Ч
Изобретение относится к обработке металлов шлифованием в сочетании с поверхностным пластическим деформированием и может быть использовано для отделочно-зтрочняющей обработки режущих кромок инструментов.
Цель изобретения - повьииение стойкости режущей кромки лезвия за счет исключения образования заусенца у ее вершины.
На фиг. I изображена схема осуществления способа; на фиг. 2 - после довательное приращение поперечной подачи алмазного выглаживателя в направлении к вершине обрабатываемой режущей кромки.
. Инструмент I устанавливают на поверхность 2 в приспособлении 3, Приспособление 3 устанавливают (ориентируют) на столе строгального станка таким образом, чтобы вершина 4 режущей кромки 5 (режущая кромка 5 расположена под углом ср, к базовой поверхности приспособления) установилась параллельно направлению продольного перемещения стола. При этом базирующее лезвие инструмента 1 и приспособление 3 ориентируют на столе с помощью оптических устройств или индикатора часового типа с ценой деления 0,001 мм. Верш1шу 6 алмазного выглаживателя 7 устанавливают под углом 0-90° к обрабатываемой кромке лезвия на расстоянии b от вер щины 4 режущей кромки 5. Расстояние b принимают равным половине диаметра отпечатка алмазного выглаживателя 7 на установочной поверхности 2 базирующего приспособления 3. При этом диаметр отпечатка D определяют заранее путем нагружения установочной поверхности 2 базиру7ощего приспособления 3 со стороны алмазного выглаживателя 7 номинальным усилием деформирования и исследования размеров отпечатка под микроскопом. На фиг. 2 отпечаток алмазного выглаживателя 7 на поверхности 2 приспособления изображен окружностью, имеющей диаметр D. Как видно из фиг. 2, увеличение расстояния b больще величины
(D - диаметр отпечатка алмазного
выглаживателя 7 на установочной поверхности 2 приспособления 3) нежелательно, так как это приводит к снижению производительности обработки вследствие увеличения длины рабочего хода яыглаживателя в поперечном направлении Уменьшение расстояния b недопустимо, так как в этом случае, возможно повреждение вершины кромки лезвия рабочей поверхностью алмазного выглаживателя 7 при установке последнего. Выставление верщины 6 алмазного выглаживателя 7 по отношению к вершине 4 режущего лезвия также осуществляют с помощью оптических устройств или индикатора.
Столу станка сообщают возвратно- поступательное перемещение, в результате которого алмазный выглаживатель 7 осуществляет перемещение вдоль вер- рины 4 кромки 5 лезвия инструмента 1. Одновременно на каждьш двойной ход |стола в продольном направлении столу
или выглаживателю сообщают поперечное перемещение в направлении к обра- батьшаемой кромке лезвия. Величину поперечной подачи на двойной ход выглаживателя 7 принимают не больше
величины расстояния верщины выглаживателя до вершины 4 кромки 5 лезвия, т.е. не более расстояния Ь. При уве- личении поперечной подачи на двойной ход выглаживателя больще расстояния b происходит перераспределение (течение) металла к вершине кромки и образуется заусенец, снижающий режущую способность лезвия.
Б результате обработки по предла- гаемому способу в процессе ППД алмаз- ным выглаживателем 7 осуществляется пластическое перемещение металла от вершины 4 режущей кромки 5, что исключает образование заусенца у верщи- О
ны лезвия.
, Пример. Восстановление режущей кромки изнощенньк ножей, поставляемых фирмой Луммус.
5
Твердость ножей HRC 60; длина
режущей кромки 70 мм; щирина режущей кромки 1,5 мм; угол заточки режущей кромки ср, 25 °„
Заточку .режущей кромки лезвия (ножи) осуществляли на станке мод. ЗБ70В за бдин проход.
Характеристика абразивного круга - ЛИ 200 X 25 X 32; 14 А 40 С1 9 Б.
Режимы шлифования: скорость вращения круга 25 м/с; продольная подача шлифовального круга 1,5 м/мин; глу- бина резания 0,01 мм; охлаждение - эмульсия.
0
31ЛЛ
Алмазное выглаж шание кромки лезвия осуществляли на поперечно-строгальном станке мод. 7А31. Поперечную подачу стола осуществляли с помощью микрометрического специаль- ного устройства малых перемещений. , Применяли стандартный aj-гмазный выгла- живатель с радиусом кривизны рабочей части 3,5 мм. Диаметр отпечатка алмазного выглаживателя на установочной поверхности базирующего приспособления определяли на микротвердомере мод. ПМТ,-3. Твердость материала базирующего нож приспособления HRC 60; диаметр отпечатка при номинальном усилии деформирования Р 80 Н составил 0,08 мм, следовательно, величина расстояния b 0,04 мм.
Режимы алмазного выглаживания:.номинальное усилие деформирования ВО Н подача стола на двойной ход выглаживателя 0,01 мм/дв.х.; охлаждение - масло индустриальное.
Стойкость восстановленных по предлагаемому способу режущих кромок ножей фирмы Луммус при резке жгутов синтетических нитей по сравнению с известным способом возросла в 8- 10 раз.
0
5
6А
0
25
о
7 Формула изобретения
Способ восстановления режущей . кромки инструмента, при котором ре- кромку затачивают абразивным инструментом, а затем осуп1ествляют ее поверхностное пластическое деформирование алмазным выглаживателем, которому сообщают возвратно-поступательное движение вдоль обрабатьша- емой кромки и поперечную подачу, при этом инструмент базируют в приспособлении с установочной поверхностью, отличающийся тем, что, с целью повышения стойкости режущей кромки за счет исключения образования заусенца у ее вершины, перед , началом обработки режущую кромку ин- струме1 та и вершину алмазного выглаживателя располагают на установочной поверхности базирующего приспособления, причем Bepmmiy выглаживателя размещают на расстоянии от режущей кромки, равном половине диаметра отпечатка алмазного выглаживателя на установочной поверхности приспособления, при этом поперечную подачу вы- глаж1 вателя осуществляют в направлении обрабатываемой кромки, а ее величину устанавливают в пределах расстояния вершины выглаживателя до режущей кромки инструмента.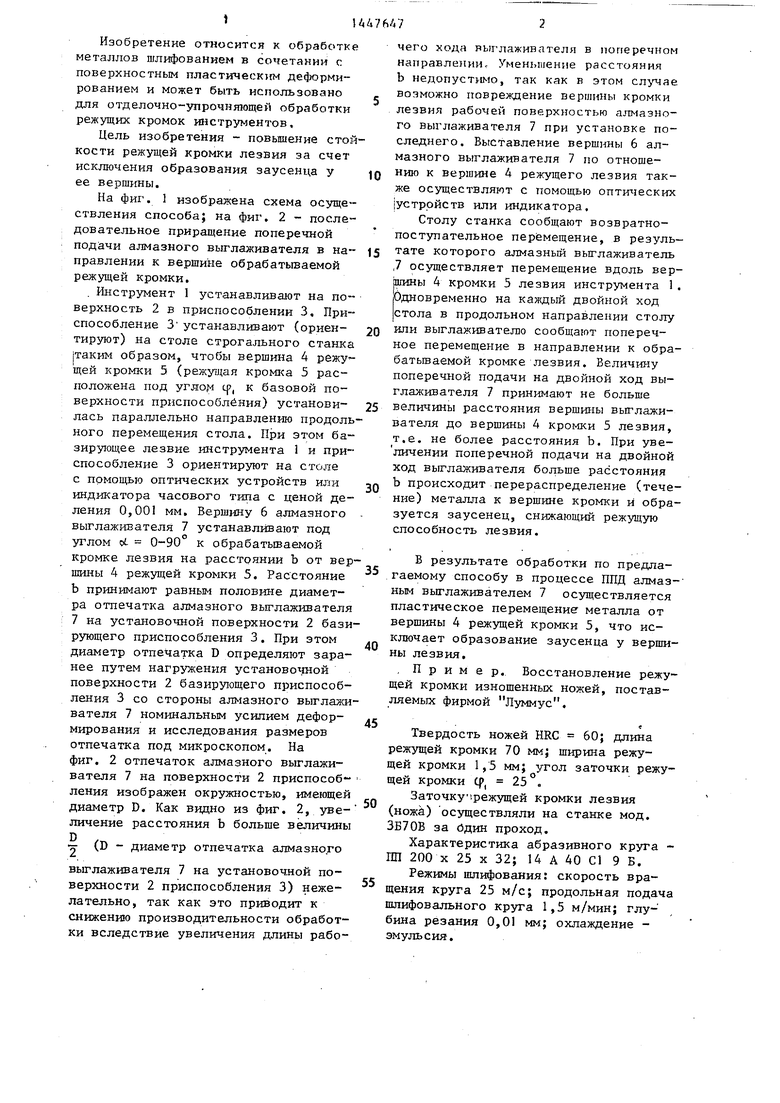

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАТОЧКИ ЛЕЗВИЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ШЛИФОВАЛЬНЫМ КРУГОМ | 2013 |
|
RU2547980C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДИНАМИЧЕСКОЙ МИКРОТВЕРДОСТИ ПОВЕРХНОСТНОГО СЛОЯ КЛИНОВИДНОЙ ДЕТАЛИ | 2005 |
|
RU2279056C1 |
| Устройство для алмазного выглаживания деталей | 1986 |
|
SU1409444A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2113963C1 |
| Способ заточки режущего лезвия инструмента | 1991 |
|
SU1816655A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЖУЩЕЙ КРОМКИ НА ПЛОСКИХ ИЗДЕЛИЯХ | 1989 |
|
RU2050222C1 |
| Приспособление для алмазного выглаживания деталей | 1989 |
|
SU1691081A1 |
| КРЕМНИЕВЫЕ ЛЕЗВИЯ ДЛЯ ХИРУРГИЧЕСКОГО И НЕХИРУРГИЧЕСКОГО ПРИМЕНЕНИЯ | 2004 |
|
RU2363771C2 |
| Способ комбинированной обработки цилиндрических валов | 1990 |
|
SU1771933A1 |
| ФРЕЗА КОМБИНИРОВАННАЯ ДЛЯ ОБРАБОТКИ ПЛОСКИХ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ДЕТАЛЕЙ ИЗ МЯГКИХ МАТЕРИАЛОВ | 2007 |
|
RU2338631C1 |
Изобретение относится к обработ- .ке металлов шлифованием в сочетании с поверхностным пластическим деформированием. Цель изобретения - повышение стойкости режущей кромки инструмента. Режущую кромку затачивают абразивным инструментом. Затем осуществляют ее поверхностное пластическое деформирование алмазным выглажи- вателем, которому сообщают относительное возвратно-поступательное движение подачи вдоль обрабатываемой кромки и движение поперечной подачи. Вершину алмазного выглаживателя устанавливают от вершины режущей кромки инструмента на расстоянии, равном половине диаметра отпечатка алмазного выглаживателя на установочной поверхности базирующего приспособления. Поперечную подачу выглаживателя вы- бирают в направлении приближения вершины выглаживателя к обрабатьюаемой кромке. Величину поперечной подачи на двойной ход выглаживателя устанавливают не больше величины расстояния вершины выглаживателя до, режущей кромки инструмента. Способ исключает образование заусенца у вершины режущего лезвия. 2 ип. i (Л
сриг.1
сриг.2
| Торбило В | |||
| М | |||
| Алмазное выглаживание | |||
| М.: Машиностроение, 1972, с | |||
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
