Изобретение относится к системам автоматического управления электроприводами производственных машин и может быть использовано в металлорежущих станках с ЧПУ, промышленных роботах и др.
Известна адаптивная система, с которой можно познакомиться в книге (Борцов Ю.А., Поляков Н.Д., Путов В.В. Электромеханические системы с адаптивным и модальным управлением. - Л.: Энергоатомиздат, Ленингр. отд-ние, 1984, с.78-79), включающая эталонную модель, адаптивный механизм и регулятор, в состав которого входит усилитель мощности, система управления и электродвигатель. Адаптивная система предназначена для достижения целей управления объектом регулирования с помощью сигнала, формируемого адаптивным механизмом, на вход которого одновременно поступает сигнал с эталонной модели, получаемый путем решения уравнений движения электромеханической системы и сигнал, сформированный реальной системой управления.
Недостатками данного устройства являются:
- сложность согласования по времени расчетных и реальных процессов, в результате чего вынуждены для сокращения времени идентификации регулятора контролировать или характеристики объекта управления, или параметры системы управления.
- процесс перестройки параметров регулятора системы управления происходит после идентификации или оценивания текущих значений параметров или характеристик объекта, что требует определенного времени для выполнения адаптивных процессов;
- раздельная идентификация системы управления и объекта управления затрудняет согласование действий для получения высокого значения точности управления. Учитывая, что в реальной системе управляющий сигнал проходит последовательно по элементам привода, синхронно проводить идентификацию системы управления и объекта становится затруднительно. В результате коррекция происходит с задержкой на величину электромеханической постоянной времени;
- учитывая, что реализация модели адаптивной идентификации происходит схемным путем, погрешность идентификации увеличивается за счет отклонения параметров элементов электронных устройств;
- оценка текущего значения функции качества требует дополнительного времени на идентификацию, выполняемую электронными устройствами;
- отсутствует возможность управления подачей корректирующих сигналов по времени.
В совокупности это приводит к снижению точности управления.
Известна система управления объектом с упругими связями (а.с. №941923), которая содержит задатчик, регулятор, исполнительный механизм, объект управления, датчик, идентификатор состояния объекта, первый измеритель ошибки, формирователь сигнала управления, сумматор, второй измеритель ошибки, формирователь сигнала коррекции и блок масштабных коэффициентов. Реализация принципиальной схемы управления выполнена схемным путем с использованием электронных элементов и устройств. Так задатчик реализован с помощью переменного сопротивления, исполнительный механизм представляет собой силовой тиристорный преобразователь и двигатель постоянного тока, объект управления это механическая вращающаяся упругая система, соединенная с двигателем, инерционная масса которого образует с объектом двухмассовую систему. Датчик представляет собой тахогенератор, связанный с ротором двигателя. Остальные блоки реализованы на микросхемах операционных усилителей.
Наличие двух блоков коррекции и дополнительных связей образуют два дополнительных контура коррекции идентификатора. Первый контур осуществляет коррекцию идентификатора по сигналу ошибки управления в случае невозможности непосредственного измерения выходной координаты. Второй контур выполняет коррекцию отклонения параметров объекта управления от заданных значений в случае их изменения.
Недостатками данного устройства являются:
- использование дополнительных измерителей ошибки, формирователей сигналов коррекции и блока масштабных коэффициентов позволяет расширить область применения системы, но добиться полной компенсации ошибки положения объекта управления не представляется возможным, поскольку компенсация происходит после реального появления отклонения, которое регистрируется всеми устройствами и далее устраняется. Инерционность устройств и их схемная реализация не позволяют в полной мере устранить возникающие ошибки;
- использование блоков ограничивается особенностями объекта управления и диапазоном изменения параметров.
Рассмотренное устройство не в состоянии обеспечить повышение точности обработки ввиду имеющихся инерционных элементов.
Прототипом является система управления (а.с. №798712), содержащая блок задающего сигнала, регулятор, усилитель мощности, исполнительный двигатель, механическую передачу, объект управления, контур оценки состояния объекта, включающий идентификатор состояния, датчик скорости и вычислительный блок, а также измеритель ошибки, нелинейный усилитель и блок масштабных коэффициентов.
Блок задающего сигнала вырабатывает управляющий сигнал, который через регулятор, усилитель мощности, исполнительный двигатель и механическую передачу передается на объект управления, в котором могут возбуждаться резонансные колебания. Для обеспечения устойчивости и быстродействия отработки объектом управления задающего сигнала после того, как двигатель воспримет колебания от объекта управления, происходит идентификация скорости двигателя и выработка сигналов, пропорциональных упругим моментам от каждого колебания.
Полученные сигналы подаются в блок масштабных коэффициентов, формирующий комбинацию сигналов с заданными весовыми коэффициентами. Сформированный блоком масштабных коэффициентов сигнал через регулятор, усилитель мощности, исполнительный двигатель и механическую передачу управляет объектом, подавляя резонансные нагрузки с помощью исполнительного двигателя. Одновременно вычислительный блок получает сигнал от идентификатора и подает его в измеритель ошибки, в котором сравнивается с задающим сигналом. Затем сигнал рассогласования поступает на вход регулятора, образуя контур управления объектом по его вычислительной выходной координате.
Недостатками прототипа являются:
- существующий измеритель ошибки предназначен для сравнения сигнала, идущего с задающего блока и вычислительного блока выходной координаты объекта управления. Формирование сигнала выходной координаты осуществляется после его появления с датчика скорости идентификатором и непосредственно вычислительным блоком. Наличие электромеханических постоянных времени датчика скорости, операционных усилителей приводит к задержке корректирующего сигнала, идущего от объекта управления и поступающего в измеритель ошибки. Это приводит к появлению остаточной ошибки для текущей координаты и невозможности ее дальнейшего снижения;
- невозможность регулирования по времени ввода в измеритель ошибки корректирующего сигнала;
- наличие отклонений коэффициентов операционных усилителей приводит к отклонениям выходных характеристик привода и требуется дополнительная настройка.
В итоге данное устройство не в состоянии обеспечить повышение точности обработки
Технический результат, достигаемый изобретением, заключается в повышении точности обработки деталей на металлорежущих станках с ЧПУ.
Технический эффект достигается тем, что устройство управления обработкой деталей, содержащее последовательно соединенные устройство ЧПУ, сумматор, регулятор, усилитель мощности, электродвигатель, кинематическую систему станка, объект управления, выход которого соединен со входом кинематической системы, а ее выход со входом исполнительного двигателя, выход исполнительного двигателя соединен со входом сумматора, дополнительно содержит определитель отклонения расчетной траектории движения режущего инструмента от заданной, вход которого соединен с выходом устройства ЧПУ, а выход через усилитель - с входом сумматора.
Объектом является устройство управления движением инструмента в процессе обработки детали. Поскольку в модели отсутствует задержка сигналов по времени, моделируемое корректирующее воздействие поступает в регулятор с опережением сигнала обратной связи, формируемого приводом. В итоге управление траекторией движения инструмента происходит в режиме реального времени, и ошибка, обусловленная инерционностью звеньев, устраняется. При этом в приводе не требуется доработок, поскольку моделируемый корректирующий сигнал вводится в регулятор аналогично сигналу обратной связи. При отключении модели объекта управления привод продолжает работать в штатном режиме.
Изобретение поясняется структурной схемой.
На чертеже изображена структурная схема предлагаемого устройства управления обработкой на токарном станке с ЧПУ.
Схема содержит последовательно соединенные устройство ЧПУ 1, сумматор 2, регулятор 3, усилитель мощности 4, исполнительный двигатель 5, кинематическую систему станка 6, объект управления 7 и последовательно соединенные определитель отклонения расчетной траектории движения режущего инструмента от заданной 8, вход которого соединен с выходом устройства ЧПУ, и усилитель сигнала ошибки 9, выход которого соединен с входом сумматора.
Система управления точностью обработки работает следующим образом. Устройство ЧПУ формирует управляющий сигнал, который подается на первый вход сумматора 2, регулятор 3, представляющий собой систему автоматического управления движением привода станка, усилитель мощности 4, исполнительный двигатель 5, кинематическую систему станка 6 и объект управления 7, в котором реализуется процесс обработки детали резанием с заданной точностью. Для обеспечения повышения точности отработки вводится корректирующий сигнал, который формируется определителем отклонения расчетной траектории движения режущего инструмента 8 по команде устройства ЧПУ, представляющий собой сигнал отклонения расчетной траектории движения инструмента от заданной. Для этого используется математическая модель автоматического устройства управления обработкой деталей, представляющая полный аналог реальной системы. В общем виде объект управления представляется вращающейся упругой системой, имеющей зазор и инерционную нагрузку, соединенную с двигателем, инерционный ротор которого образует с объектом двухмассовую систему, динамика которой характеризуется следующими переменными: ω1 - частотой вращения ротора двигателя; Му - упругим моментом кручения нагрузки; ω2 - частотой вращения инерционной нагрузки. В качестве стабилизирующих сигналов используется сигнал тахогенератора, связанного с валом двигателя, сигнал датчика тока и сигнал противоЭДС. При этом упругий элемент не охвачен главной обратной связью.
Дополнительно в модели учитываются упругие деформации заготовки, обусловленные схемой закрепления и действием усилия резания, возникающего в процессе обработки.
Сформированный определителем отклонения расчетной траектории от заданной 8 сигнал ошибки поступает через усилитель 9 на второй вход сумматора 2, образуя контур управления по вычислительной выходной координате. Одновременно на третий вход сумматора 2 подается сигнал обратной связи, обусловленный кинематическими погрешностями механических передач, изменением момента сопротивления на валу нагрузки и двигателя, а также противоЭДС двигателя.
Учитывая инерционность устройства управления, сигнал обратной связи придет в сумматор 2 с задержкой по сравнению с задающим сигналом устройства ЧПУ и сигналом, прошедшим через определитель отклонения расчетной траектории движения режущего инструмента от заданной 8 и усилитель 9. При этом последние два сигнала просуммируются и произойдет отработка результирующего сигнала по всей цепи управления в блоках 3-6. Учитывая, что вычисленный в блоке 8 корректирующий сигнал представляет собой погрешность отклонения заданной и расчетной траекторий, коррекция траектории движения инструмента произойдет до появления реального отклонения, и погрешность, связанная с задержкой прохождения сигнала по цепям обратных связей устройства управления, не возникнет.
Предлагаемое устройство управления обеспечивает повышенную точность обработки деталей на токарном станке в условиях изменяющихся параметров объекта управления, проявления нелинейных свойств, и когда выходная координата недоступна для измерения. При этом повышается быстродействие прохождения корректирующего сигнала, что повышает точность обработки детали на станке, поскольку устраняется погрешность, связанная с задержкой прохождения сигнала обратной связи по электромеханическим цепям устройства управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОННЫЙ БЛОК СЕНСОРНОГО УПРАВЛЕНИЯ КООРДИНАТНЫМ СТАНКОМ | 2014 |
|
RU2571669C2 |
| Система управления объектом с упругими связями | 1980 |
|
SU941923A1 |
| Система управления | 1983 |
|
SU1120283A1 |
| СИСТЕМА СОПРОВОЖДЕНИЯ | 2007 |
|
RU2364886C1 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ СИЛОВЫХ ПАРАМЕТРОВ ПРОЦЕССА РЕЗАНИЯ | 2010 |
|
RU2429960C1 |
| СИСТЕМА УПРАВЛЕНИЯ ДВИЖЕНИЕМ БЫСТРОХОДНОЙ ТРАНСПОРТНОЙ МАШИНЫ | 2013 |
|
RU2534128C1 |
| Система управления | 1978 |
|
SU697974A1 |
| СЛЕДЯЩАЯ ОПТИКО-ЭЛЕКТРОННАЯ СИСТЕМА | 2003 |
|
RU2248009C2 |
| Система управления электроприводом | 1985 |
|
SU1283712A1 |
| Нелинейное корректирующее устройство | 1987 |
|
SU1536351A1 |
Изобретение относится к системам автоматического управления, в частности к следящим системам, объектом которых является исполнительный двигатель с нагрузкой на валу, в том числе с упругими связями и зазором, к которым предъявляются повышенные требования к точности, быстродействию и стабильности динамических характеристик. Технический результат заключается в повышении точности регулирования траектории относительного движения инструмента и заготовки в процессе обработки. Устройство содержит определитель ошибки, представляющий собой математическую модель системы автоматического управления, которая запрограммирована и помещена в компьютер. Моделирование процесса автоматического управления на персональном компьютере осуществляется синхронно с реальным процессом обработки детали по команде с устройства ЧПУ. Отсутствие инерционных звеньев в модели позволяет формировать сигнал погрешности траектории относительного движения инструмента и заготовки с опережением сигнала погрешности автоматической системы и подавать его через усилитель в сумматор для опережающей корректировки положения инструмента. 1 ил.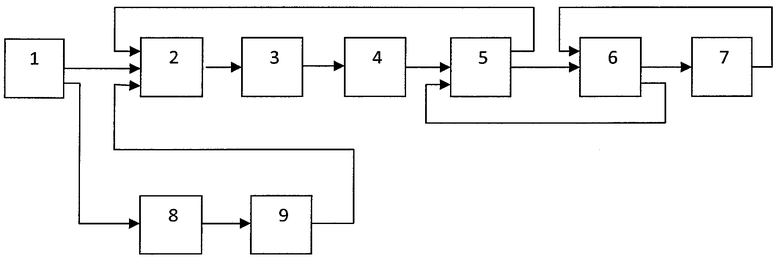
Устройство управления движением режущего инструмента при обработке деталей на станке, содержащее последовательно соединенные устройство ЧПУ, сумматор, регулятор, усилитель мощности, соединенный с исполнительным двигателем станка, выход которого соединен с входом сумматора, отличающееся тем, что оно снабжено определителем отклонения расчетной траектории движения режущего инструмента от заданной, вход которого соединен с выходом устройства ЧПУ, а выход через усилитель - с входом сумматора.
| УСТРОЙСТВО ВЫСОКОТОЧНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ ЧПУ | 2005 |
|
RU2280540C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ | 2005 |
|
RU2288809C1 |
| WO 9922904 А2, 14.05.1999 | |||
| DE 3332979 А1, 04.04.1985. | |||

