Изобретение относится к машино- и приборостроению и может быть использовано для комбинированной обработки цилиндрических валов.
Известен способ комбинированной обработки валов, включающий ППД и одновременную его правку.
Обработку ведут с постоянным усилием дисковым роликом, на котором выполнены два деформирующих элемента (ДЭ) одного диаметра d - правящий (ПЭ) и опорный(ОЭ). Радиус рабочего профиля ПЭ: r(OQ1-003)d, радиус рабочего профиля ОЭ: R (007-01)d. АЭ ролика всегда обращен в сторону сечения с наибольшим прогибом. Ось ролика параллельна образующей детали.
При вращении вала с его вогнутой поверхностью всегда контактирует ПЭ, а с выпуклой - ОЭ. ПЭ осуществляет более интенсивную пластическую деформацию, поэтому одновременно с накатыванием протекает процесс правки, идущий строго в плоскости изгиба вала.
Недостатки прототипа:
ограниченные возможности правки, так как разность между радиусами рабочих профилей мала и составляет R-r (004-009)d;
ограниченные технологические возможности, так как накатывание роликами неэффективно при обработке металлов с весьма высокой твердостью, например, после закалки, цементации, цианирования и т.п. Кроме того, для накатывания роликами характерны усилия в тысячи - десятки тысяч Н и значительные габариты приспособлений. Поэтому обработка валов малых размеров затруднительна или невозможна,
Цель изобретения - повышение качества деталей за счет повышения эффективности правки.
Это достигается тем, что один конец вала устанавливают в неподвижный люнет или патрон, обеспечивающий закрепление конца вала с возможностью его покачивания в любой плоскости. Второй конец вала устанавливают в подвижный люнет, за которым
XI
ю оэ ы
располагают инструмент для ППД, Инструменту и подвижному люнету сообщают движение подачи вдоль оси вращающегося вала в одном направлении.
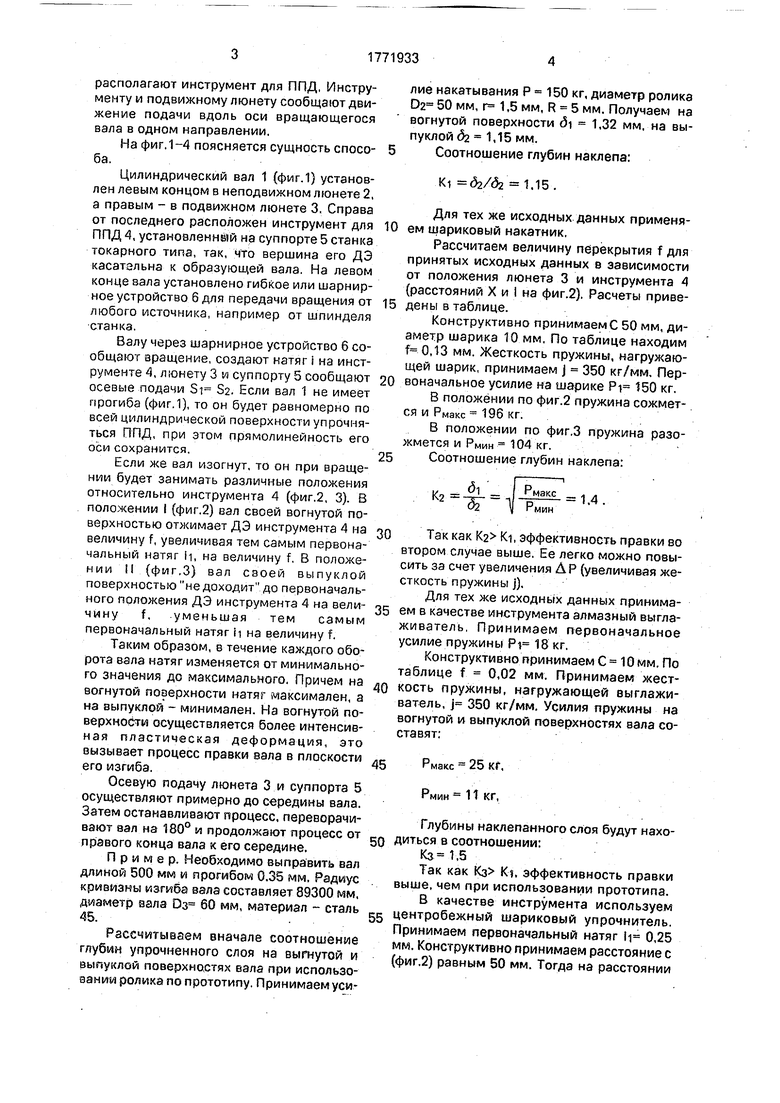
На фиг. 1-4 поясняется сущность способа.
Цилиндрический вал 1 (фиг.1) установлен левым концом в неподвижном люнете 2, а правым - в подвижном люнете 3, Справа от последнего расположен инструмент для ППД 4, установленной на суппорте 5 станка токарного типа, так, что вершина его ДЭ касатальна к образующей вала. На левом конце вала установлено гибкое или шарнирное устройство б для передачи вращения от любого источника, например от шпинделя станка.
Валу через шарнирное устройство б сообщают вращение, создают натяг i на инструменте 4, люнету 3 и суппорту 5 сообщают осевые подачи Si 82. Если вал 1 не имеет прогиба (фиг.1), то он будет равномерно по всей цилиндрической поверхности упрочняться ППД, при этом прямолинейность его оси сохранится.
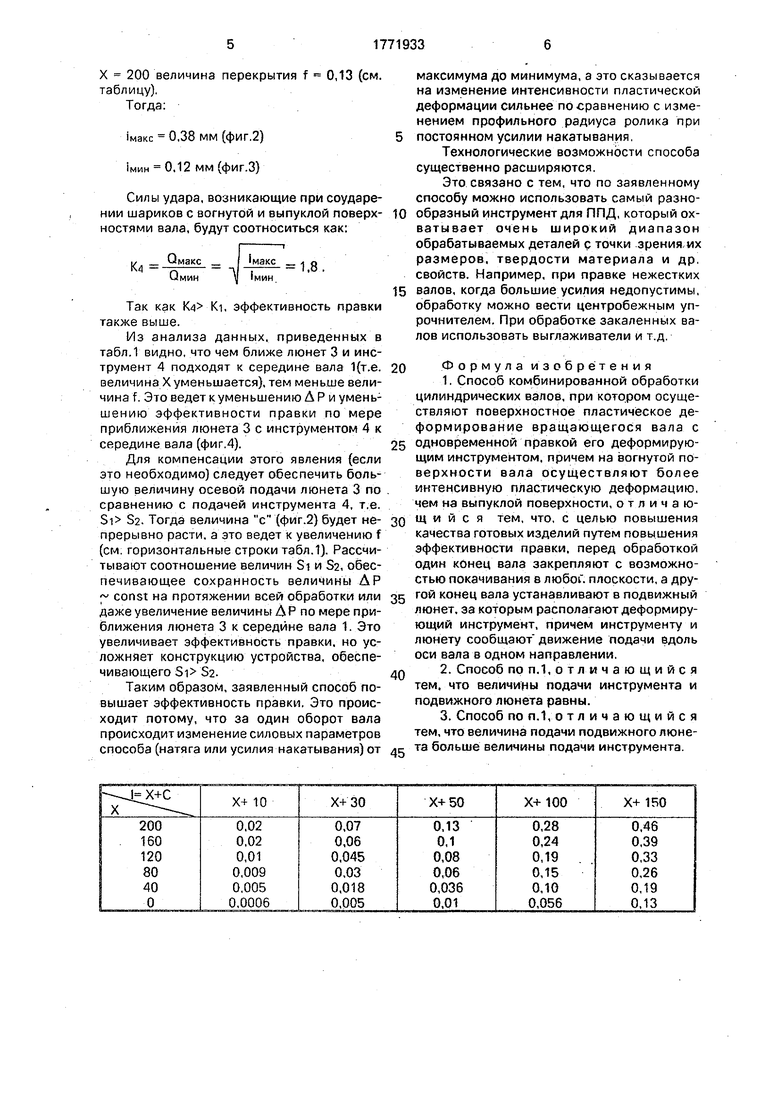
Если же вал изогнут, то он при вращении будет занимать различные положения относительно инструмента 4 (фиг.2, 3). В положении I (фиг.2) вал своей вогнутой поверхностью отжимает ДЭ инструмента 4 на величину f, увеличивая тем самым первоначальный натяг И, на величину f. В положении II (фиг.З) вал своей выпуклой поверхностью не доходит до первоначального положения ДЭ инструмента 4 на величину f, уменьшая тем самым первоначальный натяг и на величину f.
Таким образом, в течение каждого оборота вала натяг изменяется от минимального значения до максимального. Причем на вогнутой поверхности натяг максимален, а на выпуклой - минимален. На вогнутой поверхности осуществляется более интенсивная пластическая деформация, это вызывает процесс правки вала в плоскости его изгиба.
Осевую подачу люнета 3 и суппорта 5 осуществляют примерно до середины вала. Затем останавливают процесс, переворачивают вал на 180° и продолжают процесс от правого конца вала к его середине.
Пример. Необходимо выправить вал длиной 500 мм и прогибом 0.35 мм. Радиус кривизны изгиба вала составляет 89300 мм, диаметр зала Оз 60 мм, материал - сталь 45.
Рассчитываем вначале соотношение глубин упрочненного слоя на выгнутой и выпуклой поверхностях вала при использовании ролика по прототипу. Принимаем усилие накатывания Р 150 кг, диаметр ролика Da 50 мм, г 1,5 мм, R 5 мм. Получаем на вогнутой поверхности (5i 1,32 мм. на выпуклой & 1,15 мм. Соотношение глубин наклепа:
Ki 1.15.
Для тех же исходных данных применя- ем шариковый накатник.
Рассчитаем величину перекрытия f для
принятых исходных данных в зависимости
от положения люнета 3 и инструмента 4
(расстояний X и I на фиг.2). Расчеты приведены в таблице.
Конструктивно принимаем С 50 мм, диаметр шарика 10 мм. По таблице находим f 0,13 мм. Жесткость пружины, нагружающей шарик, принимаем j 350 кг/мм, Пер- воначальное усилие на шарике Pi 150 кг.
В положении по фиг.2 пружина сожмется И Рмакс 196 КГ.
В положении по фиг.З пружина разожмется и Рмин 104 кг. Соотношение глубин наклепа:
-
мзкс
мин
1.4
Так как К2 Ki, эффективность правки во втором случае выше. Ее легко можно повысить за счет увеличения АР (увеличивая жесткость пружины j).
Для тех же исходных данных принимаем в качестве инструмента алмазный выгла- живатель, Принимаем первоначальное усилие пружины Рг 18 кг.
Конструктивно принимаем С 10 мм. По таблице f 0,02 мм. Принимаем жесткость пружины, нагружающей выглажи- ватель, j 350 кг/мм. Усилия пружины на вогнутой и выпуклой поверхностях вала составят:
рмакс 25 кг. Рмин 11 кг,
Глубины наклепанного слоя будут нахо- диться в соотношении:
Кз 1.5
Так как Кз К, эффективность правки выше, чем при использовании прототипа.
В качестве инструмента используем
центробежный шариковый упрочнитель.
Принимаем первоначальный натяг Н 0,25
мм. Конструктивно принимаем расстояние с
(фиг.2) равным 50 мм. Тогда на расстоянии
X 200 величина перекрытия f 0,13 (см.
таблицу). Тогда:
макс 0,38 ММ (фиг.2)
1мин 0,12 мм(фиг.З)
Силы удара, возникающие при соударении шариков с вогнутой и выпуклой поверхностями вала, будут соотноситься как:
К4
Омакс
Q
мин
Так как К KL эффективность правки также выше.
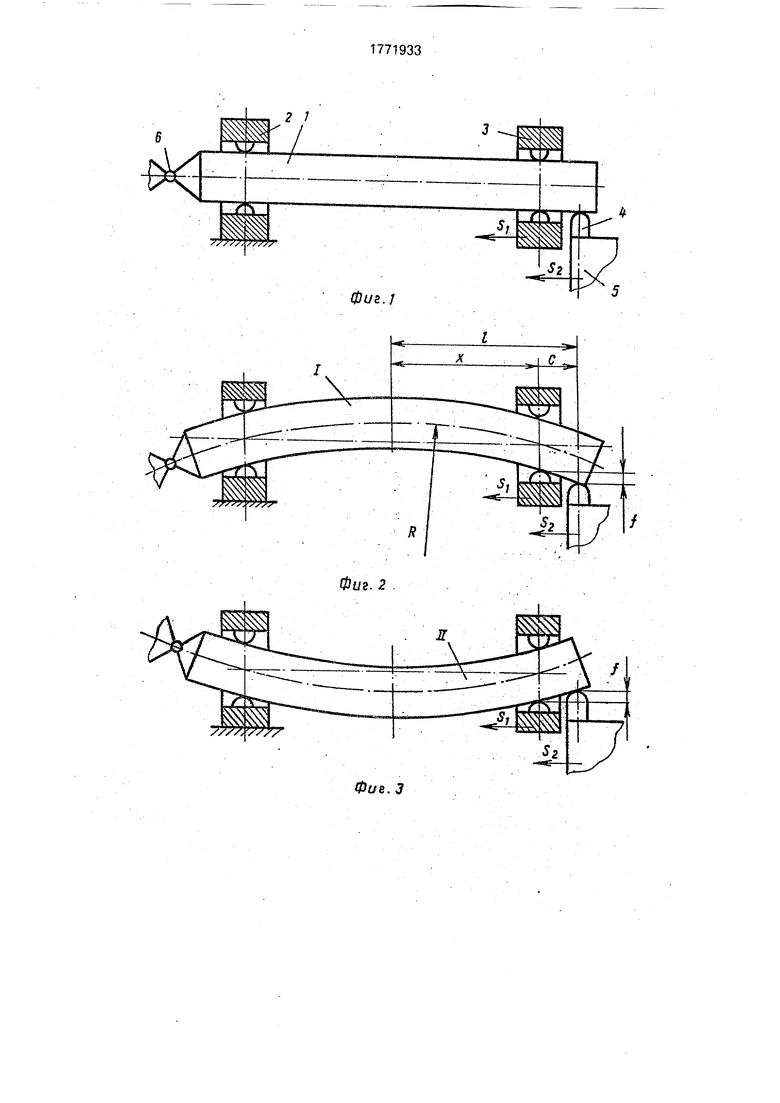
Из анализа данных, приведенных в табл.1 видно, что чем ближе люнет 3 и инструмент 4 подходят к середине вала 1(т.е. величина X уменьшается), тем меньше величина f. Это ведет к уменьшению ДР и уменьшению эффективности правки по мере приближения люнета 3 с инструментом 4 к середине вала (фиг.4).
Для компенсации этого явления (если это необходимо) следует обеспечить большую величину осевой подачи люнета 3 по сравнению с подачей инструмента 4, т.е. Si 82. Тогда величина с (фиг.2) будет непрерывно расти, а это ведет к увеличению f (см. горизонтальные строки табл.1). Рассчитывают соотношение величин Si и S2, обеспечивающее сохранность величины ЛР const на протяжении всей обработки или даже увеличение величины Л Р по мере приближения люнета 3 к середине вала 1. Это увеличивает эффективность правки, но усложняет конструкцию устройства, обеспечивающего Si 82.
Таким образом, заявленный способ повышает эффективность правки. Это происходит потому, что за один оборот вала происходит изменение силовых параметров способа (натяга или усилия накатывания) от
максимума до минимума, а это сказывается на изменение интенсивности пластической деформации сильнее по сравнению с изменением профильного радиуса ролика при
постоянном усилии накатывания,
Технологические возможности способа существенно расширяются.
Это связано с тем, что по заявленному способу можно использовать самый разнообразный инструмент для ППД, который ох- ватывает очень широкий диапазон обрабатываемых деталей с точки зрения их размеров, твердости материала и др. свойств. Например, при правке нежестких
валов, когда большие усилия недопустимы, обработку можно вести центробежным уп- рочнителем. При обработке закаленных валов использовать выглаживатели и т.д.
Формула изобретения
1.Способ комбинированной обработки цилиндрических валов, при котором осуществляют поверхностное пластическое деформирование вращающегося вала с одновременной правкой его деформирующим инструментом, причем на вогнутой поверхности вала осуществляют более интенсивную пластическую деформацию, чем на выпуклой поверхности, отличающийся тем, что, с целью повышения качества готовых изделий путем повышения эффективности правки, перед обработкой один конец вала закрепляют с возможностью покачивания в любой плоскости, а другой конец вала устанавливают в подвижный люнет, за которым располагают деформирующий инструмент, причем инструменту и люнету сообщают движение подачи вдоль оси вала в одном направлении.
2.Способ по п. 1,отличающийся тем. что величины подачи инструмента и подвижного люнета равны.
3.Способ поп.1,отличающийся тем, что величина подачи подвижного люнета больше величины подачи инструмента.
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Накатной ролик | 1990 |
|
SU1816670A1 |
| Устройство для комбинированной обработки валов | 1991 |
|
SU1812081A1 |
| Накатной ролик | 1990 |
|
SU1816669A1 |
| Накатной ролик | 1990 |
|
SU1816671A1 |
| Устройство для комбинированной обработки валов | 1991 |
|
SU1812082A1 |
| Деформирующий инструмент для накатывания с одновременной правкой деталей | 1989 |
|
SU1682141A1 |
| СПОСОБ НАКАТЫВАНИЯ РЕГУЛЯРНОГО РЕЛЬЕФА НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2727127C1 |
| Способ комбинированной обработки валов | 1987 |
|
SU1504071A1 |
| Накатная головка | 1990 |
|
SU1816668A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1982 |
|
SU1077120A1 |
Использование: к машино- и приборостроению и может быть использовано для комбинированной обработки (ППД+ правка) цилиндрических валов. Сущность изобретения: один конец вала закрепляют с возможностью покачивания в любой плоскости (в люнете, патроне и т.п.), другая - в подвижный люнет. За подвижным люнетом располагают инструмент для ППД. Инструменту и подвижному люнету сообщают движение подачи вдоль оси вращающегося вала в одном направлении с одинаковой или различной скорост ью. В качестве инструмента используют инструмент статического нагру- жения или инструмент ударного воздействия. 4 ил., 1 табл.
Фиг. 2
Фив. J
Фиг. Ч
| Способ комбинированной обработки валов | 1987 |
|
SU1504071A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
