4ib СП
со
Изобретение относится к прокатному производству, в частности к контрольным и регулирующим устройствам прокатного производства, и может быть использовано в качестве датчика наличия металла в прокатной клети.
Целью изобретения является повышение точности.
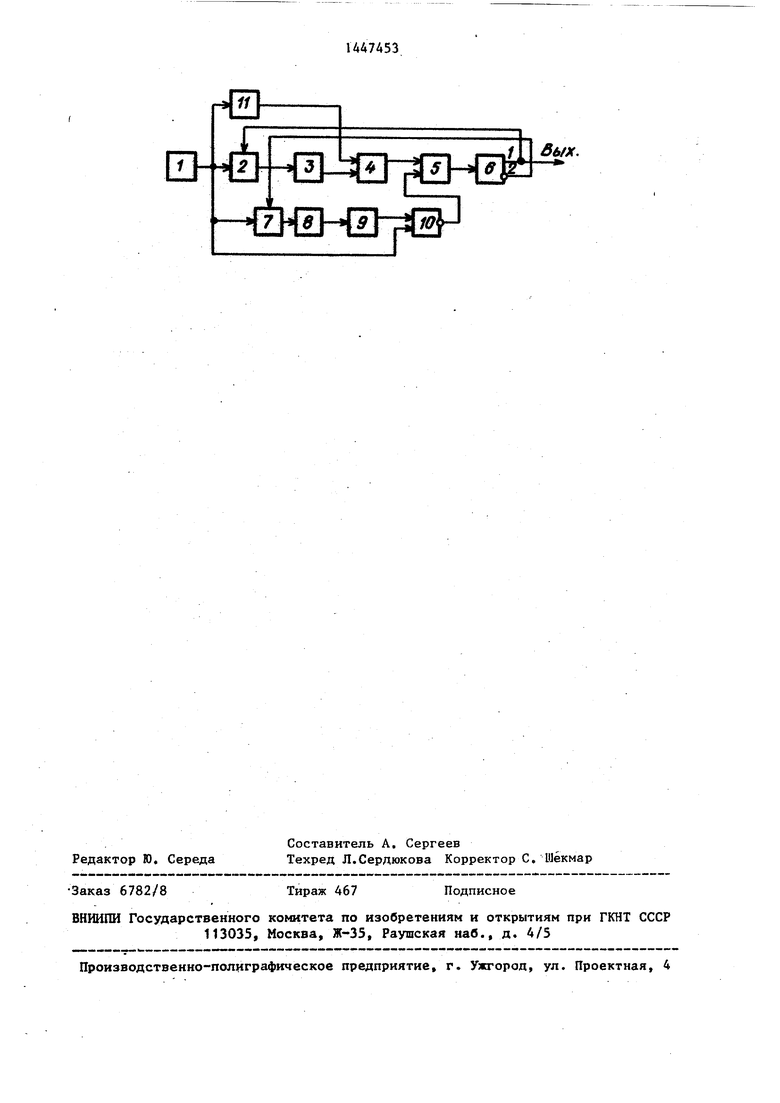
На чертеже представлена блок-схема предлагаемого устройства для оп ределения момента захвата и выброса металла валками прокатной клети.
Устройство содержит датчик 1 на- лиЧия металла в валках, ключ 2, интегрозапоминающее звено 3, пороговый элемент 4, элемент И 5, триггер 6, ключ 7, интегрозапоминающее звено 8, усилитель 9, пороговый элемент 10, усилитель 11, вход которого соединен с выходом датчика 1 наличия металла в валках, входами ключа 2 и ключа 7, выход которого соединен с входом интегрирующего звена 8, выход которого соединен с входом усилителя 9, выход которого соединен с первым входом порогового элемента 10, второй вход которого соединен с выходом датчика 1 наличия металла в валках, выход ключа 2 соединен с входом интегрирующего звена 3 выход которого соединен с первым входом порогового элемента 4, второй вход которого соединен с выходом усилителя II, а выход - с первым входом элемента И 5, второй вход которого соединен с выходом порогового элемента 10, а выход - с входом триггера, прямой ВЫХОД которого соединен с управляющим входом ключа 2, а инверсный вьЪод - с управляющим входом ключа 7.
Устройство работает следуюидам образом.
При отсутствии металла в валках, что соответствует режиму холостого хода, ключ 2 подключает выход датчика 1 наличия металла в валках к входу интегрозапоминающего звена 3, на выходе которого устанавливается значение контролируемой величины при холостом ходе. Выходной сигнал интегрозапоминающего звена 3 поступает на первый вход порогового элемента 4 и определяет уровень его срабатывания. На второй вход порогового элемента 4 через усилитель I поступает сигнал холостого хода с
O
5 0 5 О д
5
5
0
5
выхода датчика 1 наличия металла в валках. Так как коэффициент передачи усилителя 11 выбирается меньше единицы, то уровень сигнала на втором входе порогового элемента 4 ниже уровня сигнала на первом входе. Поэтому сигнал на выходе порогового элемента 4 имеет низкий уровень. В этот момент ключ 7 разомкнут и второе интегрозапоминающее звено 8 хранит значение контролируемой величины, соответствующее наличию металла в валках при предьздущем цикле прокатки. Сигнал с выхода интегро- запоминаюп его звена 8 через усилитель 9, коэффициент передачи которого также выбирается меньше единицы, поступает на первый вход порогового элемента 10 и определяет уровень его срабатьшания. На второй вход порогового элемента 10 поступает сигнал холостого хода с выхода датчика 1 наличия металла в валках. Так как уровень сигнала на втором входе порогового элемента 10 ниже уровня сигнала на его первом входе, то сигнал на инверсном выходе порогового элемента 10 имеет высокий уровень. Сигналы с выходов пороговых элементов 4 и 10 имеют разные уровни, поэтому на выходе элемента И 5 и соответственно на счетном входе триггера 6 присутствует сигнал низкого уровня. При этом сигнал на первом (прямом) выходе триггера 6, который является выходным сигналом устройства, имеет низкий уровень.
При захвате металла валками возрастает сигнал на выходе датчика 1 наличия металла в валках и соответственно на вторых входах пороговых элементов 4 и 10. При привышении указанным сигналом уровня срабатьшания порогового элемента 4 на его выходе переходит с низкого на высокий уровень. На выходе элемента И 5 уровень сигнала также меняется с низкого на высокий, триггер 6, вход которого реагирует только на перепад сигнала с низкого на высокий уровень, изменяет свое состояние, а на его первом выходе появляется сигнал высокого уровня, что соответствует наличию металла в валках. При этом сигнал с первого выхода триггера 6 размыкает ключ 2, а сигнал с второго выхода замыкает ключ 7. При достижении сигналом датчика 1 уровня ерабатывания порогового элемента 10 сигнал на его выходе меняет свой уровень с высокого на низкий, однако это не приводит к изменению состояни триггера 6.
Во время прокатки металла в клети интегрозапоминающее звено 8 через ключ 7 накапливает новое значени контролируемой величины. Сигнал с выхода интегрозапоминающего звена 8 через усилитель 9 поступает на первый вход порогового элемента 10 и определяет уровень его срабатывания.
В процессе выхода металла из клети контролируемая величина уменьшается, а интегрозапоминающее звено 8, имеющее большую постоянную времени, не успевает изменить свой уровень. Когда выходной сигнал датчика 1 наличия металла в валках становится меньше сигнала на выходе усилителя 9, происходит изменение состояния порогового элемента 10 и триггера 6, что в свою очередь вызывает изменение состояния ключей 2 и 7, Срабатывание триггера 6 определяет момент выхода металла из валков прокатной клети. Ключ 2 подключает интегрозапоминающее звено 3 к датчику 1 наличия металла в валках, В результате сигнал на выходе звена 3 через время, определяемое постоянной времени низкочастотного фильтра, устанавливается равным новому значению холостог хода, В момент времени, когда сигнал на выходе элемента 3 превысит сигнал на выходе усилителя 11, пороговый элемент 4 изменит свое состояние с высокого уровня на низкий. Указанное изменение не приводит к изменению состояния триггера 6, реагирующего только на фронт положительного знака После чего схема приходит в исходно состояние.
Применение предлагаемого устройства позволит, в частности, создать высокоэффективные системы раскроя на прокатных станах за счет повышения точности измерения длин раскатов, прокатьшаемых станами. Так при изменении длин раскатов, подлежащих раскрою на непрерывно-заготовочных станах, и использования в качестве
я
е
U47453
датчика наличия металла в валках датчика тока прокатного электродвигателя, при скоростях проката 5- g 7 м/с ошибка в измерении колеблется в пределах от О,1 до 2 м. Колебания указанной ошибки, вызванные переменным характером задержки, сложно оценить, что может привести 10 к существенным потерям металла на обрезь,
5
0
0
Формула изобре.тения
Устройство для определения моментов захвата и выброса металла валками прокатной клети, содержащее датчик наличия металла в валках, ключ, информа11иионный вход которого соединен с выходом датчика металла в валках, интегрозапоминающее звено, вход которого соединен с выходом ключа, пороговый элемент, отличающееся тем, что, с целью повы- 5 шения точности, снабжено двумя усилителями, ключом, интегрозапомина- ющим звеном, пороговым элементом, схемой И, а также триггером, причем выход первого интегрозапоминающего эвена подсоединен с первому входу первого порогового элемента, вход первого усилителя соединен с выходом датчика наличия металла в валках, а выход - к входу первого порогового элемента, выход первого порогового элемента соединен с первым входом схемы И, информационный вход второго ключа подсоединен с выходу датчика наличия металла в валках, а выход - к входу второго интегрозапоминающего звена, выход которого соединен с входом второго усилителя, выход которого соединен с первым входом второго порогового элемента, второй вход которого соединен с выходом датчика наличия металла в валках, второй вход схемы И соединен с выходом второго порогового элемента, выход схемы И соединен со счетным входом триггера, причем прямой выход триггера подсоединен с управляющему входу первого ключа, а инверсный выход - к управляющему входу второго ключа,
5
0
5
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU865458A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1977 |
|
SU719725A2 |
| Устройство для определения наличия металла в валках прокатной клети | 1985 |
|
SU1284632A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU910260A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1975 |
|
SU551067A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1982 |
|
SU1068191A1 |
| Устройство регулирования натяжения в межклетевом промежутке прокатного стана | 1990 |
|
SU1722638A1 |
| Способ уменьшения ударов в кинематической линии клети прокатного стана и устройство для его осуществления | 1990 |
|
SU1819167A3 |
| Устройство для управления главнымпРиВОдОМ КлЕТи НЕпРЕРыВНОгО пРОКАТНОгОСТАНА | 1979 |
|
SU806185A2 |
| Система автоматического управления поштучным редуцированием с натяжением на многоклетевом стане с индивидуальным электроприводом | 1985 |
|
SU1297959A1 |
Изобретение относится к прокатному производству, в частности к контрольным и регулирующим устройствам прокатного производства, и может быть использовано в качестве датчика наличия металла в прокатной клети. Целью изобретения является повышение точности определения моментов выброса (захвата) металла из клети, которое достигается за счет дополнительного введения двух пропорциональных звеньев с козффициентом передачи меньше единицы, второго ключа, второго интегрозапоминающего звена, второго порогового злемента, элемента И и триггера со счетным входом. 1 ил. (Л
Редактор Ю, Середа
Составитель А. Сергеев
Техред Л.Сердюкова Корректор С. Шекмар
Заказ 6782/8
Тираж 467
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Подписное
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU910260A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1975 |
|
SU551067A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
