Изобретение относится к ремонтному производству и может быть использовано при восстановлении крестовых ножей промышленных мясорубок методом наплавки.
Известен способ, при котором восстановление крестовых ножей осуществляется в закрытом штампе горячим объемным пластическим деформированием путем перемещения под давлением излишков металла с нерабочих поверхностей лезвия ножа на изношенные режущие кромки (решение о выдаче патента на изобретение по заявке N 96108593/02 (014469) от 29.05.96. "Штамп для восстановления крестовых ножей").
Однако известным способом восстановления крестовых ножей давлением в штампе невозможно восстанавливать крупногабаритные ножи с наружным диаметром 450 мм из-за значительных усилий деформации, превышающих возможности существующего прессового оборудования.
Известный способ восстановления крестовых ножей установкой на штифты дополнительных ремонтных пластин из инструментальной стали по типу сборных резцов с механическим креплением к державке твердосплавных режущих пластин (Грановский Г. И. Металлорежущий инструмент. Конструкция и эксплуатация. Справочное пособие. - М.: Машиностроение, 1954, с. 50) взамен удаленных фрезерованием фрагментов ножа с изношенными режущими кромками металлоемок непроизводителен и не обеспечивает точность взаимного расположения восстановленных поверхностей в течение заданного ресурса.
Изготовление ножей вновь по выплавляемым моделям из изношенных приводит к выгоранию легирующих элементов при плавлении, что ведет к необеспечению требуемой износостойкости и твердости режущих поверхностей из-за изменения состава и структуры исходного металла.
Наиболее близким к предлагаемому является способ изготовления режущего инструмента, при котором режущую кромку получают наплавкой стали и непосредственно перед наплавкой подрезают вершины режущих кромок, располагая линию среза под углом 45o к направлению усилия резания (а.с. 1764924, кл. B 23 P 15/28, B 23 K 9/04, опубл. 30.09.92 г. Бюл. N 36 - прототип).
Известный способ не обеспечивает качественного получения сварного шва при восстановлении наплавкой изношенных режущих кромок крупногабаритных крестовых ножей промышленных мясорубок из-за возможного стекания излишков наплавляемого металла со скосов, выполненных непосредственно перед наплавкой путем срезания вершин режущих кромок под углом 45o, либо из-за образования неравномерных наплывов наплавленного металла, нависающих над перпендикулярной режущей кромке поверхностью и создающих трудности при последующей обработке резанием, связанных с трудоемким удалением излишков металла или с полным отсутствием припусков на обработку. Поэтому известный способ может быть использован только в инструментальном производстве, например для наплавки зубьев концевых фрез.
Технической задачей изобретения является повышение качества восстановления изношенных режущих кромок крупногабаритных крестовых ножей промышленных мясорубок методом наплавки.
Задача достигается тем, что в способе восстановления режущего инструмента, при котором перед наплавкой металла подрезают вершины изношенных режущих кромок, располагая линию среза под углом к направлению усилия резания, угол линии среза выполняют переменным, изменяющимся по длине режущей кромки прямо пропорционально величине момента от усилия резания в точках его приложения в пределах действия эффекта образования нависающего над перпендикулярной режущей кромке плоскостью валика в форме выпуклого мениска при растекании расплавленного наплавляемого металла по наклонной поверхности среза, при этом обработку среза ведут по винтовой плоскости с максимальной высотой уклона, не превышающей его ширины, равной ширине режущей кромки, кроме того, при наплавке электроду придают поперечные колебания с продольной подачей, при которой очередной валик на одну третью часть по ширине перекрывает предыдущий.
Наличие в предлагаемом способе изобретения доказывается тем, что перед наплавкой изношенного крестового ножа подрезку вершин режущих кромок производят под переменным по длине лезвия углом линии среза к направлению усилия резания, причем величину этого угла изменяют в пределах действия эффекта образования стабильных свисающих с режущих кромок наплывов расплавленного металла при его растекании по наклонной плоскости среза. Такая конструкция режущей кромки обеспечивает после наплавки на нее дополнительного компенсирующего износ металла равномерные припуски по всем поверхностям при последующей обработке резанием. При подрезке вершин режущих кромок под постоянным углом 45o к направлению усилия резания согласно рекомендациям известного способа изготовления режущего инструмента методом наплавки возможно стекание излишков расплавленного металла с наклонной плоскости скоса исходя из положения теории смачивания жидкостью наклонной поверхности твердого тела, по которому максимальный угол наклона не должен превышать 40o (Сумм Б.Д. Физико-механические основы смачивания и растекания. - М.: Химия, 1976, 231 с.).
Оригинальность предлагаемого способа заключается в том, что обработку вершин режущих кромок ведут по винтовой плоскости, изменяя угол линии среза от основания к носку лезвия ножа прямо пропорционально величине момента от усилия резания, при условии, что максимальная высота уклона не должна превышать его ширины, равной ширине режущей кромки. Такая конструкция режущей кромки обеспечивает более равномерное по сравнению с прототипом распределение усилий сжатия в наплавленном слое по длине лезвия за счет разложения силы резания в зоне сплавления на составляющие.
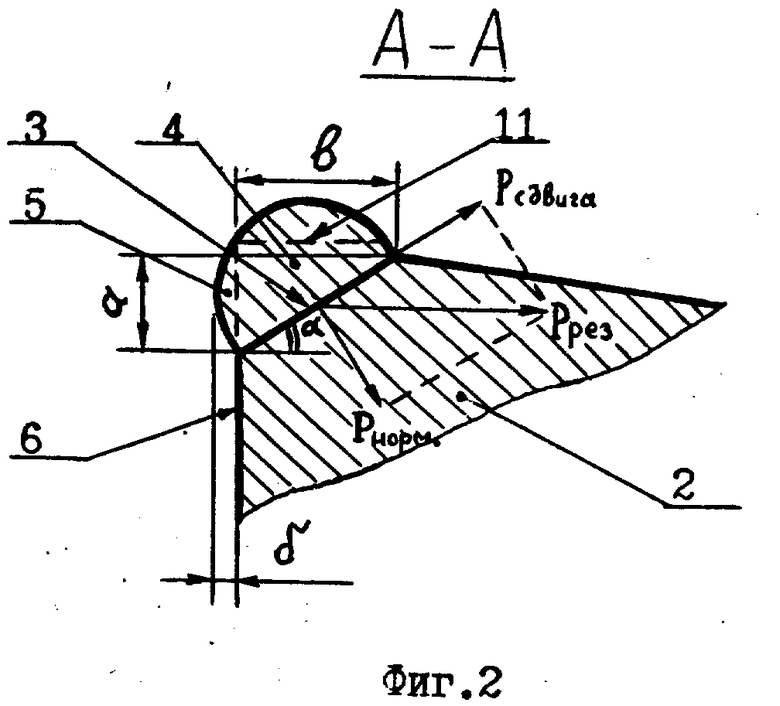
На фиг. 1 показана схема наплавки режущих кромок ножа в плане, совмещенная с эпюрой распределения момента от усилия резания по длине лезвия ножа; на фиг. 2 - разрез А-А фиг. 1, на котором показана конструкция режущей кромки с наплавленным металлом.
Способ осуществляется следующим образом.
Непосредственно перед наплавкой подрезают изношенные вершины режущих кромок 1 ножа 2 (фиг. 1), располагая линию среза 3 (фиг. 2) под углом α к направлению усилия резания Pрез.
Угол наклона α линии среза 3 к направлению усилия резания Pрезопределяется по формуле α = arctga/b, где a - высота уклона; b - ширина уклона, равная ширине режущей кромки 1 (фиг. 1).
Как показали экспериментальные исследования, при угле наклона α линии среза 3 (фиг. 2) более 40o происходит стекание расплавленного металла 4 с поверхности среза 3, а при α < 30o пропадает эффект образования мениска 5, нависающего над перпендикулярной режущей кромке плоскостью 6 с достаточным для последующей обработки резанием припуском δ. .
При наплавке оптимальный нависающий выпуклый мениск 5 образуется при соотношении a/b = 0,58 - 0,85 и α = 30 - 40o. При этом угол наклона α линии среза 3 изменяют от 40 до 30o по длине лезвия 7 ножа 2, уменьшая от носка 8 к основанию 9 прямо пропорционально изменениям величины момента M от усилия резания Pрез в точках его приложения, образуя винтовую поверхность.
Применение винтового технологического среза 3 с α = vario позволяет снизить и равномерно распределить по длине лезвия 7 нагрузку в зоне сплавления наплавленного металла 4 с материалом восстанавливаемого ножа 2 в процессе работы мясорубки и избежать выкрашивания наплавленного слоя за счет дифференцированного по длине лезвия 7 разложения силы резания Pрез на составляющие Pсдвига и Pнорма льное.
Наплавку режущих кромок 1 проводят последовательно с двух сторон с применением колебательного механизма, причем очередной валик 10 должен на одну третью часть по ширине перекрывать предыдущий.
Пунктиром показан контур 11 восстановленной режущей кромки 1 ножа 2.
Пример конкретного выполнения способа восстановления режущего инструмента проведен для восстановления крестовых ножей из стали 40Х массой 8 кг, диаметром 450 мм промышленной мясорубки-измельчителя И-76, применяемой для приготовления фарша пушным животным.
Наплавку ножей осуществляли на установке У-653 с использованием автомата А 1406 и центросместителя наплавочной проволокой НП-40Х13 ГОСТ 10543-78 под флюсом АН-348А ГОСТ 9087-81. В результате получили износостойкий наплавленный слой с необходимым припуском на шлифование и твердостью HRC 45 - 52. В этом случае хром, содержащийся в материале проволоки и ножа, образовывал устойчивые карбиды, располагающиеся в матрице, состоящей из мартенсита и остаточного аустенита.
Спиральная форма скоса при подготовке изношенной режущей кромки к наплавке достигалась обработкой наклонной фрезой с использованием специального зажимного приспособления, установленного на делительной головке.
Режимы наплавки: напряжение 26 - 28 В; сила тока 170 А; скорость подачи электродной проволоки 75 м/ч.; амплитуда поперечных колебаний мундштука 6 мм; продольная подача наплавочной головки 3 мм/оборот ходового винта; полярность - обратная.
Технологический процесс восстановления ножей предлагаемым способом включает в себя дефектацию, отжиг, фрезерование фасок на режущих кромках, наплавку, отпуск, шлифование, контроль качества.
Работающая в сопряжении с ножом решетка шлифуется под уменьшенный ремонтный размер до устранения следов износа на режущих кромках отверстий и восстановления заданной параллельности плоскостей.
Предлагаемый способ может применяться для восстановления крестовых ножей волчковых мясорубок и измельчителей различных модификаций и другого подобного режущего инструмента.
Коэффициент использования металла при восстановлении режущих кромок ножей предлагаемым способом составил 85 - 90%, себестоимость восстановления составила 80% от стоимости новой детали.
Таким образом, использование изобретения позволяет достичь следующих результатов.
1. Способ восстановления режущего инструмента благодаря подрезке непосредственно перед наплавкой вершин изношенных режущих кромок под переменным по длине углом линии среза к направлению усилия резания, а также за счет преобладания при резании в наплавленном слое восстановленного ножа усилия сжатия и более равномерного распределения этого усилия по длине лезвия ножа обеспечивает повышение качества восстановления изношенных режущих кромок крупногабаритных крестовых ножей промышленных мясорубок методом наплавки, что продлевает их ресурс.
2. Предлагаемый способ благодаря оптимизации численного значения угла наклона линии среза на режущих кромках с учетом эффекта образования нависающего над перпендикулярной режущей кромке плоскостью выпуклого мениска, образующегося при растекании наплавляемого металла по наклонной поверхности среза, а также применению колебательного механизма обеспечивает более равномерные по всей длине восстанавливаемой режущей кромки припуски на последующую финишную обработку без применения для устранения участков с непроплавленными поверхностями трудоемкой многослойной наплавки.
Реализация потенций предлагаемого изобретения позволяет расширить диапазон типоразмеров восстанавливаемых ножей за счет крупногабаритных, которые до этого не поддавались восстановлению ни одним из известных способов, а также уменьшить расход наплавочного материала за счет повышения коэффициента его использования до 85 - 90%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО КРЕСТОВОГО НОЖА | 2013 |
|
RU2533236C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1998 |
|
RU2136471C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ БОРИРОВАНИЯ ДЕТАЛЕЙ | 2000 |
|
RU2164963C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| СПОСОБ ФОРМИРОВАНИЯ КРОМКИ НОЖА | 2017 |
|
RU2725946C2 |
| КОМПЛЕКТ РЕЖУЩЕГО ИНСТРУМЕНТА МЯСОРУБКИ И ЕГО РАБОЧАЯ ЧАСТЬ | 1996 |
|
RU2116837C1 |
| Способ изготовления режущего инструмента | 1990 |
|
SU1764924A1 |
Изобретение относится к ремонтному производству и может быть использовано при восстановлении крестовых ножей промышленных мясорубок наплавкой. При подрезании вершин изношенных режущих кромок угол линии среза выполняют переменным, изменяющимся по длине режущей кромки прямо пропорционально величине момента от усилия резания в точках его приложения в пределах действия эффекта образования нависающего над перпендикулярной режущей кромке плоскостью валика в форме выпуклого мениска при растекании расплавленного металла по наклонной поверхности среза, при этом обработку среза ведут по винтовой плоскости с максимальной высотой уклона, не превышающей его ширины, равной ширине режущей кромки, кроме того, при наплавке электроду придают поперечные колебания с продольной подачей, при которой очередной валик на одну третью часть по ширине перекрывает предыдущий. Способ позволит расширить диапазон типоразмеров восстанавливаемых ножей за счет крупногабаритных и уменьшить расход наплавочного материала. 2 ил.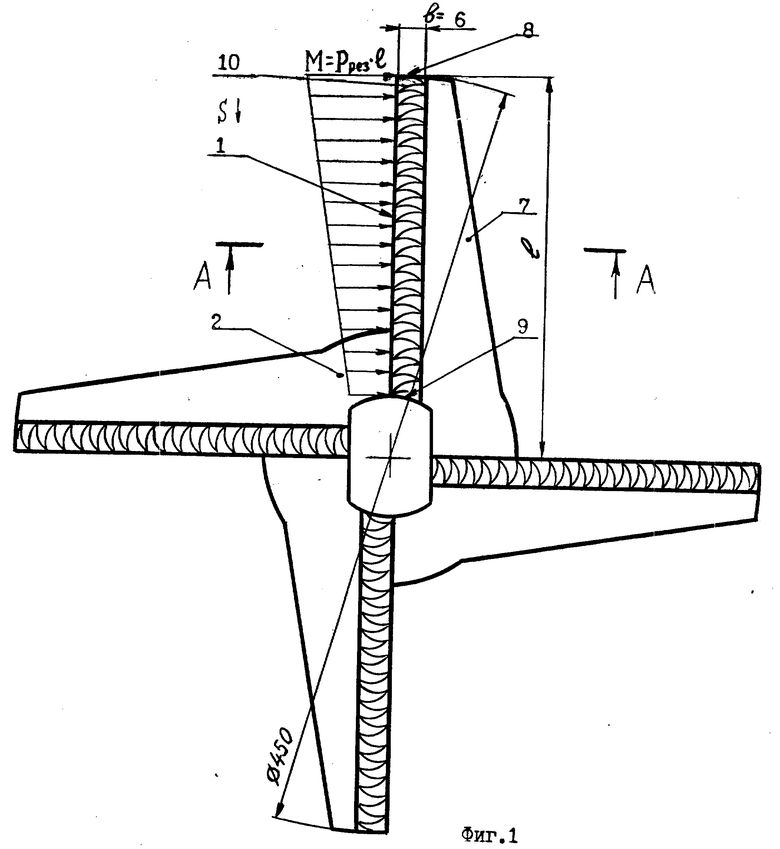
Способ восстановления режущего инструмента, при котором перед наплавкой металла подрезают вершины изношенных режущих кромок, располагая линию среза под углом к направлению усилия резания, отличающийся тем, что угол среза выполняют переменным, изменяющимся по длине режущей кромки прямо пропорционально величине момента от усилия резания в точках его приложения в пределах действия эффекта образования нависающего над перпендикулярной режущей кромке плоскостью валика в форме выпуклого мениска при растекании расплавленного наплавляемого металла по наклонной поверхности среза, при этом обработку среза ведут по винтовой плоскости с максимальной высотой уклона, не превышающей его ширины, равной ширине режущей кромки, кроме того, при наплавке электроду придают поперечные колебания с продольной подачей, при которой очередной валик на одну третью часть по ширине перекрывает предыдущий.
| SU, авторское свидетельство, 1764924, B 23 P 15/28, 1992. |
