4
4;i.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство питания для дуговой сварки | 1988 |
|
SU1574394A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Сварочный выпрямитель | 1986 |
|
SU1324789A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1997 |
|
RU2116174C1 |
| Источник сварочного тока | 1985 |
|
SU1291321A1 |
| Способ сварки плавящимся электродом с короткими замыканиями и устройство для его осуществления | 1987 |
|
SU1563917A1 |
| Источник питания для электродуговой сварки | 1984 |
|
SU1255333A1 |
| ИСТОЧНИК СВАРОЧНОГО ТОКА | 1998 |
|
RU2131338C1 |
| Система питания для многопостовой дуговой сварки | 1981 |
|
SU998036A1 |
Изобретение относится к машиностроению и предназначено для плазменной сварки алюминиевых сплавов прямоуго. ТЙны- ми импульсами тока. Цель изобретения - повышение качества сварного соединения путем улучп ения стабильности горения дуги. Устройство содержит цепь сварочной дуги, к которой подключен первый выпрямитель через первый дроссель, датчик сварочного тока и второй выпрямитель лерез второй дроссель, датчик уравнительного тока,, два суммируюш,их усилителя, интегратор, нелинейный элемент, пропорционально-интегрирующий регулятор уравнительного тока, блок задания тока, корректируюш.ий элемент и два усилителя-формирователя. Блок задания тока задает величину уравнительного тока, амплитуду сварочного тока, которая устанавливается раздельно для каждой полярност.и, и время горения дуги на прямой и обратной полярности. ,ие усилители, интегратор и нелинейный элемент 13 образуют г;ропорциона.пь- но-интегрирующий регулятор сзарочногс тока, компенсирующий нелинейные свойства дуги. При изменении поляркости напряжения на выходе блока задания тпка од1-:;; из выпрямителей переходит s инверторнык режим, а другой - в выпрямительный. Устройство позволяет формировать прямоугольный двухполярный сварочный ток без пауз при перемене поляркости. 1 ил. (
00
00 Ю
Изобретение относится к сварочной технике и предназначено для плазменной сварки алюминиевых сплавов прямоугольными двух- полярными импульсами тока.
Цель изобретения - повышение качества сварных соединений путем улучшения устойчивости горения дуги.
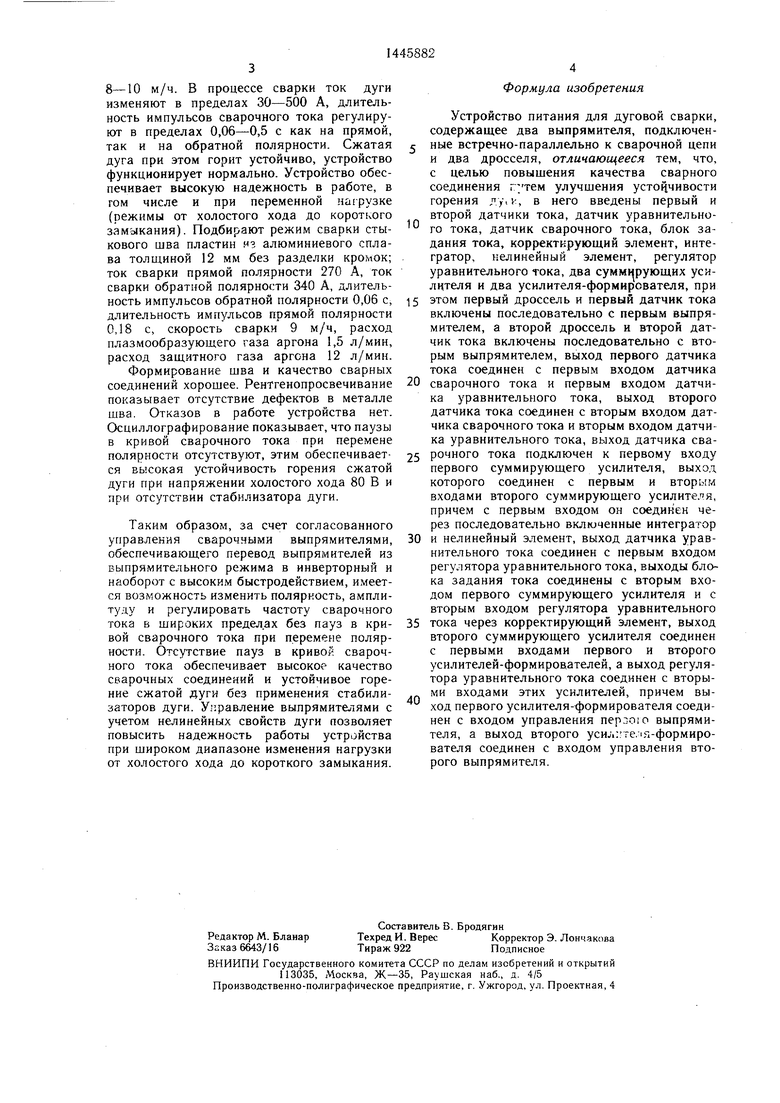
На чертеже представлена структурная схема устройства.
Устройство питания для сварочной дуги прямоугольными импульсами тока содержит цепь сварочной дуги 1, к которой подключен первый выпрямитель 2 через первый дроссель 3 и первый датчик 4 тока, второй выпрямитель 5 через второй дроссель 6 и второй датчик 7 тока.
Выход первого датчика 4 .а соединен с первым входом датчика 8 свароч- :юго тока и первым входом датчика 9 урав- 1ительного тока.
Выход второго датчика 7 тока соединен . вторыми входами датчиков сварочного (Ока 8 и уравнительного тока 9. Выход датчика 8 сварочного тока подключен к первому входу первого суммируюп1его усилителя 10, выход которого соединен с первым и вторым входами второго суммирующего усилителя 11, причем с первым вхо- лом- соединен через последовательно соединенные интегратор 12 и нелинейный элемент 13. Выход датчика 9 уравни-. сльного гока соединен с первым входом пропорционально-интегрирующего регулятора 14 уравнительного тока. Выходы блока 15 задания тока соединены с вторым входом суммирующего усилителя 10 и с вторым Вчодом регулятора 14 уравнительного тока через коррегТ Шующий элемент 16. Выход суммирующего усилителя И соединен с первыми входами усилителей-формирователей 17 и 1C, а выход регулятора 14 уравнительного тока соединен с вторыми выходами этих усилителей. Выход суммирующего усилителя-формирователя 17 соединен с входом управления первого выпрямителя 2, а выход усилителя-формирователя 18 соединен с входом управления второго выпрямителя 5.
Устройство питания для сварочной дуги прямоугольными импульсами тока работает следующим образом.
При пуске блок 15 задания тока формирует сигнал задания уравнительного тока. Регулятор 14 уравнительного тока поддерживает уравнительный ток, протекающий по цепи первый выпрямитель 2, первый дроссель 3, первый датчик 4 тока, второй вы |рямитель 5, второй дроссель б, второй датчик 7 тока, на таком уровне, что первый и второй 5 выпрямители не попа- :;ают в зону прерывистых токов. Благодаря этому обеспечивается высокая степень линейности характеристик источника. Одноврел:о.;{но при пуске блока 15 задания тока формируется сигнал задания сварочного тока, поступающий на вход первого суммирующего усилителя 10. Сигналы с первого 4 и второго 7 датчиков тока поступают на входы датчиков сварочного тока 8 и уравнительного тока 9. Сигнал, пропорциональный сварочному току, с выхода датчика 8 сварочного тока поступает на первый вход первого суммирующего усилителя 10 и является обратной связью
0 по сварочному току. С выхода первого суммирующего усилителя 10 напряжение, пропорциональное разнице заданного и текущего значений сварочного тока, поступает на второй суммирующий усилитель 11 и ин2 тегратор 12. С выхода последнего сигнал через нелинейный элемент 13 поступает на второй вход второго суммирующего усилителя 11. Суммирующие усилители 10 и И и интегратор 12 образуют пропорционально-интегрирующий регулятор сварочного то0 ка. Нелинейный элемент 13 компенсирует нелинейные свойства дуги. На выходе второго суммирующего усилителя 11 формируется напряжение управления выпрямителями 2 или 5 в зависимости от полярности пряжения задания. Сигнал, пропорциональный уравнительному току, поступает с датчика 9 у:.авнительного тока на вход пропорционально-интегрального регулятора 14 уравнительного тока и является обратной связью по уравнительному току. На выходе
0 регулятора 14 уравнительного тока формируется напряжение управления выпрямителями, обеспечивающее постоянство уравнительного тока при изменениях сварочного тока. Корректирующий элемент 16 компенсирует возмущения, возникающие при изме5 нении полярности сварочного тока.
Напряжения управления поступают на усилители-формирователи 17 и 18 с второго суммирующего усилителя 11 и с регулятора 14 уравнительного тока.
В зависимости от полярности напряже кия управления, поступающего с второго суммирующего усилителя 11, один из выпрямителей работает в выпрямительном режиме, а второй - в инверторном. При из- .менении полярности задания с блока 15
5 задания тока меняется полярность напряжения ча выходе второго суммирующего усили еля 11 и первый выпрямитель переходит в инверторный режим, а второй - в выпрямительный. При этом сварочный ток меняет направление без пауз при пере0 мене полярности. Блок 15 задания тока задает амплитуду сварочного тока, которая устанавливается раздельно для каждой полярности, и время горения дуги на прямой и обратной полярностях.
5 При испытании на пластинах из сплава АМГ-6 толщиной 16 мм возбуждают сжатую дугу и перемещают со скоростью
8-10 м/ч. В процессе сварки ток дуги изменяют в пределах 30-500 А, длительность импульсов сварочного тока регулируют в пределах 0,06-0,5 с как на прямой, так и на обратной полярности. Сжатая дуга при этом горит устойчиво, устройство функционирует нормально. Устройство обеспечивает высокую надежность в работе, в гом числе и при переменной нагрузке (режимы от холостого хода до короткого замыкания). Подбирают режим сварки стыкового шва пластин из алюминиевого сплава толщиной 12 мм без разделки кромок; ток сварки прямой полярности 270 А, ток сварки обратной полярности 340 А, длительность импульсов обратной полярности 0,06 с, длительность импульсов прямой полярности 0,18 с, скорость сварки 9 м/ч, расход плазмообразующего газа аргона 1,5 л/мин, расход защитного газа аргона 12 л/мин. Формирование шва и качество сварных соединений хорошее. Рентгенопросвечивание показывает отсутствие дефектов в металле шва. Отказов в работе устройства нет. Осциллографирование показывает, что паузы в кривой сварочного тока при перемене полярности отсутствуют, этим обеспечивается высокая устойчивость горения сжатой дуги при напряжении холостого хода 80 В и при отсутствии стабилизатора дуги.
Таким образо,, за счет согласованного управления сварочными выпрямителями, обеспечивающего перевод выпрямителей из выпрямительного режима в инверторный и наоборот с высоким быстродействием, имеется возможность изменить полярность, ампли- ту.т,у и регулировать частоту сварочного тока в широких пределах без пауз в кривой сварочного тока при перемене полярности. Отсутствие пауз в кривой сварочного тока обеспечивает высокое качество сварочных соединений и устойчивое горение сжатой дуги без применения стабилизаторов дуги. У|фавление выпрямителями с учетом нелинейных свойств дуги позволяет повысить надежность работы устройства при широком диапазоне изменения нагрузки от холостого хода до короткого замыкания.
0
Формула изобретения
Устройство питания для дуговой сварки, содержащее два выпрямителя, подключенные встречно-параллельно к сварочной цепи и два дросселя, отличающееся тем, что, с целью повышения качества сварного соединения путем улучшения устойчивости горения ЛуЧУ , в него введены первый и второй датчики тока, датчик уравнительного тока, датчик сварочного тока, блок задания тока, корректирующий элемент, интегратор, нелинейный элемент, регулятор уравнительного тока, два суммирующих усилителя и два усилителя-формирователя, при
5 этом первый дроссель и первый датчик тока включены последовательно с первым выпрямителем, а второй дроссель и второй датчик тока включены последовательно с вторым выпрямителем, выход первого датчика тока соединен с первым входом датчика
0 сварочного тока и первым входом датчика уравнительного тока, выход второго датчика тока соединен с вторым входом датчика сварочного тока и вторым входом датчика уравнительного тока, выход датчика сва5 рочного тока подключен к первому входу первого суммирующего усилителя, выхо.а которого соединен с первым и вторым входами второго суммирующего усилите.пя, причем с первым входом он соединен через последовательно включенные интегратор
0 и нелинейный элемент, выход датчика уравнительного тока соединен с первым входом регулятора уравнительного тока, выходы блока задания тока соединены с вторым входом первого суммирующего усилителя и с вторым входом регулятора уравнительного
5 тока через корректирующий элемент, выход второго суммирующего усилителя соединен с первыми входами первого и второго усилителей-формирователей, а выход регулятора уравнительного тока соединен с вторыми входами этих усилителей, причем выход первого усилителя-формирователя соединен с входом управления перзою выпрямителя, а выход второго усш.;;те.-1Я-формиро- вателя соединен с входом управления второго выпрямителя.
0
| Чиженко И | |||
| М., Руденко В | |||
| С., Сень- ко В | |||
| И | |||
| Основы преобразовательной техники | |||
| - М.: Высшая школа, 1974 | |||
| с | |||
| АППАРАТ ДЛЯ ОБОГАЩЕНИЯ РУД ПО МЕТОДУ ВСПЛЫВАНИЯ | 1915 |
|
SU279A1 |
