1
(21)4409574/25-27
(22)14.04.88
(46) 30.06.90. Бюл. № 24
(71)Центральный научно-исследовательский институт металлургии и материалов и Уральский политехнический институт им. С.М.Кирова
(72)А.М.Вейнгер, И.М.Серый, Ю.Г.Си- луков, А.А.Вишневский, Н.Г.Силукова, В.В.Громов и Д.Д.Остров
(53)621.791.754.037(088.8)
(56)Авторское свидетельство СССР № 1445882, кл. В 23 К 9/10, 1987.
(54)УСТРОЙСТВО ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ
(57)Изобретение относится к сварочному производству и предназначено для сварки неплавящимся электродом в среде защитных газов, а именно для плазменной сварки алюминиевых сплавов прямоугольными импульсами тока. Цель изобретения - повышение устойчивости горения дуги, расширение диапазона регулирования амплитуды и частоты сварочного тока. Устройство содержит в сварочной цепи два выпрямителя, два дросселя и два датчика тока. Блок управления включает датчик сварочного тока, датчик уравнительного тока,
два усилителя-формирователя, два интегратора, два суммирующих усилителя,
два блока нелинейности, два дифференцирующих звена,.нелинейный элемент, два инвертирующих .усилителя
и блок задания. Блок задания устанавливает время горения дуги на прямой и обратной полярностях и амплитуду сварочного тока раздельно для каждой
полярности. На выходе первого интегратора формируется сигнал, позволяющий поддерживать заданное значение уравнительного тока, а на выходе второго интегратора - сигнал, обеспечивающий поддержание заданного значения сварочного тока; Блоки нелинейности формируют сигналы, пропорциональные потокосцеплению первого и второго дросселей, и компенсируют изменение индуктивности дросселей от величины протекающих через них токов. Нелинейный элемент компенсирует нелинейные свойства дуги. Усилители-формирователи вырабатывают напряжения управления выпрямителями. Устройство позволяет уменьшить габариты силовых дросселей путем автоматической компенсации изменения их индуктивности от величины сварочного тока. 1 ил.
SS
(Л
оо ео
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство питания для дуговой сварки | 1987 |
|
SU1445882A1 |
| Частотнорегулируемый асинхронный электропривод | 1981 |
|
SU1078568A2 |
| Электропривод | 1986 |
|
SU1372580A1 |
| Источник питания для импульсно-дуговой сварки | 1965 |
|
SU469223A1 |
| Частотно-регулируемый электропривод | 1989 |
|
SU1798884A1 |
| Устройство для дуговой сварки | 1987 |
|
SU1445881A1 |
| ИСТОЧНИК СВАРОЧНОГО ТОКА | 1998 |
|
RU2131338C1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1981 |
|
SU988486A1 |
| Автоматический регулятор режима роликовой сварки | 1986 |
|
SU1377173A1 |
| Электропривод переменного тока | 1985 |
|
SU1314428A1 |
Изобретение относится к сварочному производству и предназначено для сварки неплавящимся электродом в среде защитных газов, а именно для плазменной сварки алюминиевых сплавов прямоугольными импульсами тока. Цель изобретения - повышение устойчивости горения дуги, расширение диапазона регулирования амплитуды и частоты сварочного тока. Устройство содержит в сварочной цепи два выпрямителя, два дросселя и два датчика тока. Блок управления включает датчик сварочного тока, датчик уравнительного тока, два усилителя-формирователя, два интегратора, два суммирующих усилителя, два блока нелинейности, два дифференцирующих звена, нелинейный элемент, два инвертирующих усилителя и блок задания. Блок задания устанавливает время горения дуги на прямой и обратной полярности и амплитуду сварочного тока раздельно для каждой полярности. На выходе первого интегратора формируется сигнал, позволяющий поддерживать заданное значение уравнительного тока, а на выходе второго интегратора - сигнал, обеспечивающий поддержание заданного значения сварочного тока. Блоки нелинейности формируют сигналы, пропорциональные потокосцеплению первого и второго дросселей, и компенсируют изменение индуктивности дросселей от величины протекающих через них токов. Нелинейный элемент компенсирует нелинейные свойства дуги. Усилители-формирователи вырабатывают напряжения управления выпрямителями. Устройство позволяет уменьшить габариты силовых дросселей путем автоматической компенсации изменения их индуктивности от величины сварочного тока. 1 ил.
Изобретение относится к сварочному производству и предназначено в качестве источника питания для дуговой и плазменной сварки прямоугольными импульсами тока.
Цель изобретения - повышение устойчивости горения дуги, расширение
диапазона регулирования амплитуды и частоты сварочного тлкл.
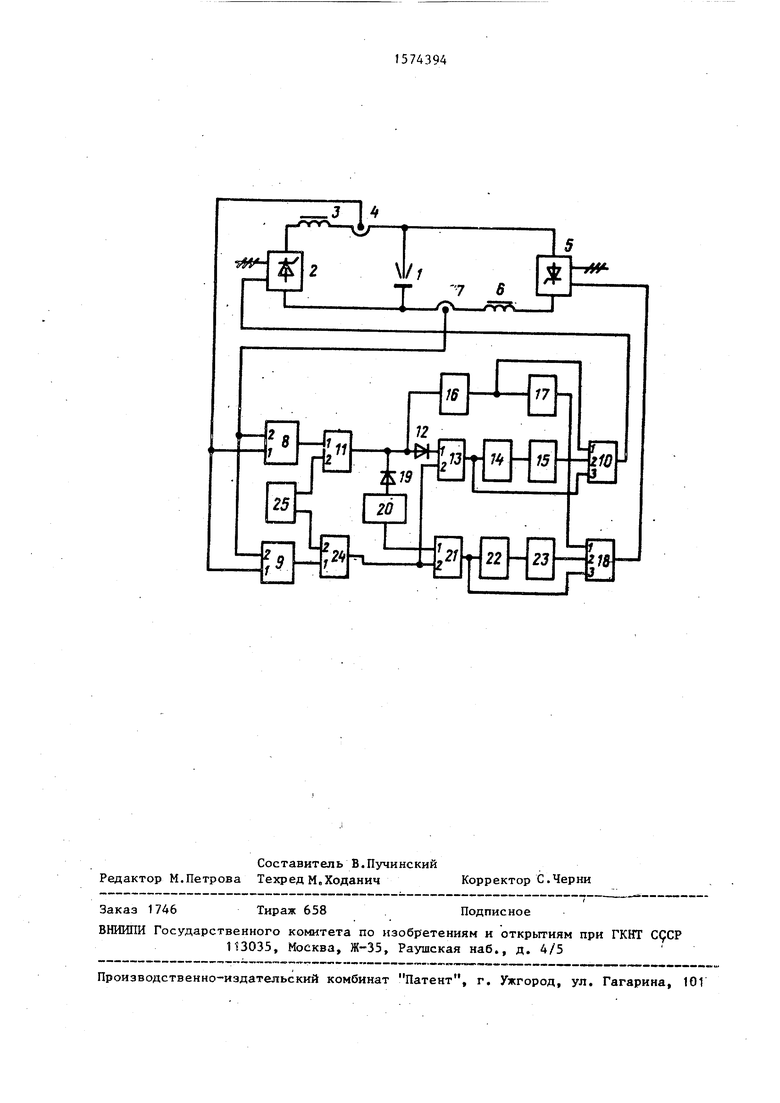
На чертеже представ KJH i функциональная схема ус троне n-j .
Устройство питанпч л.мя дуговой сварки содержит цепь i с парочкой дуги, к которой подключены первый выкяЬ
прямнтель 2 через первый дроссель 3 и первый датчик 4 тока, второй выпрямитель 5 через второй дроссель 6 и второй датчик 7 тока. Выход первого датчика 4 тока соединен с первым входом датчика 8 сварочного тока ц с первым входом датчика 9 уравнительного тока. Выход второго датчика 7 тока соединен с вторым входом датчика 8 сварочного тока и вторым входом датчика 9 уравнительного тока Выход датчика 8 сварочного тока подключен к второму входу первого усилителя-формирователя 10 через последовательно соединенные первые интегратор 11, диод 12, суммирующий усилитель 13, блок 14 нелинейности и. дифференцирующее звено 15. Выход суммирующего усилителя 13 соединен с третьим входом первого усилителя-формирователя 10. Выход нелинейного элемента 16 соединен с первым входом первого усилителя-формирователя 10 и через первый инвертирующий усилитель 17 с первым входом второго усилителя-формирователя 18. Выход интегратора 11 подключен к второму входу второго усилителя-формирователя 1 через последовательно соединеннные вторые диод 19, инвертирующий усилитель 20, суммирующий усилитель 21, блок 22 нелинейности и дифференцирующее звено 23. Выход второго суммирующего усилителя 21 соединен с третьим входом второго усилителя-формирователя 18. Выход датчика 9 уравнительного тока соединен с вторыми входами первого 13 и второго 21 суммирующих усилителей через второй интегратор 24. Выходы блока 25 задания соединены с вторыми входами первого 11 и второго 24 интеграторов. Устройство питания для дуговой сварки работает следующим образом.
Блок 25 задания задает время горения дуги на прямой и обратной полярностях и амплитуду сварочного ток которая устанавливается раздельно для каждой полярности. При пуске в блоке 25 задания формируется сигнал задания уравнительного тока, который поступает на второй вход второго интегратора 24, на первый вход которого поступает сигнал с датчика 9 уравнительного тока, пропорциональный текущему значению уравнительного тока, осуществляющий обратную связь по уравнительному току. При этом на вы0
5
0
5
0
5
0
5
0
5
ходе второго интегратора 24 формируется управляющий сигнал, позволяющий поддерживать заданное значение уравнительного тока, протекающего по цепи: первый выпрямитель 2, первый дроссель 3, первый датчик 4 тока, второй выпрямитель 5, второй дроссель 6, второй датчик 7 тока, что обеспечивает работу выпрямителей 2 и 5 в зоне непрерывных токов. Одновременно при пуске в блоке 25 задания формируется сигнал задания сварочного тока, поступающий на второй вход первого интегратора 11, на первый вход которого поступает сигнал с датчика 8 сварочного тока, пропорциональный текущему значению сварочного тока, осуществляющий обратную связь по сварочному току. При этом на выходе первого интегратора 11 формируется управляющий сигнал, обуславливающий поддержание заданного значения сварочного, тока. С выхода первого интегратора 11 управляющий сигнал поступает в зависимости от его полярности на первый вход первого суммирующего усилителя 13 или на первый вход второго суммирующего усилителя 21. На вторые входы суммирующих усилителей 13 и 21 поступает управляющий сигнал с выхода второго i интегратора 24. На выходе первого суммирующего усилителя 13 формируется сигнал, пропорциональный току первого выпрямителя 2, и поступает на вход первого блока 14 нелинейности и третий вход первого усилителя-формирователя 10. На выходе первого блока 14 нелинейности формируется сигнал, пропорциональный потокосцеплению первого дросселя 3, компенсирующий изменение индуктивности первого дросселя 3 в зависимости от величины проходящего через него тока. Этот сигнал поступает через первое дифференцирующее звено 15 на второй вход первого усилителя-формирователя 10. На выходе второго суммирующего усилителя 21 формируется сигнал, пропорциональный току выпрямителя 5, и поступает на вход второго блока 22 нелинейности и третий вход второго усилителя-формирователя 18. На выходе второго блока 22 нелинейности формируется сигнал, пропорциональный потокосцеплению второго дросселя 6, компенсирующий изменение индуктивности второго селя 6 в зависимости от величины проходящего через него тока. Этот сигнал
поступает через второе дифференцирующее звено 23 на второй вход второго усилителя-формирователя 18. Кроме того, управляющий сигнал с выхода первого интегратора 11 поступает на вход первого нелинейного элемента 16 компенсирующего нелинейные свойства сварочной дуги. Сигнал с выхода первого нелинейного элемента 16 поступает на первый вход первого усилителя-формирователя 10 и через первый инвертирующий усилитель 17 на первый вход первого усилителя-формирователя 18„ На выходе первого усилителя-формирователя 10 формируется напряжение управления первым выпрямителем 2, а на выходе второго усилителя-формирователя 18 - напряжение управления вторым выпрямителем 5.
В зависимости от полярности сигнала задания сварочного тока, поступающего с блока 25 задания, один из выпрямителей работает в выпрямительном режиме, а другой - в ин- верторноМс При изменении полярности задающего сигнала на выходе блока 25 задания первый выпрямитель 2 переходит в инверторный режим, а второй выпрямитель 5 - в режим выпрямления. При этом сварочный ток изменяет направление, причем смена полярности происходит с максимальным быстродействием.
Первый датчик 4 тока измеряет ток протекающий через первый выпрямител 2, а второй датчик 7 тока изм-еряет ток, протекающий через второй выпрямитель 5. Допустим, что первый выпрямитель 2 работает в выпрямительном режиме, а второй выпрямитель 7 Тогда сигнал с пер- тока равен it ic+iy,
- уравните сигнал с второго датчика
в инверторном. вого датчика 4 где ifc - ток сварки, i,,
. Таким образом, чтобы
необходимо выныи ток, тока . получить ток сварки, полнить условие
i е i, - 12. (1)
Датчик 8 сварочного тока осуществляет вычитание сигналов с датчиков 4 и 7 тока, при этом разность дает сигнал, пропорциональный текущему сварочному току.
Чтобы получить значение уравнительного тока, необходимо выбрать наименьшее значение из величин сигналов с датчиков 4 и 7 тока, т.е.
5
0
датчик 9 уравнительного тока произ-. водит выбор наименьшего значения из вепичин сигналов с датчиков 4 и 7 тока. Таким образом, выходной сигнал датчика 9 уравнительного тока равен текущему значению уравнительного тока. Блок 25 задания представляет собой генератор прямоугольных импульсов
0 с регулируемым коэффициентом заполнения и усилитель с раздельным усиле-1 нием сигнала положительной и отрицательной полярностей. Время горения дуги на прямой и обратной полярностях регулируется коэффициентом заполнения в генераторе, а амплитуда тока - изменением коэффициента усиления усилителя.
В качестве нелинейных блоков 14 и 22 использованы функциональные преобразователи ПФ-1АИ системы аналоговых регуляторов УБСР-АИ. Преобразователь ПФ-1АН служит для воспроизведения различных нелинейных зависимос5 тей на выходе в функции сигнала напряжения постоянного тока на входе, и не может иметь временных диаграмм. Благодаря наличию перекрестных связей Е устройстве и параметров датчи0 ка 8 сварочного тока, интеграторов 11 и 24 на выходе первого суммирующего усилителя 13 получается сигнал, пропорциональный току первого выпрямителя 2, а на выходе второго суммирующего усилителя 21 - сигнал, пропорциональный току второго выпрямителя 5. Параметры датчиков, интеграторов н суммирующих усилителей выбраны такими, чтобы сигналы с них были в одном масштабе. Тогда сигнал на выходе первого суммирующего усилителя 13 определяют из зависимости
v+U,V,(2)
напряжение, пропорциональное току первого выпрямителя 2;
напряжение, пропорциональное уравнительному току; напряжение, пропорциональное сварочному току положительной полярности, на выходе второго суммирую- 21 определяют из за5
0
5
0
,
где U,
U- +
Сигнал
щегс усилителя висимости
U
t.
и,-..
(3)
где U- - напряжение, пропорцивналь- 1 ное току второго выпряхк- теля 5;
напряжение, пропорциональное сварочному току отрицательной полярности. Известна также зависимость для катушки индуктивности (дросселя)
V L-i,
где ц - потокосцепление; L - индуктивностьJ i - ток. Таким образом, подавая на вход блока 14 (22) нелинейности сигнал, пропорциональный току, протекающему через дроссель, на выходе полу- чают значение потокосцепления в определенном масштабе. Характер зависимости нелинейного блока 14 (22) U ВЬ(Х f (Uex ) соответствует кривой намагничивания дросселя 3 (6) в сварочной цепи (т.е. изменению индуктивности). Иначе говоря, сигнал с блока 14 (22) нелинейности имеет коэффициент передачи сигнала в зависимости от индуктивности дросселя,
Таким образом, путем автоматического изменения коэффициента передачи регулятора устройство компенсирует изменение индуктивности дроссе- ля в сварочной цепи.
Формула изобретения
Устройство питания для дуговой сварки, содержащее последовательно соединенные первые выпрямитель, датч тока, дроссель и последовательно соединенные вторые выпрямитель, датчик тока, дроссель, подключенные встреч- но-параллельно к сварочной цепи, датчики сварочного и уравнительного тока первые входы которых подключены к первому датчику тока, а вторые вхо
ды - к второму датчику тока, блок задания, два суммирующих усилителя,
0
0
j 5
0
о
5
45
последовательно соединенные первый интегратор и нелинейный элемент, первый и второй усилители-формирователи, выходы которых соединены с управляющими входами соответственно первого и второго выпрямителей, отличающееся тем, что, с целью повышения устойчивости горения дуги и расширения диапазона регулирования амплитуды и частоты сварочного тока, снабжено вторым интегратором, первым и вторым блоками нелинейности, первым и вторым дифференцирующими звеньями, первым и вторым инвертирующими усилителями, первым и вторым диодами, причем выход датчика сварочного тока подключен к второму входу первого усилителя-фЬрмирователя через последовательно соединенные первые интегратор, диод, суммирующий усилитель, блок нелинейности и , дифференцирующее звено, выход первого суммирующего усилителя соединен с третьим входом первого усилителя-Формирователя, выход первого нелинейного элемента соединен с первым входом первого усилителя-формирователя и через первый инвертирующий усилитель с первым входом второго усилителя- формирователя, выход первого интегратора подключен к второму входу второго усилителя-формирователя через последовательно соединенные вторые диод, инвертирующий усилитель, сум мирующий усилитель, блок нелинейности, дифференцирующее звено, выход второго суммирующего усилителя соединен с третьим входом второго усилителя-формирователя, выход датчика уравнительного тока соединен с вторыми входами первого и второго суммирующих усилителей через второй интегратор, а выходы блока задания соединены с вторыми входами первого и второго интеграторов.
