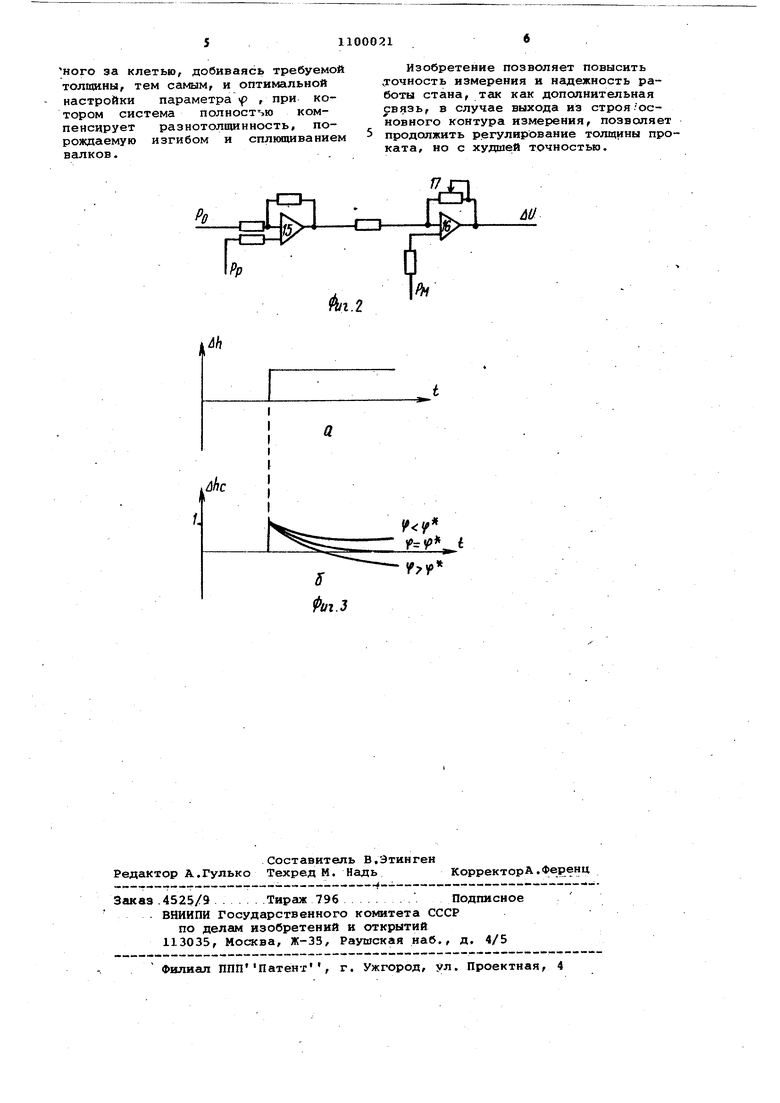
Изобретение относится к прокатно му производству и может быть исполь зовано при автоматизации листовых и полосовых прокатных станов, а также автомат-станов прокатки горячекатаных бесшовных труб. По основному авт. ев. № 751460 известно устройство для измерения толщины йроката, включающее гидроци линдры локального предварительного напряжения рабочих валков, расположенные с обеих сторон прокатной кле ти, управляемый разделительный клапан, образующий с обеих Сторон прокатной клети две независимые замкнутые гидросистемы, причем однд полость управляемого разделительного клапана подсоединена к гидроцилиндрам локального предварительного напряжения рабочих валков стороны при вода, а другая - к гидроцилиндрам локального предварительного напряже ния рабочих валков стороны перевалки два регулятора раствора валков, два цилиндра-индикатора давления рабочей жидкости, гидравлически соединенные с гидроцилиндрами локального предварительного напряжения рабочих вал Ков, размещенные вне опор валков, и с полостями гидравлическох о уравновешивания их поршня, причем один ци линдр-индикатор соединен с гидроци1г1индрами стороны привода, « другой, с гидроцилиндрами сторЬнн перевалки .два измерителя положения, каждый из которых соответ ственно кинематически взаимодействует с одним поршнем цилийдра-индикатора, две системы автоматического регулирования, выход KOTOjMjx подсоединен к соответствующему регулятору валков стороны привода и перевалки, измеритель круговой частоты рабочих валков, кинематически соединенный с рабочим валкс 1, два преобразователя фазы и амплитуды биений противоположных кро мок рабочих валков, входы которых подсоединены к соответствующим выходам измерителя круговой частоты рабочих валков, два сумматора, первые входы KOTOixjx подсоединены к соответствующим выходам преобразователей фазы и амплитуда биений рабочих валков, вторые входы - к ссответствующим выходам измерителей положения, а выходы сумматоров подсоединены к соответствующим входам систем автомати ческого регулирования 13. Недостатки такого устройства заключгиотся в том, что при работе системы автоматического регулирования толщины в устройстве измерения толщины не учитывается ошибка, обусловленная изгибом и сплющиванием рабочи валков в зоне их контакта с металлом, в то время как положение опор рабочих в.алков регулируется достаточ но точно. Причем погрешность, обусловленная изгибом и сплющиванием рабочих Ъалков в зоне их контакта с металлом, превышает ошибку стабилизации опор прокатных валков. Устранение этой ошибки позволит повысить точность поддержания толщины на требуемом уровне.и, следовательно, повысить качество выпускаемого проката. Целью изобретения является повышение точностиизмерения. Поставленная цель достигается тем, что в устройство для измерения толщины проката введены расположенные с обеих сторон прокатной клети компенсатор изгиба и сплющивания рабочих валков в зоне их контакта с металлом, подсоединенный своим выходом через сумматор к системе автоматического регулирования, измеритель усилия под нажимным устройством, расположенный между подушкой опорного валка и нажимным устройством и кинематически с ним связанный, и измерители давления в гидросистемах опорных.и рабочих валков, которые своими выходами соединены с соответствующими входами коктенсатора изгиба и сплющивания рабочих валков. Введение компенсатора изгиба и сплющивания рабочих всшков позволяет выделить погрешность измерителя выходной толщины, обусловленную изгибом и сплющиванием рабочих валков в зоне их контакта с металлом. Введение измерителей давления в гидросистемах опорных и рабочих валков позволяет выделить составляющую погрешности от изгиба и сплющивания рабочих валков в зоне их контакта с металлом, порождаемую изменениями усилия прокатки за счет изменения: усилий гидрораспора опорных и рабочих валков. Введение измерителя усилия под нажимным устройством позволяет выдели.ть составляющую погрешности от изгиба и сплющивания рабочих валков в зоне их контакта с металлом, порождаемую изменениями той части усилия прокатки, которое обусловлено изменениями усилий прижима нажимным винтом подушки опорных валков. На фиг. 1 изображена функциональная схема предлагаемого устройства; на фиг..2 - схема практической реализации компенсатора изгиба и сплющивания валков; на фиг. 3 - графическ ая иллюстрация. компенсации составляющей разнотолщинности, возникающей за счет изгиба и сплющивания валков. Устройство содержит гидроцилиндры 1, расположенные между опорами рабочих валков 2, Гидроцилиндры 1 через управляемый згшорный клапан 3 гидравлически подключены к насосному агрегату (не показано), развивающему давление Р , и соединены с дифференциальным измерителем 4 положения рабочих валков. Выходное напряжение дифференциального измерителя 4 положени рабочих валков пропорционально колеб ниям поршня 5 цилиндра-индикатора 6 и считывается с преобразователя 7 линейных перемещений. Для поддержания поршня 5 цилиндра-индикатора 6 в центральной области его внутренней полости используется уравновешивающий цилиндр 8, подключаемый к насосному агрегату через запорный ,клапан 3, И-змерйтель 9. круговой частоты, например сельсин, жестко сочленен с ра бочим валком, выход которого через компенсатор 10 эксцентриситета подключен к первому входу сумматора 11, На второй вход сумматора 11 подключен выход с дифференциального измерителя 4 положения рабочих валков. Выход с измерителя 12 усилия (Pfn) i развивае мого нажимным устройством 13 (не показан) , подается на соответствующий вход компенсатора 14 изгиба и сплющивания валков, реализованного на двух операционных усилителях 15 и 16 (фиг. 2), причем коэффициент усиления последнего может изменяться за счет регулируемого сопротивления 17, К двум другим входам компенсатора 14 сплющивания и изгиба валков подключены выходы с измерителей 18 и 19 усилия (Рр), (РО) развиваемых гидроцилиндрами 1 распора рабочих валков 2 и гидроцилиндрами 20 распора опорных валков 21 соответст-венно, к третьему входу сумматора 11 подключен выход компенсатора 14 изгиба и сплющивания валков. С выхода сумматора 11 считывается сигнал разнотолщинности, который используется в системе 22 автоматического управления геометрическими параметрами проката (САУГП). я Компенсатор изгиба и сплющивания валков можно реализовать, например, . «а двух операционных усилителях с соответствующими резисторами на вход и в цепи обратной связи-. На первом и них осуществляется суммирование сигнала Р, пропорционёшьного давлению гидроцилиндрах опорных валков, и сиг нала Рр, пропорционального давлению в гидроцилиндрах рабочих валков, а н втором - операция вычитания из сигнала Рд, пропорционального усилию по нажимным устройством, суммы сигналов PQ и РО., Устройство работает следующим образом. в момент настройки стана на требуемый профилеразмер при изменении входной разнотолщинности (фиг. За) составляющая выходной разнотолщиннос ти дЬс за счет изгиба и сплющивания валков в месте их контакта с металлом равна 1де dp - изменение усилия прокатки; M - жесткость валковой системы. Составляющая разнотолсцинности и hj. может быть скомпенсирована САУГП при подаче на ее вход сигнала через компенсатор изгиба и сплющивания валков с коэффициентом передачи f . Изменение задающего воздействия dU пропорцио а нально изменению усилия прокатки Рр) Ifdp, (1) ли - (р, т.е. на эту величину надо изменить задание на входе САУГП с выхода сумматора, тем самым обеспечив отработку нажимным устройством изменение толщины на выходе валковой системы на величину uh Устройство может быть применено также и на клетдх дуо. В этом случае изменение задающего воздействия необходимо рассчитывать по формуле - Рр) лР ди Ч(Р. где ди - изменение задающего воздействия;Ч - коэффициент передачи; др - изменение усилия прокатки, Применение предлагаемого устройства в многовалковых станах с гидрораспорами промежуточных валков обусловливает компенсацию методической погрешности сплющивания рабочих валков. В этом случае на вход САУГП необходимо подать задающее воздействие, равноели - (Рр +2:р.), (3) Р. - суммарное усилие распоi- pa промежуточных валков к - число промежуточных валков, в подушках-которых установлены гидрораспоры. При отсутствии гидрораспоров промежуточных валков (PJ О, 1,2, ... к) задающее воздействие рассуитывает я по формуле (2). / На фиг. 36) рассмотрены три случая изменения выходной разнотолщинности в зависимости от значений / , где if - f - соответствует оптимсшьной настройке компенсатора, которая определяется экспериментально за счет регулируемого сопротивления 17 ;(фиг. 2) оператором, который, регу лируя сопротивление настройки, од-новременно следит за показанием рентгеновского микрометра, установлен кого за клетью, добиваясь требуемой толщины, тем самым, и оптимальной настройки параметра «р , при котором система полностью компенсирует разнотолщинность, порождаемую изгибом и сплкициванием валков.
Изобретение позволяет повысить точность измерения и надежность работы стана, так как дополнительная связь, в случае выхода из строяосновного контура измерения, позволяет 5 продолжить регулирование толщины проката, но с худшей точностью.
6U
| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Система автоматического регулирования продольной разнотолщинности полосового проката | 1988 |
|
SU1618477A1 |
| Устройство для измерения толщины проката | 1978 |
|
SU751460A1 |
| Устройство для автоматического регулирования толщины полосы на стане холодной прокатки | 1989 |
|
SU1678478A1 |
| Устройство управления прокатным станом | 1977 |
|
SU741975A1 |
| Система совместного регулирования толщины и профиля полосы в клети непрерывного прокатного стана | 1981 |
|
SU980891A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Система автоматического регулирования продольной разнотолщинности полосового проката | 1977 |
|
SU737044A1 |
| Устройство для компенсации биения валков | 1980 |
|
SU921647A1 |
УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ ПРОКАТА по ai3T. св. 75146 -g отличающееся тем, что, с целью повышения точности измерения, в него введены расположенные с обеих сторон прокатной клети компенсатор изгиба и сплющивания рабочих валков в зоне их контакта с металлом, подсоединенный своим выходом через сумматор к системе автоматического регулирования, измеритель усилия под нажимным устройством, расположенный . между подушкой опорного валка и нажимным устройством и кинематически с ним связанный, и измерители дсшления в гидросистемах опорных и рабочих валков, которые своими выходами соединены с соответствующими вхб1(ами компенсатора изгиба и сплющивания ра-§ бочих валков.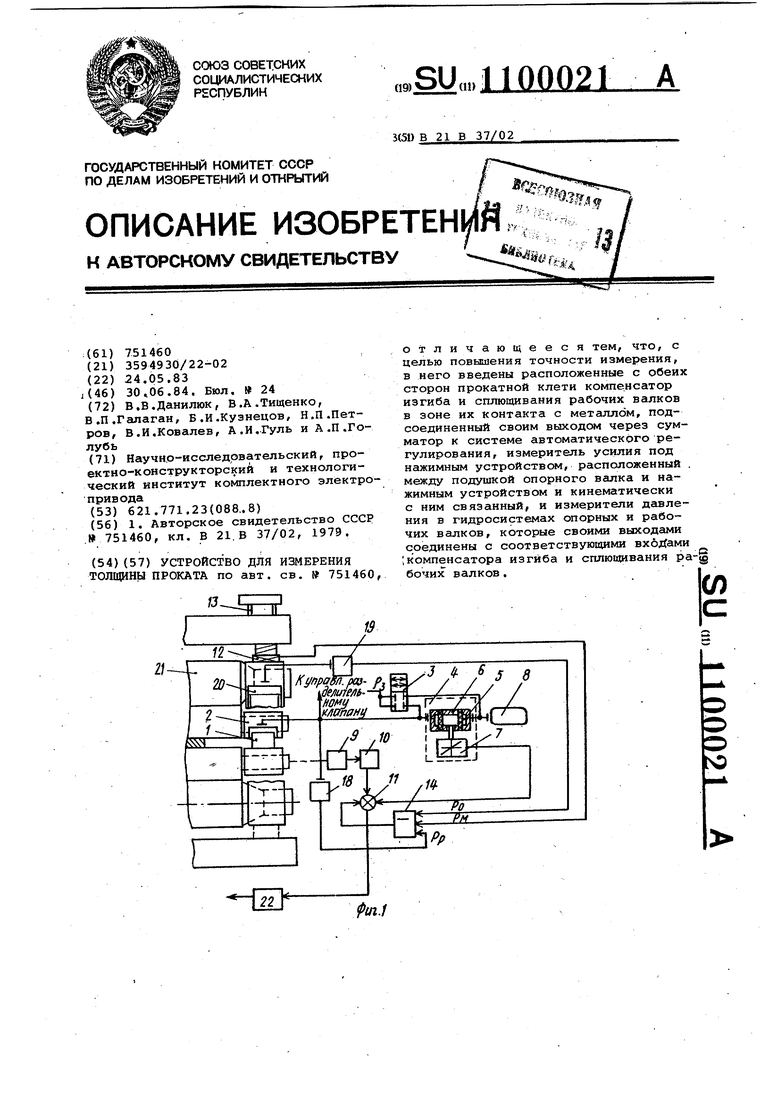
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для измерения толщины проката | 1978 |
|
SU751460A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
