1-12
Изобретение относится к прокатному производству, в частности к контрольным и регулирующим устройствам прокатных станов.
Цель изобретения - повышение надежности и расширение функциональных возможностей.
На фиг.1 представлена функциональная схема устройства для определения наличия металла в валках прокатной клети непрерывного стана; на фиг.2.- схема интегрозапоминающего звена.
Устройство (фиг.1) содержит датчик 1 давления, сумматор 2, интег- розапоминающее звено 3, сумматор 4, пороговьй элемент 5, интегрозапоми- нающее звено 6, элемент 7 задержки, (КЛЮЧИ 8 и 9, элемент 10 выдержки вре
мени, инвертор 11, сумматор 12, источник 13 опорного напряжения и источник 14 внешней команды при этом первые входы сумматоров 2 и 4 и ин- формационньй (первьсй) вход интегрозапоминающего звена 6 соединены с датчиком 1 давления, второй вход сумматора 2 через ключ 8 соединен с выходом интегрозапоминающего звена 6, выход сумматора 2 соединен с информационными входами ключа 9 и интегрозапоминающего звена 3, выход которого соединен с вторым входом сумматора 4, выход которого соединен с первым входом порогового элемента 5, выход ключа 9 соединен с вторым вхо. дом сумматора 12, первый вход которого соединен с источником 13 опорного напряжения, а выход - с вторым
. входом порвэгового элемента 5, выход которого соединен с управляющим входом ключа 8, через элемент 10 выдержки времени - с. первым управляющим входом интегрозапоминающего звена 6, через инвертор 11 - с первым урравля ющим входом интегрозапоминающего зве на 3, через элемент 7 задержки - с управляющим входом ключа 9. Для сброса интегрозапоминающих звеньев используется источник 14 внешней ко манды, которьй соединен с вторыми управляющими (третьими) входами инте розапоминак)щих звеньев.
Интегрозапоминающее звено 3 по своему выполнению идентично интегро- запоминающему звену 6 и содержит (фиг.2 сумматор 15, первый вход которого является первым входом интегрозапоминающего звена 3, выход сум0
5
0
5
0
45
матора соединен с информационным входом интегратора 16, выход которого соединен с вторым входом сумматора и одновременно является выходом интегрозапоминающего звена 3, первый и второй управляющие входы интегратора 16 являются соответственно вторым и третьим входами интегрозапоминающего звена 3.
Устройство работает следующим образом.
В исходном состоянии перед прокаткой очередной партии полос интегро- за поминающие звенья обнуляются кратковременным сигналом источника 14 внешней команды. Дальнейшее их управление, а также управление ключами.. осуществляется сигналом.наличия металла, получаемым на выходе порогового .элемента 5. Сигнал с датчика 1 давле ния поступает на прямой вход тора 4, на инверсный вход которого поступает сигнал с выхода интегрозапоминающего звена 3, которое служит для отслеживания сигнала забоя и его хранения.
Сумматор 4 осуществляет алгебраическое суммирование сигналов, поступающих на- его входы. С выхода сумматора 4 сигнал поступает на вход порогового элемента 5. При превышении выходным сигналом сумматора 4 установленного уровня пороговый элемент 5 срабатывает и на его.выходе появля- 35 ется сигнал наличия металла в валках. Величина порога срабатывания порогового элемента 5 определяется при наладке и устанавливается, исходя из условия, чтобы при отсутствии металла J валках сигнал на выходе сумматора 4 бьш всегда ниже порога срабатывания порогового элемента 5.
40
45
50
55
При прокатке полос в клети с предварительно прижатыми валками до мо- . мента поступления металла в клеть сигнал, пропорциональный усилию забоя, с выхода датчика 1 давлеьшя поступает на прямые входы сумматоров 2 и 4. Сигнал на инверсном входе сумматора 2 равен нулю, так как интегро- запоминающее звено 6 обнулено и ключ 8 разомкнут. Поэтому сигнал с выхода сумматора 2, равный входному, поступает на разомкнутьо г ключ 9 и на вход интегрозапоминающего звена 3, находящегося в режиме интегрирования и отслеживающего входную величину С выхода звена 3 сигнал поступает на
инверсный вход сумматора 4. Таким образом, на прямой вход сумматора 4 поступает сигнал непосредственно с датчика.1 давления, а на инверсньш- вход сумматора тот же сигнал, но с . выхода интегрозапоминающеро звена 3 и сигнал на выходе сумматора 4, воздействующий на пороговый элемент, близок к нулю, на выходе порогового элемента сигнал также равен нулю.
В момент входа металла в клеть. возрастает сигнал на выходе датчика 1 давления, следовательно, и на прямых входах сумматоров 2 и 4. Из-за инерционности интегрозапоминающего звена 3 сигнал на.его выходе при резком возрастании входного практически не изменяется. Поэтому сигнал- на выходе сумматора 4 превьпиает порог срабатывания порогового элемента 5, который срабатывает и на его выходе появляется сигнал 1 наличия металла в клети. При этом на выходе инвертора 11 имеется сигнал о, переводящий интегрозапоминаю- щее звено 3 врежим запоминания - запоминания усилия забоя. Одновременно сигнал 1 с выхода порогового элемента замыкает ключ 8 и переводит интегрозапоминающее звено 6 в режим интегрирования. В интегрозапоминающее звено 6 записывается сигнал пропорциональньй усилию прокатки, воспринимаемому датчиком 1 давления
при поступлении металла в клеть. Запись прекращается через 0,2-1 с, которое определяется элементом JО выдержки времени, на выходе которого появляется сигнал О и интегрозапо- минающее звено 6 переводятся в режим запоминания.
Одновременно через время 0,2-1 с, определяемое элементом 7 задержки ha включение, замыкается ключ 9. При этом на инверсный вход сумматора 2 поступает сигнал, пропорциональный усилию прокатки в момент поступления металла в клеть и запомненный интег- розапоминающим звеном 6. На прямой вход сумматора 2 поступает сигнал, пропорциональный текущему значению усилия прокатки. Разница между входными сигналами сумматора 2 с выхода его через замкнутый ключ 9 подается на второй вход сумматора 12, на , первый вход его подается сигнал от источника 13 опорного напряжения. .. ;С выхода сумматора I2 сигнал подает- ся на второй вход порогового элемент
5
10
15
0
5
5, имеющего внешнее задание порога срабатывания. В таком варианте пороговый элемент имеет плавающий порог срабатывания.
Если в процессе прокатки полосы происходит уменьшение величины сигнала на выходе датчика 1 давления по сравнению с запомненным значением - в интегрозапоминающем блоке 6 (например, в случае работы системы управления температурой конца прокатки или системы автоматического регулирования толщины полосы и др.), на выходе сумматора 4 также происходит умень пение выходного сигнала, что может привести к возврату порогового элемента 5 в исходное состояние и выдаче сигнала об отсутствия металла в. клети. На выходе сумматора 2 так же появляется сигнал, пропорцн «напь- ный приращению усилия прокатки и через замкнутый ключ 9, поступающий на второй вход сумматора 12. В рассматриваемом случае этот сигнал имеет отрицательное значение и вычитается из сигнала источника 13 опорного на- пряхения, что приводит к уменьшению порога срабатывания порогового элемента 5 и выдачи ложного сигнала об отсутствии металла в клети не происходит .
Если в процессе прокатки полосы происходит увеличение величины сигнала на выходе датчика 1 давления, на выходе сумматора 4 также происходит увеличение выходного сигнала, что может привести к сохранению вьщачи сигнала о наличии металла в клети при выходе полосы из клети. В этом случае на выходе сумматора 2 появляется положительный сигнал, который в сумматоре 12 суммируется с сигналом от источника 13 опорного напряжения. Сум- /марный сигнал с выхода сумматора 12 5 поступает на пороговый элемент 5. Таким образом, с увеличением усилия прокатки на выходе датчика 1 давле- . ния в процессе прокатки происходит увеличение порога срабатывания порогового элемента 5, что позволяет исключить ложный сигнал о наличии металла в клети при выходе полосы из клети.
5 При выходе полосы из клети на выходе порогового элемента 5 появляется сигнал о, ключи 8 и 9 размыкаются, интегратор 3 переводится в режим интегрирования и устройство
0
5
0
0
подготовлено для работы со следующей полосой.
Аналогично работает устройство, при прокатке металла, если валки клети в исходном состоянии установлены с зазором.
Таким образом, предлагаемое устройство по сравнению с известным позволяет устранить возможность сбоев при изменении величины забоя в процессе прокатки полосы, а также при отработке забоев валков, расширить рабочий диапазон устройства.
- Устройство позволяет создать более эффективные cиcтe ш авторегулирования на прокатных станах такие, как система авторегулирования тол - щины проката, система авторегулирования натяжения полосы, система сопровождения металла по линии ста- ;на и др.
Формула изобретени
Устройство для определения наличия металла в валках прокатной клети, содержащее датчик давления, два сумматора, два ключа, два интегроза поминающих звена, элемент задержки и пороговый элемент, о т л и ч а ю щ е е с я тем, что, с целью повышеРедактор М.Бланар
Составитель А.Сергеев Техред М,Ходани4
Заказ 7499/9 Тираж 481Подписное
ВНИИПИ Государственно го комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
5
кия надежности и расиирения функциональных возможностей, оно снабжено источником опорного напряжения, элементом, выдержки времени, инвертором, третьим сумматором, причем первые входы первого и второго сумматоров и информационный вход первого интег- розапоминающего звена соединены с датчиком давления, второй вход первого сумматора через первый ключ соединен с выходом первого интегроза- поминающего звена, выход первого сумматора соединен с информационными входами второго ключа и второго интегрозапоминающего звена, выход которого соединен с вторым входом второго сумматора,, выход которого соединен с первым входом порогового элемента, выход второго ключа соеди. ней с вторым входом третьего сумматора, первый вход которого соединен с источником опорного напряжения, а выход - с вторым входом порогового
элемента, выход которого непосредственно соединен с управляющим входом первого ключа, через элемент выдержки времени - с управляющим входом первого интегрозапоминающего звена, через инвертор - с управляющим йходом 0 второго интегрозапоминающего звена, через элемент задержки - с управляю щим входом второго ключа.
0
5
Фиг. 2
Корректор С.Шекмар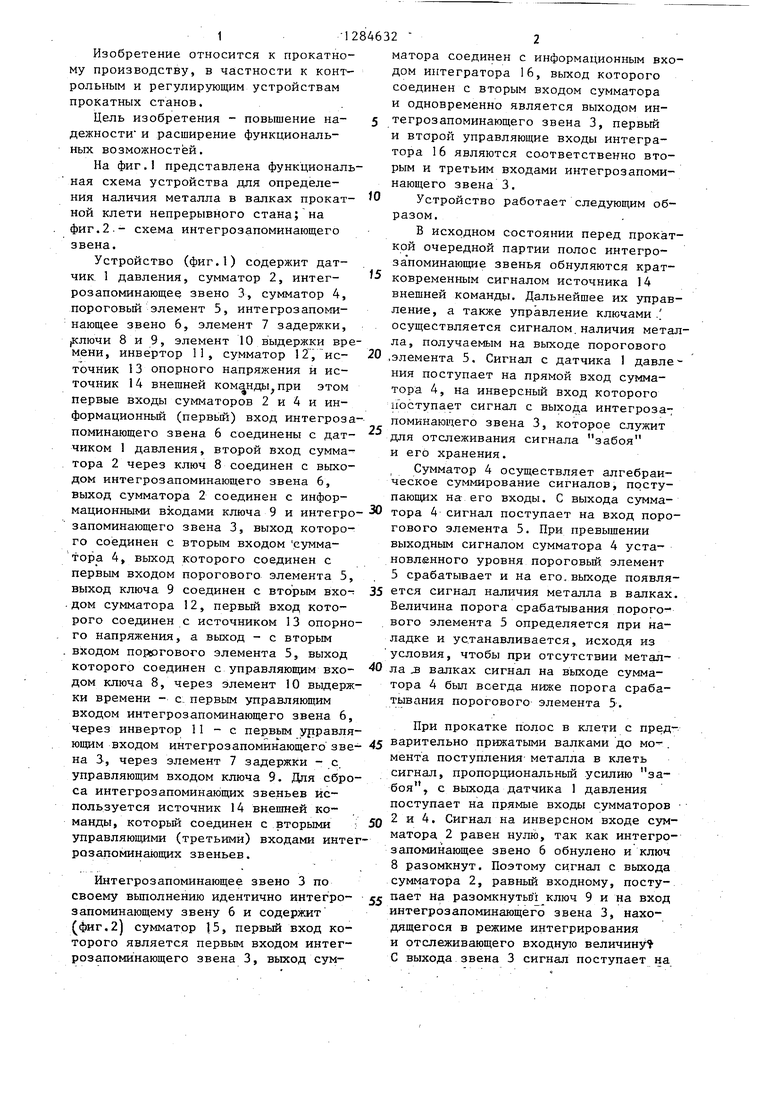

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU865458A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1977 |
|
SU719725A2 |
| Устройство для определения наличия металла в валках прокатной клети | 1975 |
|
SU551067A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1982 |
|
SU1068191A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU910260A1 |
| Устройство для определения моментов захвата и выброса металла валками прокатной клети | 1987 |
|
SU1447453A1 |
| Устройство для регулирования толщины проката | 1980 |
|
SU865459A1 |
| Устройство автоматического регулирования толщины проката | 1979 |
|
SU865455A2 |
| Устройство для установки валков на параллельность | 1979 |
|
SU789175A1 |
| Устройство регулирования толщины полосы на непрерывном прокатном стане | 1979 |
|
SU865457A1 |
Изобретение относится к прокатному производству и может использоI 2JL JM г-:: Q -K2h44b€)HI & ваться в контрольных и регулирующих устройствах прокатных станов. Цель изобретения - повышение надежности и расширение функциональных возможностей достигается введением новых блоков и функциональных связей, позволяющих автоматически устранить воз- можность сбоев при изменении величины забоя в процессе прокатки полосы. Устройство содержит датчик 1 давления, сумматор 2, интегрозапоми- нающее звено 3, сумматор 4, пороговый элемент 5, интегрозапоминающее звено 6, злемент 7 задержки, ключи 8 и 9. Повышение надежности и расширение функциональных возможностей достигается введением злемента 10 выдержки времени, инвертора 11, сумматора 12 и источника 13 опорного напряжения, которые позволяют управлять порогом срабатывания порогового элемента 5 в Процессе прокатки. 2 ил. 12 -0-{ СО ю 00 ISD
| Ломакин И.Д., ЛямбаХ Р.В | |||
| и Гутников Э.Ю | |||
| Комплексная автоматизация обжимных станов | |||
| - М.: Металлургия, 1965, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Устройство для определения наличия металла в валках прокатной клети непрерывного стана | 1978 |
|
SU880531A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1977 |
|
SU719725A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
