1
Изобретение относится к прокатному производству, в частности к контрольным и регулирующим устройствам прокатных ста нов.
По основному авт. св. № 551067 известно устройство для определения наличия металла в валках прокатной клети, основанное на закономерностях изменения давления, воспринимаемого валками прокатной клети в моменты входа металла в прокатную клеть и выхода металла из клети.
Оно содержит датчик давления металла на валки, интегрозапоминающее устройство, обеспечивающее запоминание и хранение сигнала давления «забоя, управляемый ключ, соединяющий вход интегрозапоминающего устройства с датчиком давления, сумматор для сложения разнополярныХ сигналов, поступающих с датчика давления и с выхода интегрозапоминающего устройства и порогового элемента, реагирующего на вы- ходные (Гигналы сумматора, управляющего упомянутым ключом.
В процессе прокатки одного изделия, например прокатки одной полосы, вследствие различных причин (наследственной разнотолЩинности, изменения температурь металла, скорости прокатки и т. п.) имеет место разйоТблщйНнОсТь прокатЫваёйого изделия, поэтому прокатные станы оснащаются системами авторегулирования толщины полош, устраняющими5 й дефекты путем изменения раствора валков в npoifec се прокатки, что сказывается и на величИне давления прокатки. В случае прокатки с начальным отрйЦЭтёльньтм рабтвбром валков («забоем валков) значение давления «за0 боя валков после выхода очередной полосы из прокатной клети оказывается отличным от значения давления «забоя, фиксируемого перед входом этой полосы в клеть, вследствие имевщих место в процессе прокатки
5 регулирующих Воздействий. Указанное явление приводит к возможности сбоя устройства определения наличия металла в моменты выхода его из прокатной клefи, оснащенной регулятором толщины.
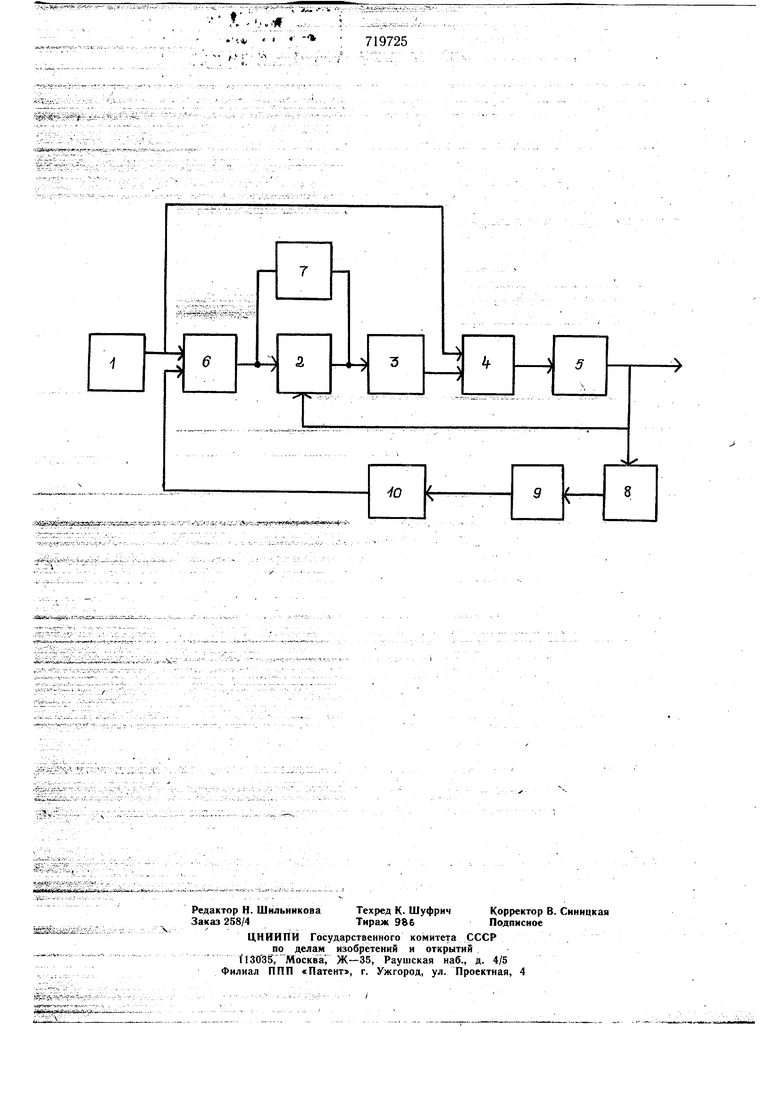
«...-.- - .....---,...-, Цель изобретения - повыщение надежности устройства и устранение возможности сбоев устройства в моменты выхода металла из прокатной клети при изменении величины «забоя валков в процессе прокатки одного изделия (полосы)/ Поставленная цель достигается тем, что устройство для определения наличия металла в валках прокатной клети дополнено вторым сумматором, оДин из входов которого соединен с датчиком давления, а выход - с ключом, последовательно соединен КШ вторым КЛЮЧОМ И запоминающим устройством, имеющим коэффициёит переда-чи-1 и ЖЛючейнЫм между первого сумматора и вторым входом второго сумматора, элементом задержки, вход которого подключен к выходу порогового элеменta; а ВЫХОД - к управляющему входу второго 1й1юча,и вентильным элементом, включенньШ параллельно первому ключу. Введенное дополнение, в совокупности с ранее известными признаками, обеспечивает запоминание величины изменения давЛенй при входе металлов в прокатную клеть и автоматическую корректировку начального сигнала (сигнала, соответствую- , щего «забою валков в паузе между полосами) в процессе прокатки. На чертеже изображена блок-схема устройства. Схема устройства содержит датчик 1 давления, ключ 2, интегрОзапоминающее звено 3, сумматор 4, пороговый элемент 5, второй сумматор 6, вентильный элемент 7, элемент 8 задержки, ключ 9 и запоминающий блок 10 Устройство работает следующимхобразом. . , . . Усилие прокатки воспринимается датчиком давления 1, вырабатывающим сигнал, пропорциональный величине усилия. Ключи 2 и 9 управляются сигналом наличия или отсутствия металла в валках, получаемым на выходе порогового элемента 5. При сигнале отсутствия металла в валках ключи 2 и 9 замкнуты, при сигнале наличия металла разомкнуты, причём,ВьшЛгочение ключа 9 происходит с запаздыванием (примерно на 0,2-0,5с),определяемым элементом 8 задержки. Сигнал с датчика 1 давления поступает на первый вход сумматора 4, на второй вход которого поступает сигнал обратной полярности с выхода интегрозапоминающего звена 3, которое служит для сЛежения за величиной сигнала давления и его хранения. Сумматор 4 осуществляет сумтйироваНйеразнополярных сигналов, поступающих на его входы. С выхода сумматора 4 разность Сигналов давления поступает на вход порогового элемента 5 и через ключ 9 - на запоминающий блок 10. При превышении выходным сигналом сумматора 4 установленного порогового уровня пороговый элемент 5 срабатывает и на его выходе появляется сигнал наличия металла в валках, в противном случае - сигнал на выходе порогового элемента 5 равен нулю, что соответствует отсутствию металла в валках. Когда разностный сигнал на выходе сумматора 4 ниже порога срабатывания порогового элемента 5, такой же малый сигнал присутствует на выходе запоминающего блока 10 и не оказывает существенного влияния на величину сигнала, снимаемого на входе интегрозапоминающего звена 3 с выхода сумматора б через ключ 2. При срабатывании порогового элемента 5, вследствие небольшой задержки, сигнал управления на ключ 9 запаздывает на 0,2-0,5 с При вхождении полосы в прокатную; клеть этого времени достаточно, чтобы усилие прокатки выросло от начального значения «забоя до усилия, соответствующего началу прокатки в клети при полном заполнении металлом межвалковой щели. При отсутствии металла в валках сигнал с датчика 1 давления, пропорциональный усилию забоя валков либо начальному сигналу при разведенных валках, поступает на входы сумматоров 4 и 6 и с выхода сумматора 6, через замкнутый ключ 2на вход интегрозапоминающего звена 3. Коэффициент передачи интегрозапоминающего звена 3 равен минус единице, поэтому сигналы на входах сумматора 4 при отсутствии металла в валках равны по величине и противоположны по знаку, а на выходе сумматора 4 разностный сигнал, воздействующий на пороговый элемент 5 и запоминающий блок 10, близок к нулю. Величина порога срабатывания порогового элемента 5 определяется при наладке и устанавливается для исключения ложных включений из-за нестабильности питания и влияния помех. При отсутствии металла в валках сигнал на выходе сумматора 4 всегда ниже порога срабатывания порогового элемента 5. В момент входа металла в клеть возрастает сигнал на выходе датчика 1 давления, а следовательно, на выходе сумматора б, и на первом входе сумматора 4, ключи 2 и 9 замкнуты. Интегрозапоминающее звено 3 содержит фильтр нижних частот И при резком возрастании давления сигнал на выходе интегрозапоминающего звена 3практически не изменяется. Поэтому на второй вход сумматора 4 поступает сигнал давления, равный сигналу при отсутствии металла в валках. Разница сигналов давления на выходе сумматора 4 превышает порог срабатывания порогового элемента 5 и на его выходе возникает сигнал наличия металла в валках, который поступает на управляющий вход ключа 2, размыкая его. Ключ 9 в момент входа полосы в клеть и при срабатывании порогового элемента 5 остается замкнутым. В запоминающий блок 10 записывается разностный сигнал, получаемый на выходе сумматора 4. Коэффициент передачи запоминающего блока 1Q равен -1, поэтому сигнал с выхода запоминающего блока 10 поступает на вход сумматора 6 со знаком, противоположным знаку сигнала датчика 1 давления. Разностный сигнал, снимаемый с выхода сумматора 6, продолжает оставаться равным величине сигналу давления, предществовавщего моменту вхождения полосы в клеть, что препятствует .подзаряду интегрозапоминающего устройства через вентильный элемент 7. Спустя время, определяемое элементом 8 задержки, в течение которого металл полностью вошел в клеть, ключ 9 размыкается и в запоминающем блоке 10 на все время прокатки сохраняется достигнутое к моменту размыкания ключа 9 значение приращения сигнала давления.
Если в дальнейшем в процессе прокатки давление прокатки будет изменяться под действием тех или иных факторов (разогрев валков, вмещательство вальцовщика, регулирующее воздействие системы авторегулирования толщины и т. д.), то при умейьшении сигнала, снимаемого с датчика 1 давления, разностный сигнал на выходе сумматора 6 уменьшается по сравнению с запомненным в интегрозапоминающем звене 3, но вентильный .элемент 7 будет заперт и изменения потенциала, хранимого в интегрозапоминающем устройстве, не произойдет, а при увеличении сигнала, снимаемого с Датчика 1 давления, разностный сигнал на выходе сумматора 6 станет больше запомненного в интегрозапоминающем звене 3, вентильный элемент 7 откроется и интегрозапрминающее звено 3 подзарядится, на величину увеличения сигнала давления. Таким образом, в процессе прокатки в интегрозапоминающее устройство 3 вносится коррекция на максимальную величину увеличения давления, что пе:рекрывает возможные изменения давления «забоя валков в процессе прокатки.
В момент входа полосы давление в клети падает, и разница сигналов давления на выходе сумматора 4 становится меньше порога срабатывания порогового элемента 5. На выходе порогового элемента 5 и на управляющих входах ключей 2 и 9 сигиал пропадает, что определяет отсутствие металла в валках клети. Ключи 2 и 9 замыкаются, запоминающий блок 10 вновь переходит в режим слежения за разностным сигналом, а интегрозапоминающее устройство 3 перезапоминает новое значение давления при отсутствии металла в валках.
Данное устройство позволяет исключить сбои в формировании команды «отсутствие полосы при изменении величины «забоя валков в процессе прокатки, что особенно важно при использовании сигналов наличия металла для управления системами авторегулирования толщины полосы и стабилизации натяжения полосы.
Устройство позволяет создать более эффективные системы авторегулирования на прокатных станах, такие как система авторегулирования толщины проката, система стабилизации натяжения листопрокатного стана и др.
Формула изобретения
Устройство для определения наличия ме/ талла в валках прокатной клети по авт. св. № 551067, отличающееся тем, что, с целью повышения надежности, оно дополнительно снабжено вторым сумматором, вторым ключом, запоминающим блоком, вентильным элементом и элементом задержки, причем первый вход второго сумматора соединен с датчиком давления, второй вход - с выходом запоминающего блок, выход - с первым ключом и вентильным элементом, выход первого сумматора через последовательно соединенные пороговый элемент, элемент задержки и второй ключ соединен со входом запоминающего блока, выход порогового элемента соединен также с управляющим входом первого ключа, выход которого соединен со входом интегрозапоминающего звена и со вторым ключом вентильного элемента, входы первого сумматора соединены с датчиками давления и с выходом интегрозапоминающего звена.
I, ,
I. г .4 -
k,
,.v :- A -.:)4-,.,.
719725
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения наличия металла в валках прокатной клети | 1985 |
|
SU1284632A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1975 |
|
SU551067A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU865458A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU910260A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1982 |
|
SU1068191A1 |
| Устройство для определения моментов захвата и выброса металла валками прокатной клети | 1987 |
|
SU1447453A1 |
| Устройство для управления главнымпРиВОдОМ КлЕТи НЕпРЕРыВНОгО пРОКАТНОгОСТАНА | 1979 |
|
SU806185A2 |
| Устройство для определения наличия металла в валках прокатной клети непрерывного стана | 1978 |
|
SU880531A1 |
| Устройство для регулирования толщины полосы на непрерывном стане холодной прокатки | 1980 |
|
SU910262A1 |
| Устройство для управления главным приводом клети непрерывного прокатного стана | 1978 |
|
SU738707A1 |
;; ;yt ; s :-3:ssaS ; v-;-i c .i%y--::...: r HbtJiiSjJ 4-
