Од
Од
Изобретение относится к электролитическому получению алюминия и может быть использовано при монтаже катодных устройств алюминиевых элект ролизеров.
: Цель изобретения - снижение энергетических затрат при работе электролизера за счет уменьшения контактного электросопротивления между стерж- нем и блоком.
Пример 1. Стальной токопод- водяЕЩЙ стержень сечением 145x230 мм устанавливают в трапециевидный паз углеродистого блока сечением 255-
265x145 мм с зазором мелсду дном паза и стержнем 15 мм, В зазор между блоком и стержнем заливают при 1200 С чугун, содержащий, %: углерод 3,5; 1фемний 3,0} фосфор 1,0; марганец не более 0,9, в количестве 9% от массы общей заливки, обеспечиванщей заполнение зазора на высоту 3,6 a4. После охлаждения катодной секоди до 150°С оставшийся объем зазора
заливают чугуном с температурой , превышающей температуру заливки первой стадйи на 100°С. Остывшую катодную секдаю осматривают на предмет наличия трепщн в блоках,
а затем измеряют электрическое сопротивление контакта стержень - блок После этого нодовую секцию демонтирую и обследуют на предмет выявления со- стояшет (плостности) данного контак- та путем отбора образцов.
Пример 2. Монтаж подовой сек1|ии осуществляют аналогично примеру 1, но температура чугуна во второй стадаи 1370 С и превшвекие со- ставляет 170°С, высота заполнения зазора в первой стадаш 5,3 мм или 0,35 расстояния между гсч изонтальной поверхностью паза блока и стержнем, тв1в1 атура подовой секщи, охлажден ной после первой стадии заполнения зазора,170 С.
Пример 3. Монтаж подовой секции осуществляют аналогично при- меру 1, но температура чугуна во второй стадии или превышение составляет , высота заполнения зазора в первой стадии 7,5 мм или 0,5 расстояния между горизонтально.й по- верхностью паза блока и стержнем, температура подовой секции, охлажденной после первой стадии заполнения зазора, .
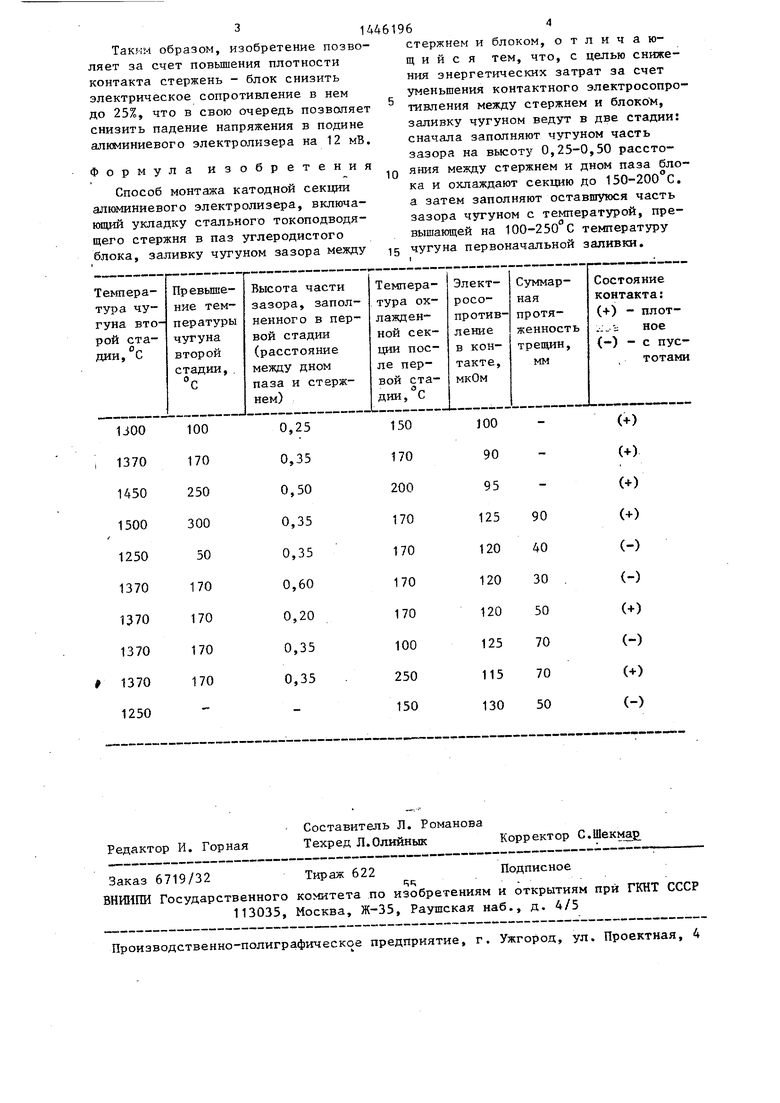
Результаты представлены в таблице
Из таблицы видно, что электрическое сопротивление в контакте стержен блок снижается на 25% при разнице температзФ чугунной заливки в первой и второй стадиях заполнения зазора между стержнем и блоком 100-250 С. Кроме того, установлено, что увеличение высоты заполняемой части зазора в первой стадии заливки более 0,5 расстояния между дном паза и стержнем и уменьшение температуры чугуна во второй стадии, превышанщей температуру чугуна первой стадии менее чем на 100 С, не обеспечивают получение плотного контакта в первом из-за турбулентности потока расплавленного чугуна при заполнении зазора во второй стадиИ; во втором - в результате снижения жидкотекучести чугуна, а уменьшение высоты заполняемой части зазора в первой стадии менее 0,25 и увеличение температуры более чем на 250 С ведет к образованию трещин в блоке КЗ-за его перегрева.
Заполнение зазора; между стальным токоподводящим стержнем и углеродистым блоком в две стадии; первоначально путем заполнения чугуном, нагре- тым до , только части зазора, заключенного между дном паза блока, и стержнем, а затем после охлаждения катодной секции до 150-200 С остальной части зазора чугз ном, нагретым на 100-250 С выше температуры чугуна, залитого в первой стадии, обеспечивает за счет повьш1ения жидкотекучести чугуна создание более плотного контакта между стержнем и блоком. Причем повышение температуры чугуна во второй стадии заливки становится возможньм благодаря частичному заполнению зазора и последующему охлаждению катодной секции в первой стадии, так как э1 о позволяет осуществить подготовку к второй стадии заполнения зазора, связанной с дополнительным приходом тепла перегретого чугуна. При этом не происходит перегрева катодной секции, что ведет к предотвращению образования трещин в углеродистом блоке
С осуществлением двух стадий заполнения зазора между стержнем и блоком устраняется также операция по специальному подогреву катодной секции перед заливкой в зазор чугуна.
образом, изобретение позволяет за счет повьшения плотности контакта стержень - блок снизить электрическое сопротивление в нем до 25%, что в свою очередь позволяет снизить падение напряжения в подине алюминиевого электролизера на 12 мВ.
Формула изобретения
Способ монтажа катодной секции алюминиевого электролизера, включающий укладку стального токоподводя- щего стержня в паз углеродистого блока, заливку чугуном зазора между
стержнем и блоком, о т л и ч а ю- щ и и с я тем, что, с целью снижения энергетических затрат за счет уменьшения контактного электросопротивления между стержнем и блоко м, заливку чугуном ведут в две стадии; сначала заполняют чугуном часть зазора на высоту 0,25-0,50 расстояния между стержнем и дном паза блока и охлаждают секцию до 150-200 С. а затем заполняют оставшуюся часть зазора 45 туном с температурой, превышающей на 100-250 С температуру чугуна первоначальной заливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2090659C1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1999 |
|
RU2179201C2 |
| Подовая секция алюминиевого электролизера | 1987 |
|
SU1475987A1 |
| Способ монтажа подины алюминиевого электролизера | 1990 |
|
SU1770452A1 |
| Способ монтажа подовой секции алюминиевого электролизера | 1987 |
|
SU1442563A1 |
| Подовая секция алюминиевого электролизера | 1986 |
|
SU1406217A1 |
| СПОСОБ МОНТАЖА ПОДОВОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082827C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1991 |
|
RU2037566C1 |
| СПОСОБ МОНТАЖА КАТОДНОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2270889C2 |
| Способ монтажа подовой секции алюминиевого электролизера | 1988 |
|
SU1569354A1 |
Изобретение относится к электролитическому получению алюминия и может быть использовано при монтаже катодных устройств алюминиевых электролизеров. Целью изобретения является снижение энергетических затрат при работе электролизера за счет уменьшения контактного электросопротивления между стержнем и блоком. Заполнение зазора чугуном между стальным токоподводящим стержнем и углеродистым блоком в две стадии при температуре чугуна во второй стадии выше обычной позволяет снизить падение напряжения в подине алюминиевого электролизера. 1 табл. с $
| Производство алюминия | |||
| Справочник металлурга по цветным металлам.- Металлургия, 1971, с | |||
| Вагонетка для кабельной висячей дороги, переносной радиально вокруг центральной опоры | 1920 |
|
SU243A1 |
