен перфорированный короб 15, через который осуществляется подача электролита. В ванне коррекции электролита 8 смонтирован электронагреватель 16. Там же установлен теплообменник 17 для отвода излишнего тепла, выделяемого в процессе обработки. В конструкции ванны коррекции электролита 8 предусмотрен датчик уровня 18, который контролирует нижний допустимый уровень электролита с выдачей сигнала на приборную панель.
Устройство работает следующим образом. Работа на установке производится манипулятором 1, в приемные устройства которого устанавливаются подвески 3 и 4, оснащенные зажимами 11 и 12 для деталей. К приемным устройствам манипулятора подведен положительный полюс источника питания, который соединяется с контактами кассет при их установке.
Привод манипулятора пневматический, управление с пульта установки. Приемные устройства манипулятора имеют три фиксированных положения: верхнее - загрузочное, среднее - исходное и нижнее - рабочее, в котором производится обработка изделий.
Рабочие ванны 6 и 7 закрыты крышками 13 и 14, которые имеют окна для прохождения кассет.
Конструктивно крышки 13 и 14 выполнены таким образом, что образуют емкости предкамеры, в которых размещаются кассеты 3 и 4 с изделиями 5 в исходном положении. При этом плотно закрывают окна рабочих ванн 6 и 7. Подводка отрицательного полюса источника питания производится к неподвижным контактам, расположенным на внешних стенках рабочих ванн 6 и 7.
Для удаления вредных испарений из зоны обработки предусмотрены бортовые отсосы со встроенными фильтрами-конденсаторами. Подача электролита осуществляется через перфорированный короб 15. В процессе работы электролит переливается через внутренние стенки рабочих ванн 6 и 7 и по лотку поступает в ванну коррекции электролита 8.
Ванна коррекции электролита 8 предназначена для коррекции химического состава раствора за счет ввода составляющих, а также для поддержания оптимальной температуры раствора в рабочих ваннах 6 и 7.
Нагрев электролита осуществляется электронагревателем 16, отвод излишнего тепла, выделяемого в процессе обработки - теплообменником (охладителем) 17.
В качестве охлаждающей жидкости используется водопроводная вода.
В конструкции ванны коррекции электролита 8 предусмотрен датчик уровня 18, который контролирует нижний допустимый уровень электролита с выдачей сигнала на приборную панель.
При помощи помп для перекачки раствора 9 раствор из ванны коррекции электролита 8 нагнетается в рабочие ванны 6 и 7.
Из цеховой сети сжатый воздух подается в пневматический блок подготовки воздуха (БПВ), очищается от твердых частиц, влаги, компрессорного масла, проходит через маслораспылитель, где смешивается с распыленным маслом.
Работой пневмоцилиндров управляют через пневмораспределители, изменяя направление потока сжатого воздуха. Подавая поочередно сжатый воздух в рабочие полости первого и второго цилиндров, корпуса которых соединены с корпусами подвесок манипуляторов 1 и 2, осуществляют подъем и опускание кассет 3 и 4 с изделиями в рабочих ваннах 6 и 7, а также перемещение подвески в позиции загрузки.
Расход воздуха, а следовательно, и скорость перемещения подвесок, регулируется с помощью дросселей. Вытесненный из системы воздух, проходя через пневмораспределители, выбрасывается в атмосферу.
Итак, выбор оптимальных режимов обработки достигнут за счет регулирования температуры электролита при помощи электронагревателя 16 и теплообменника 17, а упрощение конструкции достигнуто за счет использования корпусов рабочих ванн 6 и 7 в качестве катода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2007 |
|
RU2378420C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОЛИТНО-РАЗРЯДНОЙ ОБРАБОТКИ | 2005 |
|
RU2320786C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2323279C1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ЭЛЕКТРОИМПУЛЬСНОГО ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 1993 |
|
RU2049163C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ, ИЗГОТОВЛЕННЫХ С ПРИМЕНЕНИЕМ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2015 |
|
RU2621744C2 |
| Способ обработки внутренней и внешней поверхности изделий, изготовленных аддитивным методом, и устройство, его реализующее | 2019 |
|
RU2699137C1 |
| Установка для электролитно-плазменной обработки турбинных лопаток | 2016 |
|
RU2623555C1 |
| СПОСОБ ПЛАЗМЕННО-АКУСТИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2018 |
|
RU2675612C1 |
| Устройство для обработки в электролите | 1978 |
|
SU751113A1 |
| Способ струйного электролитно-плазменного полирования металлических изделий сложного профиля и устройство для его реализации | 2016 |
|
RU2640213C1 |
Изобретение относится к электрохимической обработке металлов и может быть использовано для электролитно-плазменного удаления заусенцев и притупления острых кромок зубчатых колес. Установка содержит пневмоцилиндры, подвеску с кассетой, две рабочие ванны, ванну коррекции электролита, помпу для перекачки раствора, колонну, зажимы для крепления изделий, камеру предварительной загрузки, рассеивающий фильтр перекачки раствора, при этом в ванну коррекции электролита введены электронагреватель, теплообменник и датчик уровня, а корпус рабочей ванны является катодом. Технический результат: выбор оптимальных режимов обработки за счет регулирования температуры электролита и упрощение конструкции за счет использования корпусов рабочих ванн в качестве катода. 1 ил.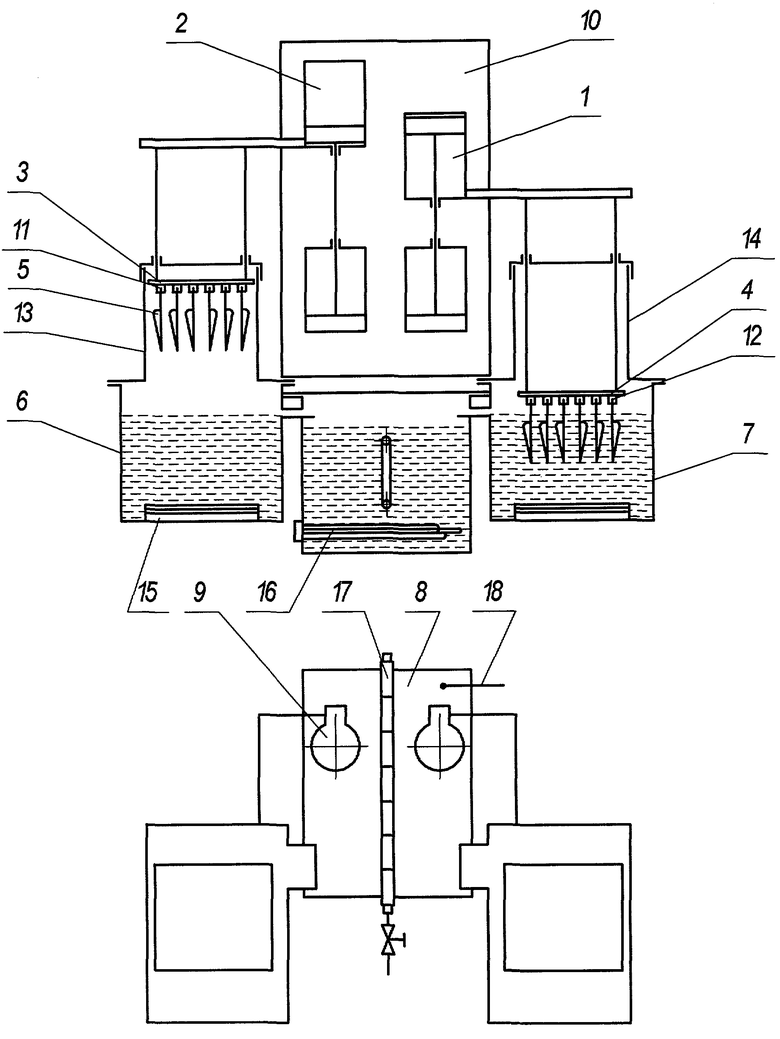
Установка электролитно-плазменного полирования, содержащая пневмоцилиндры, подвеску с кассетами, две рабочие ванны, ванну коррекции электролита, помпу для перекачки раствора, колонну, зажимы для крепления изделий, камеру предварительной загрузки, рассеивающий фильтр перекачки раствора, отличающаяся тем, что в ванну коррекции электролита введены электронагреватель, теплообменник и датчик уровня, а корпус рабочей ванны является катодом.
| Установка для электролитно-плазменной обработки | 1990 |
|
SU1715892A1 |
| Агрегат для электрохимической очистки проволоки | 1982 |
|
SU1093025A1 |
| Устройство для электролитической обработки металлических поверхностей | 1981 |
|
SU1039251A1 |

