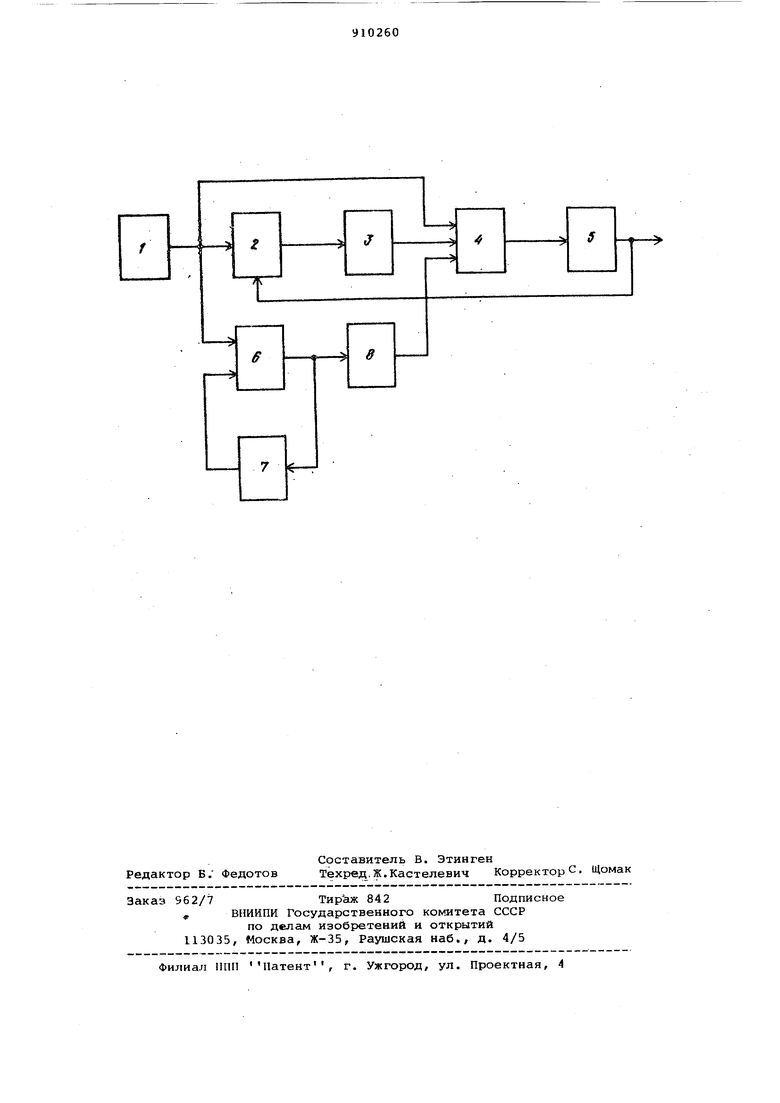
И инвертируется. На РХОД оумматдра поступают равные по величине и противоположнна по знаку аигналч, В момент ахода металла в валки повышается уровень сигнала на выход мвсдоэы. При этом уровень сигнала на выходе сумматора будет выше порога срабатывания порогоаого элемен та, которое Формирует сигнал наличия металла а валках. Одновременно отключается ключ, и вход интегрозапоминающего эвена отключается от выхода месдозы. При выходе полосы аа счет уменьшения уровня сигнала с выхода месдоэы пороговый элемент формирует сигнал отсутствия металла в валках клети,г а интегро-запоминающее звено вновь подключается- к выходу месдозы, обеспечивая слежение за сигналом месдозы, который может соответствовать как положительному, так и отрицательному зазору между валками. Это устройство не исключает ложных срабатываний при малых обжатиях полосы в клети, когда порог- срабатывания устройства соизмерим с уров нем ьомех (например, работа нажимны винтов от системы автоматического регулирования). Уменьшение порога срабатывания порогового элемента приводит к снижению помехоустойчивости устройства, особенно при снижении давления. Кроме того, устройство требует применения в прокатной клети датчиков давления металла на валки, изготовление, монтаж и экспл атация которых требуют значительных затрат. Цель изобретения - исключение ложных срабатываний при малых обжатиях полосы. Поставленная цель достигается тем, что в устройство, содержащее сумматор, один вход которого соединен с выходом интегро-запоминающего звена, а выход - со входом порогового элемента, выход которого подключен к управляющему входу ключа, введены датчик деформации прокатной клети, второй сумматор, интеграторвыпрямитель, причем датчик дефррмации. прокатной клети соединен со входом интегро-запоминающего звена через информационный канал ключа, со вторым входом первого сумматора, другой вход которого подключен к вы ходу интегратора, вход которого соединен с выходом второго сумглатора и входом выпрямителя, выход кото рого подключен на третий вход перво го сумматора. На чертеже представлена блок-схе ма устройства для определения наличия металла в прокатной клети. Устройство содержит датчик 1 деформации прокатной клети, ключ 2, йнтегро-запоминающее звено 3, сумматор 4, пороговый элемент S, сумматор 6, интегратор 7, выпрямитель 8. В качестве датчика в устройетвв ив-, пользуется трансформатор деформации клети, который закрепляется на станине прокатной клети, Конструктивно датчик выполнен в вида пластины или стержня с переменным сечением. На суженном участке пластины или стержня крепятсв теиэо- резисторы, которые соединяются по схеме моста, в диагоналях которого выполнены источник питания и усилитель. Коэффициент трансформации деформации определяется из отношения длины прикрепленного к станине клети датчикаК длине суженного участка. Устройство работает следующим образом. При отсутствии металла в валках клети ключ 2 замкнут, и сигнал с выхода датчика 1 деформации поступает на вход интегро-запоминающего звена 3. Звено 3 запоминает сигнал датчика 1 в паузах между полосами. На выходе сумматора 4 сигнал равен нулю, так как на двух первых его входах складываются сигналы, равные по величине и разные по знаку, с интегро-запоминающего звена 3 и датчика 1 деформации клети. На один вход сумматора 6 также подается сигнал с датчика 1 деформации, а на другой вход подключен вы-, ход интегратора 7, который включен в обратную связь этого сумматора. Такое включение сумматора 6 и интегратора 7 реализует передаточную функцию реального дифференцирующего звена: «) Р., 1РГТ7 где К - коэффициент передачи дифференцирующего звена; TO - постоянная времени этого звена. На выходе сумматора 6 в момент входа металла в клеть, а следовательно, при изменении сигнала с выхода датчика 1 формируется пульсирующий сигнал, который пропорционален скорости сигнала датчика. Переменный сигнал на выходе сумматора 6 после выпрямления на выпрямителе 8 подается на третий вход сумматора 4. На входах сумматора 4 происходит алгебраическое сложение сигнала начальной деформации клети FH, сигнала деформации клети при прокатке полосы РПР и производной сигнала деформации клети Р : Ц РПР- И Р Порог срабатывания порогового элемента 5 устанавливается при наладке и выбирается выше уровня помех, действующих на датчик деформации при
етоутетвии металла в вйлках, Коэффициент передачи и пеетоянная времени дифференцирующей цепи яуеиравтвл из условия макиимального бывтродейатвия данного канвлз
Таким образом, в момент входа металла в клеть уровень сигнала на входе порогового элемента S увеличивавтоя за счет превышения сигнала о выхода датчика 1 деформации клети ,над сигналом интегро-аапоминающего заена 3, имеющего сравнительно большую постоянную времени, чем постоянная времени процесса заправки полосы в клеть.
Кроме того, переходный процесс в клети в момент входа полосы дифференцируется на сумматоре 6 и интеграто;ре 7, а затем после выпрямления пост пает на третий вход сумматора 4, обе печивая тем самым еще больший порог и круче фронт импульса на входе порогового элемента 5. Пороговый элемент формирует управляющий сигнал, поступающий на вход ключа 2, который откд чает вход интегро-запоминающего звен 3 от выхода датчика 1 деформации. Включение порогового элемента фиксирует факт наличия металла в клети.
В процессе прокатки при работе нажимных винтов (например, от систем автоматического регулирования) возможны быстрые изменения обжатия металла, которое изменяет сигнал датчика 1 деформации клети. Величина изменения сигнала может превысить порог срабатывания порогового элемента 5. Однако устройство не срабатывает, т.е. на третьем входе CVMматора 4 присутствует сигнал производной деформации, который исключает ложные отключения устройства. По окончании переходного процесса этот сигнал становится близким к нулю, и сумматор 4 отключает пороговый элемент 5, фиксируя выход полосы. При этом ключ 2 вновь подключает выход интегро-запоминающего звена 3 на вход датчика 1 деформации клети, обеспечивая слежение за его начальным уровнем сигнала.
Таким образом, при малых величинах обжатия полосы, когда уровень помех (эксцентриситет или овальность валков, температурная неравномернооть по длина полоам и т.п.) отановитея ееиэмерим е- порогом ерабаты- i , вания порогового элемента, в устрой стве поддерживается информация о наличии металла по каналу производной изменения деформации, которая при наличии металла в клети гсравдо выша, чем при его отсутствии при равене ве ааех прочих условий,
Техническим преимуществом устройства является применение дополнительного (дублирующего) канала, исключающего ложные срабатывания при малках деформациях клети, а также использование датчика деформации,о который проще в изготовлении по сравнению с датчиками давления.
Формула изобретения
20
Устройство для определения наличия металла в валках прокатной клети, содержащее ключ, интегро-запоминающее звено, сумматор и пороговый элемент, соединенные последовательно, причем выход порогового элемен51та соединен с управляющим входом ключа, отличающееся тем, что, с целью исключения ложных срабатываний при малых обжатиях полосы, в него введены датчик деформации
0 прокатнойклетиj второй сумматор, интегратор и выпрямитель, причем датчик деформации соединен с входом интегро-запоминающего звена через информационный канал ключа, с вторым
5 входом первого сумматора и первым входом второго сумматора, второй вход которого подключен к выходу интегратора, вход которого соединен с выходом второго сумматора и в::одом
0 выпрямителя, выход которого подключен к третьему входу первого сумматора.
Источники информации, принятые во внимание при экспертизе
1.Каретников В.Р., Пистрак М.Я.
5 Некоторые вопросы внедрения системы автоматического регулирования натяжения полости. Сб. Электропривод № 7(42), Информэлектро, 1975,
с. 623-625.
0
2.Авторское свидетельство СССР № 551067, кл. В 21 В 37/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU865458A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1985 |
|
SU1284632A1 |
| Устройство для определения наличия металла в валках прокатной клети непрерывного стана | 1978 |
|
SU880531A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1975 |
|
SU551067A1 |
| Устройство фиксации наличия металла в валках прокатной клети | 1976 |
|
SU644571A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1977 |
|
SU719725A2 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1982 |
|
SU1071339A1 |
| Устройство для регулирования межклетевых натяжений | 1979 |
|
SU880532A2 |
| Устройство для управления главным приводом клети непрерывного прокатного стана | 1978 |
|
SU738707A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |