1
00 00
4;
Изобретение относится к термической обработке изделий из низколегированной высокоуглеродистой стали и может быть использовано при изготовлении различных видов режущего и штам- пового инструмента.
Цель изобретения - повышение износостойкости.
Пример. Пуансоны из сталей ;У10 и 9ХС подвергают следующей термической обработке. Первый нагрев с подогревом до 800 С осуществляют в соляной ванне до температуры 1100 С с соответствующей для определенного се :чения вьщержкой. Затем изделия пере- .носят в соляную ванну с температурой 400-450 С, выдерживают до завершения распада аустенита в течение мин, переносят в соляную ванну с температурой 780-800°С для стали У10 и 840-860 С - для стали 9ХС и после соответствующей выдержки водят закалку в масле стали 9ХС ти через воду в масло стали У10. Окончательный отпуск проводят при 180- 200 Са Параллельно проводят обработ- ку по известному способу. Данные испытаний инструмента сведены в таблицу.
Как видно из таблицы, эксплуатационные свойства инструмента, обработанного по предлагаемому способу, в 1,2-1,4 раза выше,-чем после обработки по известному способу.
Форму л. а изобретения Способ термической обработки низколегированных высокоуглеродистых сталей,включающий высокотемпературный нагрев, охлаждение до температуры ниже Аг , выдержку у нагрев до температуры закалки и окончательное охлаждение, отличающийся тем, что, с целью повышения износо- стойкости охлаждение после высоко- температурного нагрева проводят до 400-450 с..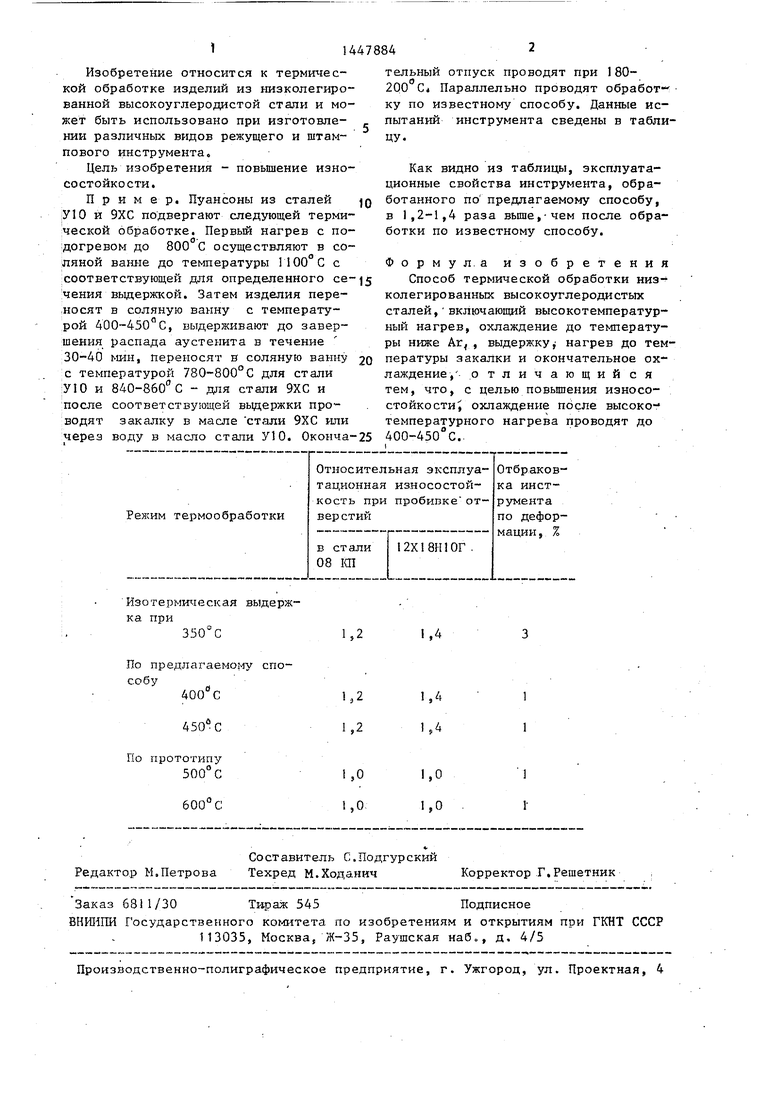
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки стали | 1982 |
|
SU1133306A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 1991 |
|
RU2017838C1 |
| СПОСОБ ПОВЫШЕНИЯ ТВЕРДОСТИ БОЛЕЕ 68,0 HRC В ИЗДЕЛИЯХ ИЗ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2007 |
|
RU2349651C1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| Способ термической обработки стальных изделий | 1990 |
|
SU1723153A1 |
| Способ термической обработки изделий с металлическим покрытием | 2016 |
|
RU2623929C1 |
| Способ термической обработки сварного режущего инструмента | 1990 |
|
SU1770402A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1990 |
|
RU2010870C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ ИЗ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2015 |
|
RU2599950C1 |
| Способ термической обработки изделий | 1980 |
|
SU973639A1 |
Изобретение относится к терми-- ческой обработке изделий из низколегированной высокоуглеродистой стали и может быть использовано при изготовлении различных видов режущего и штампового инструмента. Цель изобретения - повышение износостойкости. Для этого после первого высокотемпературного нагрева проводят изотермическую закалку при 400-450 С, после чего осуществляют нагрев до обычной температуры закалки. 1 табл. с 
Изотер мич е ск ая выде рж- ка при
350°С
По предлагаемо гу способу
1,А
| Способ термической обработки стали | 1982 |
|
SU1133306A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
