Изобретение относится к измерительной технике и может быть использовано для измерения длины проводов, кабелей, корделей и т.п. в процессе их изготовления или перемотки.
Цель изобретения - повышение точности измерения за счет компенсации ошибки, обусловленной неровностью поверхности изделия.
На чертеже представлена структурная схема устройства.
Устройс гво содержит мерный ролик 1, датчик 2 угла поворота мерного ролика, счетчик 3 импульсов, механизм 4 перемещения мерного ролика в напра Ленин, перпендикулярном двикенио изделия, прижимные ролики 5, измеритель 6 диаметра, узел 7 дифференцирования, измеритель 8 дисперсии, узел 9 преобразования и регулятор 10,
Взаимное расположение мерного и прижимных роликов обеспечивает изгиб изделия по дуге, вследствие чего мерный ролик обкатьюает вогнутую по- верхность. При этом возникает погрешность измерения, обусловленная тем, что длина, измеренная по вогнутой поверхности, меньше истинной длины по оси изделия, что обеспечивает компен сацию погрешности, обусловленной неровностью обкатьшаемой поверхности. С учетом случайного характера неровности обкатьюаемой поверхности мерны ролик вьтолнен перемещаемым посредст вом механизма перемещения его в вертикальной плоскости для обеспечения требуемого изгиба изделия. Величина перемещения мерного ролика пропорциональна значению дисперсии первой производной величины диаметра изделия по его длине.
При D(x) - профилограмма диаметра изделия, выражение, определяющее длину, измеренную мерным роликом, обкатывающим поверхность изделия, имеет ввде
Выполнив предельный переход при ilx - О и п , получим математическое ожидание относительной погрешности измерения, обусловленной неровностью поверхности изделия
с, (0),
(3)
где К (О) - вторая производная по
длине кабеля автокорреляционной функции диаметра изделия. Учитьшая, что
КЧО) -Dj)f(x, , (4)
где D .«(„. - дисперсия производной
диаметра изделия, выражение (3) примет вид
1
D
I г (х)
(5)
При изгибе изделия, в месте касания мерного р0лика относительная погрешность измерения за счет изгиба равна
f
D
2 n
(6)
где R - радиус кривизны изделия в
месте касания.
Приравнивая выражение (5) и (6), получим
R
D
D (X1
(7)
Следовательно, кривизна изделия равна
R K,Dj,, ,
(8)
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления изгибно-растяжным агрегатом | 1981 |
|
SU998526A1 |
| Устройство управления изгибно-растяжным агрегатом | 1981 |
|
SU984530A1 |
| Измеритель натяжения обрабатываемого материала | 1976 |
|
SU657284A1 |
| Устройство для измерения толщины проката | 1983 |
|
SU1100021A1 |
| Оптико-электронный измеритель вибраций | 1989 |
|
SU1774165A2 |
| Устройство для контроля вязкости полимера в процессе экструзии | 1989 |
|
SU1712832A1 |
| СПОСОБ ИЗМЕРЕНИЙ ГОРИЗОНТАЛЬНЫХ НЕРОВНОСТЕЙ (РИХТОВКИ) И КРИВИЗНЫ В ПЛАНЕ РЕЛЬСОВЫХ НИТЕЙ | 2004 |
|
RU2276216C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ РЕЖУЩЕГО ИНСТРУМЕНТА ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ НА СТАНКЕ | 2010 |
|
RU2432233C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МАССЫ В НЕВЕСОМОСТИ | 2002 |
|
RU2207520C1 |
| СПОСОБ ФОРМИРОВАНИЯ БАРОИНЕРЦИАЛЬНОЙ ВЫСОТЫ И ВЕРТИКАЛЬНОЙ СКОРОСТИ | 2019 |
|
RU2713583C1 |
Изобретение относится к измерительной технике. Цель - повьшение точности за счет компенсации ошибки, обусловленной неровностью поверхности изделия. Сигнал, пропорциональный диаметру изделия, поступает с измерителя 6 диаметра на узел 7 дифференцирования. Сигнал с выхода узла 7, пропорциональный первой производной входного сигнала, поступает на вход измерителя 8 дисперсии, выходной сигнал которого, пропорциональный величине ошибки измерения, преобразуется узлом 9 преобразования и поступает на регулятор 10. Выходной сигнал регулятора 10 является управляющим для механизма 4 перемещения мерного ролика в направлении, перпендикулярном движению изделия. Это перемещение обеспечивает требуемую кривизну изделия в соответствии с цепью компенсации погрешности измерения. 1 ил. (Л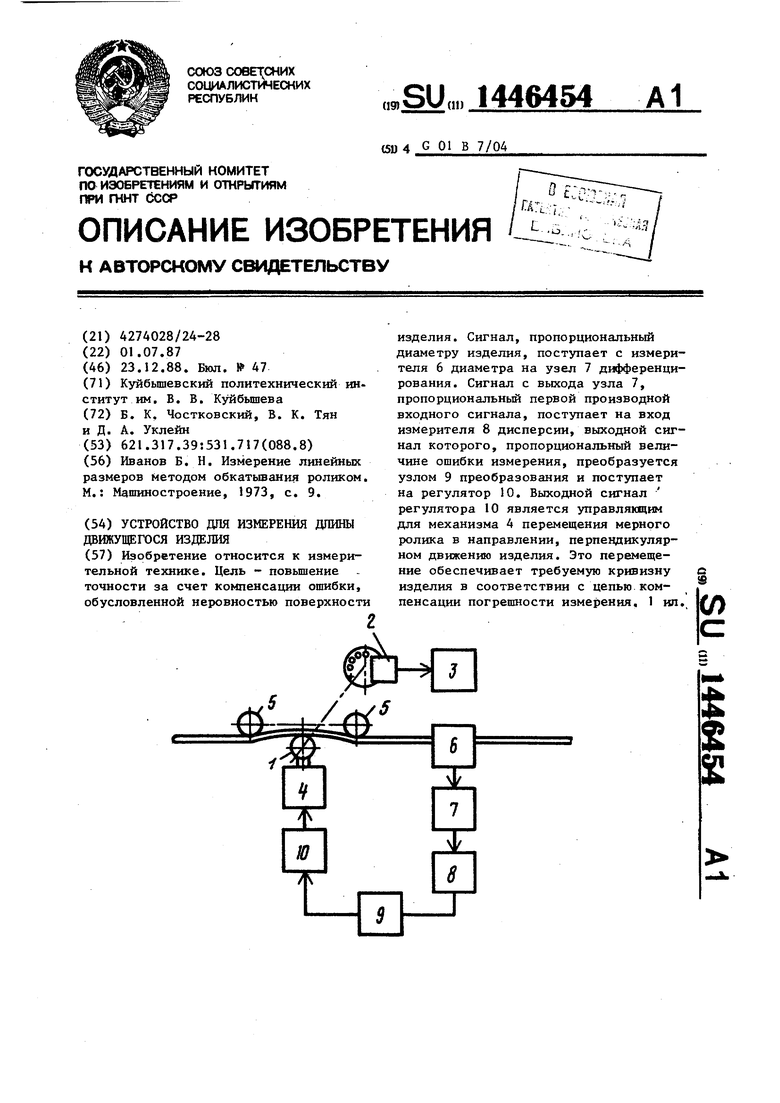
L J У i (x)l dx, (1)
0
где S - истинная длина изделия. 50 Выражение (1) представим в виде
L.ib. °7.,
2 л х2
где п - -;
4х - шаг дискретизации по длине.
где К , -
Зависимость между кривизной изделия и перемещением мерного ролика .(для малых величин перемещения) носит линейный характер
(2)
55
f К. dh.
(9)
где йЪ - перемещение мерного ролика в вертикальной плоскости.
С учетом (8) выражение (9) примет
вид
ль
)W
(10)
где .К ,
Ь К,
Устройство работает следующие образом.
Сигнал, пропорциональный диаметру изделия, поступает с выхода измерителя 6 диаметра на вход узла 7 дифферен-15 водит к перемещению мерного ролика в
цирования. Сигнал с выхода узла 7 дифференцирования, пропорциональный, первой производной входного сигнала, поступает на вход измерителя 8 дисперсии.
Выходной сигнал измерителя 8 дисперсии согласно (5) пропорционален величине ошибки измерения, обусловленной неровносью обкатываемой поверхности. Узел 9 преобразует согласно (iO) сигнал ошибки, обусловленной неровностью обкатываемой поверхности, во.входной сигнал регулятора 10. Ъи- ходной сигнал регулятора является управлякяцим для механизма А и обеспе- чивает перемещение мерного ролика на величину dh в вертикальной плоскости Это перемещение мерного ролика 1 относительно приЖ1в4Ных роликов 5 обес- печ1шает требуемзпо кривизну изделия в соответствии с (9) с целью компенсации погрешности измерения, возникающей за счет неровности обкатываемой поверхности. Вр 11ение
I кинематически передается диску дат- 40узлом преобразования, регулятором и
чика 2 угла поворота мерного ролика.механизмом перемещения мерного роли{Ьшульсы, вырабатываемые фотоэлект-ка в направлении, перпендикулярном
рической схемой датчшса 2, поступаетдвижению изделия.
на вход счетчика 3, Количество поступивших на счетчик импульсов пропорционально длине измеряемого изделия.
При изменении характера неровности поверхности (амплитуды и частотной структуры), обусловленной переходом к измерению другого типа изделия или изменениями в режиме технологического процесса, влияющего на формирование поверхности изделия, изменяется величина сигнала на выходе измерителя дисперсии, а следовательно, и величина входного сигнала регулятора. Это привертикальной плоскости относительно прижимных роликов на величину ЛЬ , обеспечивающую такую кривизну изделия, которая вновь приводит к компенсации погрешности измерения за счет неровности обкатываемой поверхности.
Формула изобретения
Устройство для измерения длины движущегося изделия, содержащее мерный ролик, кинематически связанный с H№i датчик угла поворота мерногр ролика и соединенный с последним счетчик импульсов, о тличающе- е с я тем, что, с целью повьшения точности измерения, оно снабжено двумя прижимными роликами, расположенными в одной вертикальной плоскости с мерным роликом симметрично относительно его вертикальной оси симмет- , и последовательно соединенными измерителем диаметра, узлом дифференцирования, измерителем дисперсии.
| Иванов Б | |||
| Н | |||
| Измерение линейных размеров методом обкатывания роликом | |||
| М.: Машиностроение, 1973, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
