Изобретение относится к обработке металлов давлением и может быть использовано при производстве изделий на основе алюминия с плакировкой сталью, титаном, медью и др.
Известен материал, состоящий из слоя алюминия и плакирующего слоя меди (Король В.К. и Гильденгорн М.С. Основы технологии производства многослойных металлов. М. Металлургия, 1970, с.109-110).
К недостаткам известного материала относится невозможность его применения для последующего плакирования алюминия и узкий размерный сортамент получаемых изделий.
Наиболее близким к предлагаемому по технической сущности является выбранный в качестве прототипа материал, состоящий из слоя труднодеформируемого металла, слоя алюминия и слоя металла, имеющего температуру плавления ниже температуры горячей деформации алюминия [1]
К недостаткам известного материала относится:
наличие дефектов при нанесении известного материала на алюминиевую основу, поскольку при расплавлении слоя металла, имеющего температуру плавления ниже температуры горячей деформации алюминия, возможно либо образование непроваров, либо образование полостей, заполненных невытесненным из зоны очага деформации расплавом;
отсутствует экономия металлов, так как при применении известного материала происходит вытеснение излишков расплава из зоны контакта.
Цель изобретения повышение качества соединения слоев и экономия металлов при применении материала для плакирования алюминия и его сплавов.
В трехслойном материале, состоящем из слоя труднодеформируемого металла, слоя алюминия и слоя металла, имеющего температуру плавления ниже температуры горячей деформации алюминия, слой металла, имеющий температуру плавления ниже температуры горячей деформации алюминия, имеет толщину 0,1-1 мм. При нанесении на алюминиевую основу плакирующего материала происходит расплавление слоя легкоплавкого металла и формируется соединение слоев алюминиевого слоя плакировки с алюминиевой основой в условиях жидкостного межслойного трения. При этом часть расплава диффундирует в приконтактные объемы соединяемых металлов, а часть расплава вытесняется при совместном деформировании из зоны контакта. Протекание этих процессов и определяет механизм взаимодействия, а равно и качество соединения слоев. Объем применяемого легкоплавкого металла определяет объем расплава и условия протекания процессов в зоне контакта. По прототипу и предлагаемому техническому решению площадь, перекрываемая легкоплавким металлом, равна площади зоны контакта, следовательно, объем расплава определяет толщина легкоплавкого слоя.
Проведены экспериментальные исследования по применению материалов, состоящих из слоя труднодеформируемого металла, слоя алюминия и слоя металла, имеющего температуру плавления ниже температуры горячей деформации алюминия, для процессов плакирования алюминия и его сплавов, причем различные образцы имели слой легкоплавкого металла разной толщины. После осуществления процесса плакирования образцы испытывали на прочность соединения слоев.
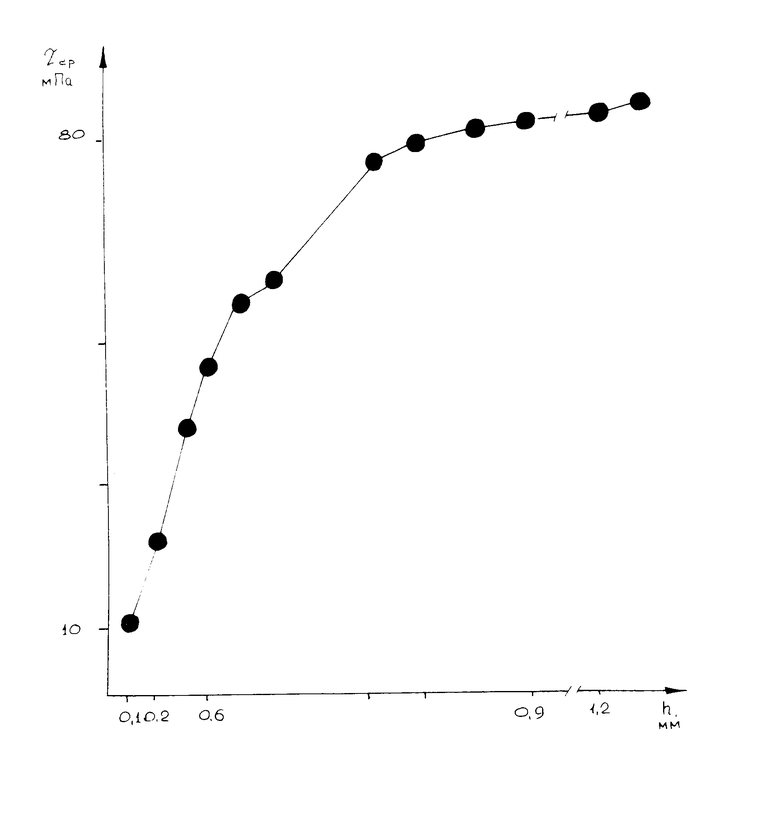
Анализ результатов экспериментов показал, что при толщине легкоплавкого слоя менее 0,1 мм происходит интенсивная диффузия расплава в приконтактные объемы соединяемых металлов, условия жидкостного трения в зоне контакта не достигаются, что приводит к снижению прочности соединения слоев.
При толщине легкоплавкого слоя более 1 мм происходит как диффузия части расплава в приконтактные объемы, так и вытеснение части расплава из зоны контакта. При этом повышения прочности соединения не происходит, однако наблюдается увеличение объема вытесняемой части расплава (что приводит к излишнему расходу металла), а также появлению в центральной части заготовки полостей, заполненных расплавом, что снижает их качество.
Предлагаемое изобретение соответствует критерию промышленной воспроизводимости, так как для получения предлагаемого материала, а также его применения для процессов плакирования алюминия и его сплавов может успешно применяться серийное прокатно-прессовое оборудование. Как показали результаты экспериментов, предлагаемый трехслойный композиционный материал позволяет повысить качество соединения слоев и экономить металлы при применении материала для плакирования алюминия и его сплавов.
Изобретение опробовано при получении плакированных материалов алюминий сталь, алюминий медь, алюминий титан общей толщиной 1-50 мм при отношении толщины плакировки к толщине основы 0,1-1, поэтому в конкретных примерах технического решения толщина слоя труднодеформируемого металла не уточняется.
П р и м е р 1. Трехслойный композиционный материал, состоящий из слоя труднодеформируемого металла, слоя алюминия и слоя легкоплавкого металла (например, из сплавов цинка с алюминием) толщиной 0,1 мм.
П р и м е р 2. Трехслойный композиционный материал, состоящий из слоя труднодеформируемого металла, слоя алюминия и слоя легкоплавкого металла толщиной 0,5 мм.
П р и м е р 3. Трехслойный композиционный материал, состоящий из слоя труднодеформируемого металла слоя алюминия и слоя легкоплавкого металла толщиной 1 мм.
Полученные трехслойные композиционные материалы применяли для плакирования алюминия и его сплавов. Качество полученных соединений оценивали при помощи испытания опытных образцов на срез. Результаты приведены на чертеже. Применение предлагаемого изобретения позволяет решать задачу повышения качества соединения слоев и экономии металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛОИСТАЯ ПРОСЛОЙКА НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ | 2003 |
|
RU2232076C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ МЕТАЛЛОВ И СПЛАВОВ СО СЛОИСТОЙ ПЛАКИРОВКОЙ | 2004 |
|
RU2285597C2 |
| ПАКЕТ ДЛЯ ПОЛУЧЕНИЯ ЛОКАЛЬНО ПЛАКИРОВАННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2080220C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ, В СОСТАВ КОТОРЫХ ВХОДИТ АЛЮМИНИЙ И ЕГО СПЛАВЫ | 2004 |
|
RU2268124C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ АЛЮМИНИЯ И НИЗКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ С УТОЛЩЕННОЙ ПЛАКИРОВКОЙ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2263014C1 |
| Способ изготовления многослойного пакета | 1989 |
|
SU1682092A1 |
| Многослойный пакет | 1991 |
|
SU1803290A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРАБОТКОЙ ДАВЛЕНИЕМ И ЛИТЬЕМ БИМЕТАЛЛОВ НА ОСНОВЕ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2293026C1 |
| Способ получения электротехнических контактов на основе алюминия и его сплавов | 1989 |
|
SU1691013A1 |
| Способ локального плакирования алюминия и его сплавов | 1987 |
|
SU1447611A1 |
Использование: производство изделий на основе алюминия и его сплавов с плакировкой медью, сталью, титаном и др. Сущность изобретения: трехслойный композиционный материал для плакирования алюминия и его сплавов состоит из слоя труднодеформируемого металла, слоя алюминия и слоя металла, имеющего температуру плавления ниже температуры горячей деформации алюминия. Причем слой металла, имеющего температуру плавления ниже температуры горячей деформации алюминия, имеет толщину 0,1 - 1,0 мм. При этом повышается качество соединения слоев и достигается экономия металлов. 1 ил.
ТРЕХСЛОЙНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ПЛАКИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ, состоящий из слоя труднодеформируемого металла, слоя алюминия и слоя металла, имеющего температуру плавления ниже температуры горячей деформации алюминия, отличающийся тем, что слой металла, имеющего температуру плавления ниже температуры горячей деформации алюминия, имеет толщину 0,1 1 мм.
| Способ локального плакирования алюминия и его сплавов | 1987 |
|
SU1447611A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
