Изобретение относится к области обработки металлов резанием и пластическим деформированием поверхностного слоя плоского торца заготовок из мягкой стали и цветных металлов.
Известно применение для обработки плоских торцовых поверхностей заготовок из мягких материалов комбинированной обработки резанием и выглаживанием. Для ее осуществления предложены разные конструкции устройств, в том числе фреза, содержащая резец и выглаживатель [1].
Недостатком такой фрезы является низкая производительность обработки при условии обеспечения высоких требований к плоскостности и шероховатости поверхности плоского торца детали.
Задачей изобретения является повышение производительности обработки комбинированной фрезой плоских торцовых поверхностей заготовок деталей из мягких материалов при условии обеспечения высоких требований к плоскостности и шероховатости поверхности плоского торца детали.
Поставленная задача решена за счет того, что в комбинированной фрезе для обработки плоских торцовых поверхностей заготовок из мягких материалов, содержащей корпус с резцами и выглаживателями, инструменты закреплены в корпусе в эксцентричных втулках, обеспечивающих бесступенчатую установку разного расстояния от оси фрезы до вершины каждого резца и выглаживателя.
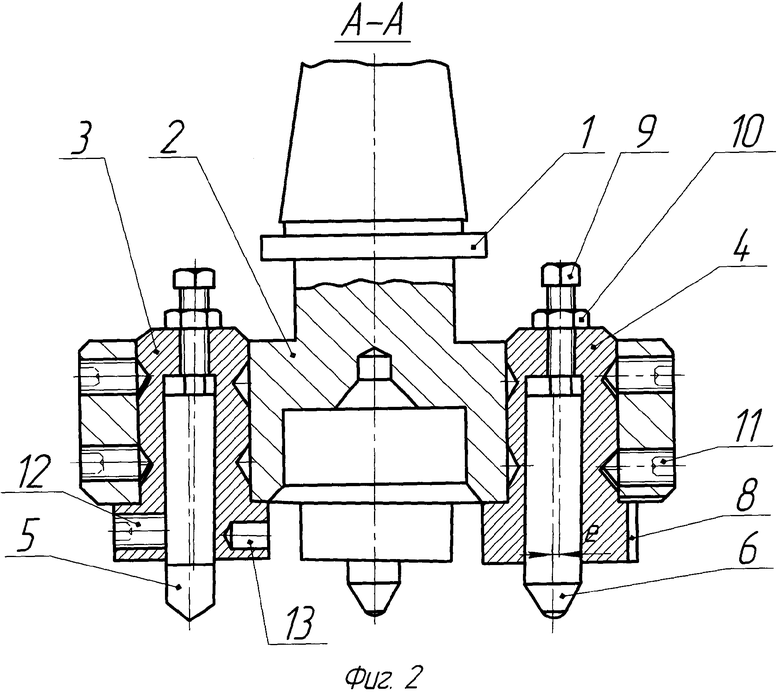
Конструкция фрезы показана на фиг.1 - вид с торца и на фиг.2 - разрез по А-А.
Фреза содержит хвостовик 1, соединенный с корпусом 2. В корпусе установлены эксцентричные втулки 3 и 4. Втулки 3 предназначены для регулировки и крепления четырех резцов 5. Втулки 4 предназначены для регулировки и крепления двух выглаживателей 6. На торце корпуса предусмотрены радиальные риски 7, а на втулках осевые риски 8 для установки радиального положения инструментов относительно оси корпуса фрезы. Для осевой регулировки положения резцов и выглаживателей предусмотрены винты 9 с контргайками 10. Фиксация втулок в корпусе осуществляется винтами 11. Крепление резцов и выглаживателей во втулках производится винтами 12. Для повышения надежности крепления инструментов во втулках можно на каждой втулке установить по два винта. Ось винтов 11 расположена эксцентрично к оси втулки примерно на четверть ее диаметра, что позволяет усилить радиальный и осевой прижим втулок к корпусу и повысить жесткость крепления втулок.
Выступающие из втулок рабочие части инструментов, расположенные на разных расстояниях от оси фрезы, создают небольшой дисбаланс. Для сведения его к минимуму предусмотрено технологическое отверстие 13, высверленное во втулках с резцами, расположенными диаметрально противоположно втулкам с выглаживателями. Это же отверстие может использоваться для поворота втулок шестигранным ключом при регулировках.
Применение винтов 9 размером М6×1 для осевой регулировки инструментов позволяет за поворот винта на 10° осуществлять осевое перемещение на 0,03 мм. Принятие эксцентриситета е=1,5 мм позволяет за поворот втулки на одну риску на ней осуществлять радиальные перемещения инструмента на 0,08 мм.
Первоначальная настройка фрезы на обработку заготовок заключается в следующем. Крепят корпус 1 фрезы в шпинделе станка. Во втулки 3 и 4, установленные по рискам 8, ставят резцы 5 и выглаживатели 6 и фиксируют их винтами 12 слабой затяжкой. Затем проверяют правильность расстояния от оси фрезы до вершин инструментов. При необходимости корректировки поворачивают резцы и выглаживатели во втулках или втулки на необходимый угол. Разница в расстояниях от оси фрезы до вершин соседних резцов при обработке мягких материалов должна быть в пределах 0,08...0,12 мм [1], что соответствует подаче на один резец за оборот фрезы.
Расстояние от первого, по направлению вращения фрезы, выглаживателя до оси должно быть меньше на 2...3 мм, так как в этом диапазоне принимается радиус наконечника выглаживателя. Разница расстояний от оси до выглаживателей равна сумме двух подач резцов. Эксцентриситет е=1,5 мм позволяет установить такое положение выглаживателей разворотом втулок 4 на 180° и обеспечивает возможность увеличения подачи фрезы до 0,48 мм на один оборот.
После проверки правильности радиальной установки инструментов затягивают винты 11, 12 и приступают к проверке и регулировке вылета инструментов из корпуса. Для этого подводят вершины резцов к плоской плите на столе станка. Предварительно проверяют перпендикулярность оси фрезы. Затем винтами 9 добиваются беззазорного положения вершин инструментов на плите и контрят гайки 10 на втулках резцов. После этого отводят стол с плитой от фрезы на 0,1...0,2 мм и опускают винтами 9 на плиту выглаживатели до соприкосновения с ней и контрят последние гайки 10.
Описанные операции по проверке и настройке положения инструментов фрезы целесообразно производить вне станка на специальном приспособлении, имея резервный корпус и инструменты. Это позволит значительно сократить вспомогательное время при обработке заготовок.
Повышение производительности обработки плоских торцовых поверхностей заготовок из мягких материалов при условии обеспечения высоких требований к плоскостности и шероховатости поверхности плоского торца детали обеспечено за счет:
- увеличения количества резцов и выглаживателей и их расположения на разном расстоянии от оси фрезы;
- жесткого крепления эксцентричных втулок и инструментов в них с малым вылетом из втулок;
- обеспечения удобства смены и регулирования положения инструментов при применении эксцентричных втулок.
Источники информации
1. Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием. - М.: Машиностроение, 1987. - 328 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПЛОСКИХ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ДЕТАЛЕЙ ИЗ МЯГКИХ СТАЛЕЙ | 2007 |
|
RU2350435C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПЛОСКИХ ТОРЦОВ ЗАГОТОВОК ИЗ МЯГКИХ СТАЛЕЙ | 2007 |
|
RU2350458C1 |
| Торцовая фреза | 1989 |
|
SU1713758A1 |
| Устройство для токарной обработки торцовых нежестких поверхностей пустотелых деталей | 1989 |
|
SU1710191A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| Сборная насадная цилиндрическая фреза и способ ее установки | 1985 |
|
SU1281414A1 |
| ПОДШИПНИКОВЫЙ УЗЕЛ РОТАЦИОННОГО ИНСТРУМЕНТА | 2008 |
|
RU2381874C1 |
| Автомат для резки труб | 1990 |
|
SU1791079A1 |
| Прецизионный газостатический шпиндельный узел | 2021 |
|
RU2771708C1 |
| Двухлезвийный инструмент | 1980 |
|
SU917978A1 |
Фреза содержит корпус с резцами и выглаживателями. Для повышения производительности обработки резцы и выглаживатели закреплены в корпусе в эксцентричных втулках с возможностью бесступенчатой установки различного расстояния от оси фрезы до вершины каждого резца и выглаживателя. 2 ил.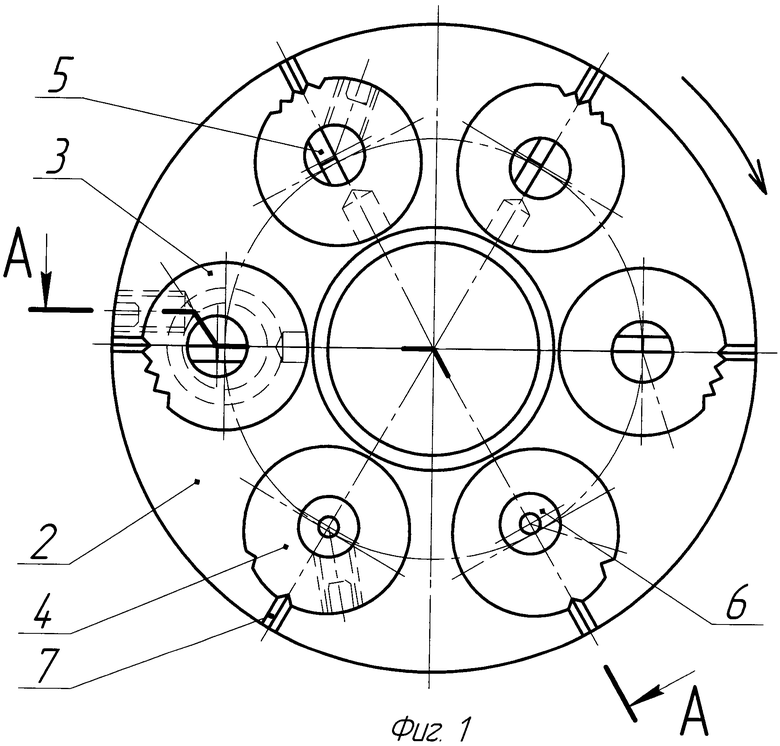
Фреза комбинированная для обработки плоских торцовых поверхностей заготовок из мягких материалов, содержащая корпус с резцами и выглаживателями, отличающаяся тем, что резцы и выглаживатели закреплены в корпусе в эксцентричных втулках с возможностью бесступенчатой установки на различном расстоянии от оси фрезы до вершины каждого резца и до выглаживателя.
| ОДИНЦОВ Л.Г | |||
| "Упрочнение и отделка деталей поверхностным пластическим деформированием" | |||
| Справочник | |||
| - М.: Машиностроение, 1987, с.170, 171, фиг.121д | |||
| Инструмент для отделочной и упрочняющей обработки плоских поверхностей | 1959 |
|
SU123862A1 |
| Инструмент для обработки плоских поверхностей деталей вибронакатыванием | 1991 |
|
SU1779562A1 |
| JP 11010432 A, 19.01.1999. | |||

