Изобретение относится к термообработке инструментальных сталей и может быть использовано в машиностроительной и инструментальной промышленности.
Известен способ традиционной закалки инструментальных заэвтектоидных сталей, состоящий в однократном нагреве до температуры на 30-50оС выше Ас1 (до температуры закалки) с последующим охлаждением в закалочной среде до комнатной температуры. Нагрев этих сталей выше указанной температуры закалки ведет к снижению механических свойств. Время выдержки выбирается из расчета завершения процессов полной аустенизации и растворения карбидов и соответствует общепринятым нормам выдержки. При подборе закалочной среды скорость охлаждения сталей в этой среде должна быть выше критической для прохождения полного превращения аустенита в мартенсит. Например, при закалке стали У8 (инструментальной стали пониженной прокаливаемости) ее нагревают до 770-820оС и охлаждают в водном растворе или масле в зависимости от размеров инструмента. После закалки обязательно проводят отпуск с целью снятия внутренних напряжений, либо повышения вязкости, что зависит от вида инструмента и условий его работы. (Гуляев. Металловедение, М.: Металлургия, 1978 - с. 285-293, с. 412-417, Термическая обработкa в машиностроении. Справочник) Под ред. Ю.М. Лахтина, А.Г. Рахштадта -М., Машиностроение, 1980 - с. 747-751). Указанный способ отличается низкой износостойкостью и прочностью инструментальных сталей.
Наиболее близким решением по технической сущности и достигаемому эффекту является способ термической обработки, который заключается в термоциклировании в интервале температур от Ас1 + (10-30оС) до Асm - (10-30оС), закалку от температуры последнего нагрева при термоциклировании и отпуск. Изотермические выдержки, необходимые для полного протекания прямого и обратного превращений, выбираются в соответствии с общепринятыми нормативами. Например, сталь У12 термоциклируют путем пятикратного переноса из печи, имеющей температуру 800оС, в печь с температурой 740oС. На последнем цикле с верхней температуры проводят охлаждение в воде и завершают процесс отпуском при 180оС. В результате такой обработки абразивная износостойкость стали У12 по сравнению с традиционной повысилась в 1,48 раза. Температура закалки предлагаемой стали У12 (800оС) соответствует общепринятой температуре закалки, которую варьируют от 770 до 820оС в зависимости от условий нагрева, состава стали и др.
К недостаткам указанного способа следует отнести невысокие значения износостойкости и прочности инструментальных сталей, что отрицательно сказывается на рабочих свойствах готового инструмента.
Целью изобретения является повышение износостойкости и прочности инструментальных сталей.
Это достигается проведением термоциклирования путем многократного нагрева до температуры закалки и охлаждения до температуры tкомн. - А1, окончательной закалки от температуры последнего нагрева при термоциклировании и отпуска. Причем время нагрева на всех стадиях термоциклирования снижают до (0,1-0,9) τн<R> где τн<R> - общее время нагрева при стандартной закалке.
Выбор температуры нагрева при термоциклировании обусловлен тем, что только в интервале температур нагрева под стандартную закалку достигаются наиболее высокие свойства инструментальных сталей. Поэтому температуру нагрева при термоциклировании варьируют аналогично температуре традиционной закалки, а именно в пределах Ас1+(30-50оС). С другой стороны, нагрев выше Ас1+50оС приводит к росту зерна, т.е. снижению вязкости, износостойкости, а также к сильному трещинообразованию. При нагреве ниже Ас1+30оС улучшения механических свойств не наблюдается, так как при температуре, близкой к Ас1 α ->> γ , превращение не происходит и сталь сохраняет исходную структуру.
Выбор температуры охлаждения при термоциклировании обусловлен тем, что во всем интервале между температурой окружающей среды (tкомн.) и температурой Ас1 при реализации предлагаемого способа наблюдается улучшение износостойкости и прочности инструментальных сталей. При охлаждении сталей выше Ас1 γ ->> α превращение либо не проходит, либо проходит настолько мало, что не оказывает существенных изменений на структуру, а следовательно, и свойства инструментальных сталей. Охлаждение при термоциклировании ниже температуры окружающей среды (tкомн.) вносит определенные технологические трудности, требуя дополнительного охлаждающего оборудования (холодильников).
Выбор времени нагрева при термоциклировании обусловлен тем, что его снижение ниже времени нагрева, общепринятого при традиционной термообработкe (закалке), приводит при нагреве к неполному превращению исходной структуры в аустенит, а именно созданию Ф + А структуры, а затем после 1-кратной закали Ф+М структуры с большими зернами феррита в мартенситной матрице. Такую дуальную структуру с целью повышения механических свойств создают в высокопрочных сталях. Многократное повторение неполного нагрева и охлаждения в указанных выше температурных пределах и окончательная закалка уже после двух циклов приводят к образованию однородной мартенситной структуры с равномерно распределенными мелкодисперсными карбидами, в которой мартенсит представляет уже смесь двух твердых растворов: αм - высокоуглеродистый мартенсит и κм - низкоуглеродистый мартенсит, созданный на базе феррита.
При варьировании времени нагрева при термоциклировании в пределах 0,1-0,9 от общего времени нагрева при стандартной закалке ( τн<R> ) превышение времени нагрева выше 0,9 приводит к созданию структуры, состоящей в основном только из высокоуглеродистого мартенсита, который обладает невысокой прочностью и вязкостью, а значит, уступает по свойствам предложенной дуальной структуре. При снижении времени нагрева ниже 0,1 τн<R> в образце даже при значительном числе циклов и малой разнице температур нагрева и охлаждения ( Δ ->> min) не достигается однородной структуры с изотропными свойствами, т.е. инструмент не имеет требуемой прочности.
При этом время нагрева стандартной закалки устанавливается в соответствии с общепринятыми нормативами и зависит от многих факторов: размера инструмента, его конфигурации, марки стали, условий нагрева и т.д. (Термическая обработки в машиностроении: Справочник) под ред. Ю.М.Лахтина, А.Т. Рахштадта - М., Машиностроение, 1980, с. 747-751, Каменичный И.С. Спутник термиста: Справочник. - Киев: Техника, 1978, с. 43-44 и т.д.).
Время неполного нагрева при термоциклировании тем меньше, чем больше число циклов и меньше температурный градиент (разница между температурой нагрева и охлаждения), т.е. для каждой температуры термоциклического охлаждения существует оптимальное число циклов и время выдержки.
Время охлаждения при термоциклировании не оказывает такого существенного влияния как время нагрева.
Проведение многократного нагрева и охлаждения позволяет получить сильно измельченную структуру с мелкодисперсными карбидами, а окончательная закалка фиксирует это состояние. Снижение времени нагрева в свою очередь позволяет формировать структуру на базе мало и высокоуглеродистого мартенсита, упрочненного фазовым наклепом. Последнее положительно сказывается на повышении прочности и износостойкости при сохранении твердости закаленной стали.
Различие в прочности и износостойкости инструментальных сталей обусловлено разным ходом и полнотой протекания α ->> γ <N>и γ ->> α превращений при термоциклировании, т. е. разной структурой этих сталей в закаленном состоянии.
Для инструментальных углеродистых сталей оптимальное число циклов (повторений нагрева и охлаждения), при котором достигается наибольшее повышение твердости и вязкости, составляет 3-6 циклов, поскольку выполнение термоциклирования выше 6 циклов крайне трудоемко. Для инструментальных легированных сталей диапазон оптимального числа циклов шире и существует для каждой марки стали свой индивидуальный и главным образом определяется содержанием в стали углерода и легирующих элементов.
При проведении предлагаемого способа закалки инструментальных сталей многократный нагрев и охлаждение осуществляют как в печах, так и в соляных ваннах в зависимости от вида и размеров инструмента, марки стали и т.д. Составы соляных, масляных ванн и виды нагревательных печей, предназначенных для работы в широком диапазоне температур 20-800оС, определены общепринятыми нормативами. (Ю. А. Геллер. Инструментальные стали. М.; Металлургия, 1983, с. 210-216).
Применение предлагаемого способа закалки инструментальных сталей требует, также как и при традиционной закалке, обязательного проведения отпуска для снятия закалочных напряжений и повышения пластичности и вязкости сталей.
Предлагаемый способ закалки инструментальных сталей может быть рекомендован для повышения эксплуатационных свойств главным образом штампового инструмента, где стали этого класса нашли наибольшее применение. Кроме того, данный способ может быть использован для других видов инструмента: измерительного, режущего и т.д.
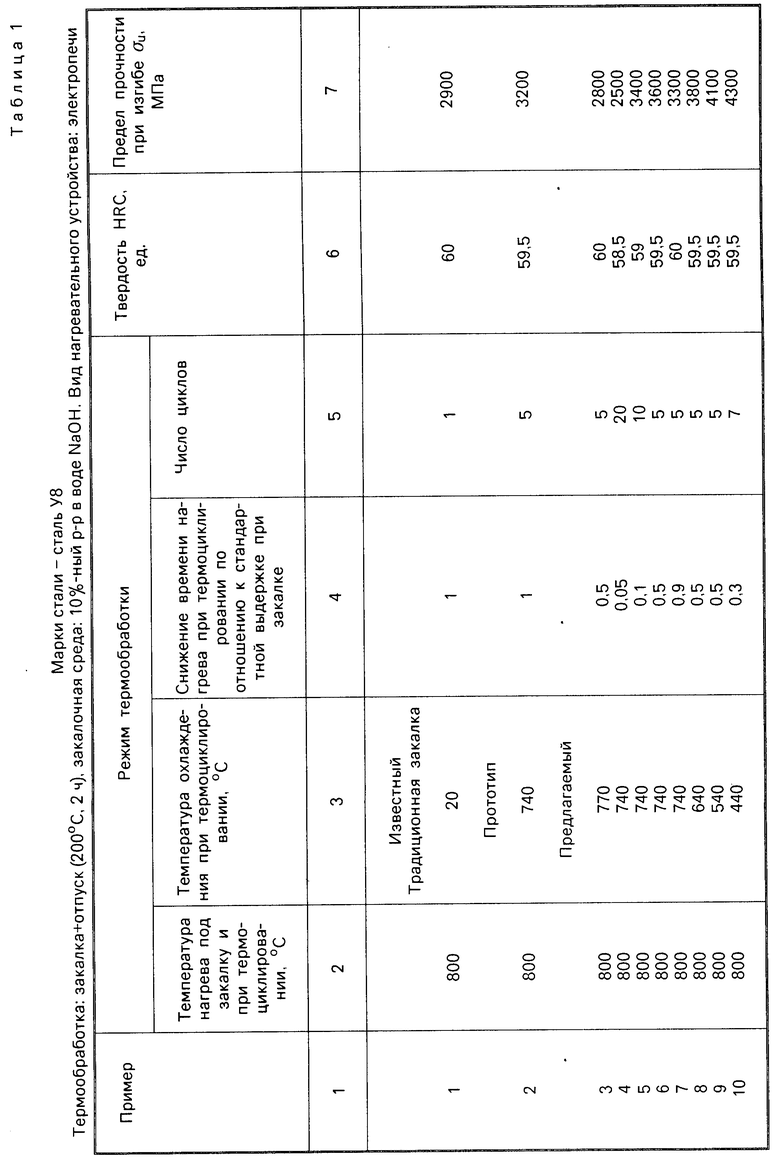
П р и м е р 1. Термообработку стали У8 согласно известному и предлагаемому способам осуществляли в камерных электропечах.
Прочность стали У8 оценивали по результатам испытаний на прочность образцов, имеющих размеры 5х10х55 в соответствии с ГОСТ 1497-75. Твердость стали У8 определяли путем замера ее значений на плоских образцах по методу Роквалла согласно ГОСТ 9013-59.
Для повторяемости результатов испытаний не менее 5 образцов на прочность и детали не менее 30 замеров твердости для одного и того же режима термообработки. Термообработку образцов из стали У8 по предлагаемому способу осуществляли следующим образом.
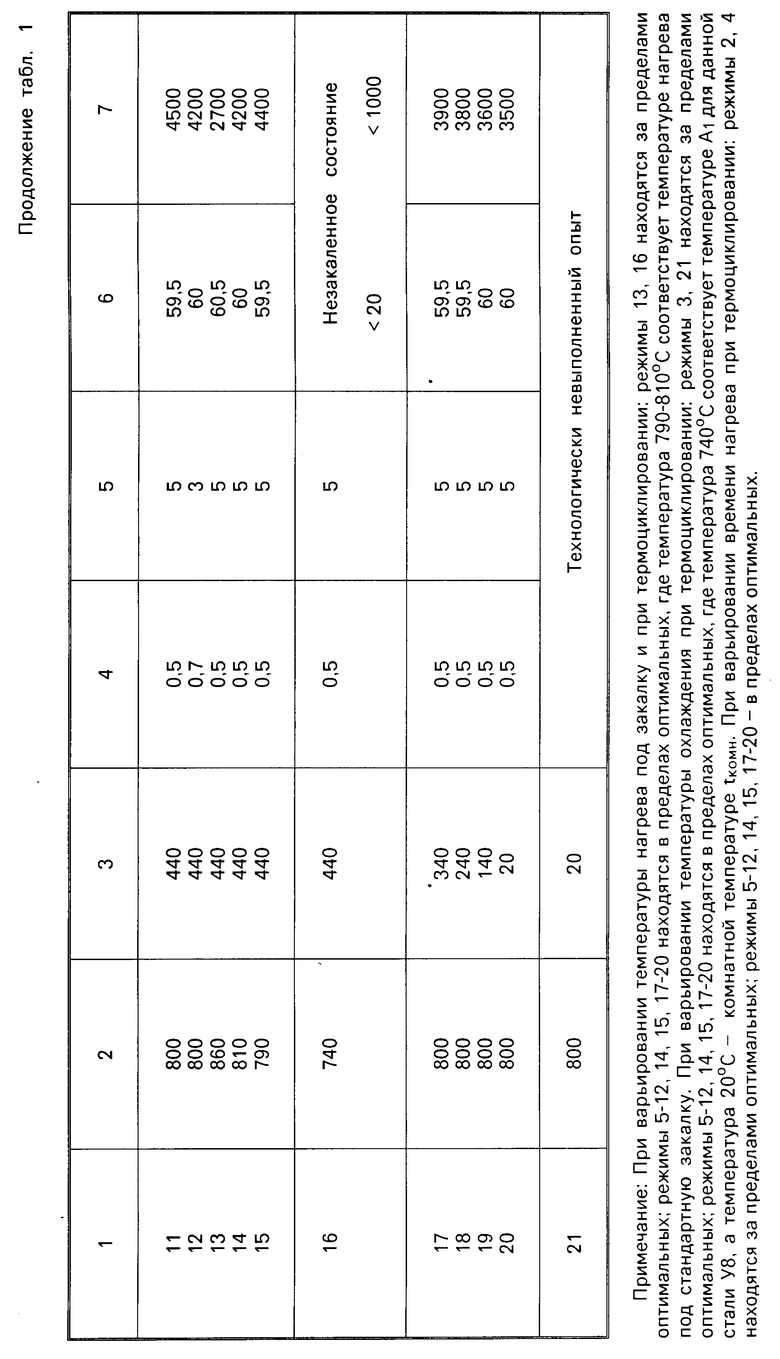
Образцы из стали У8 подвергали термоциклированию путем последовательного помещения их в электропечи, нагретые до верхней температуры термоцикла, равной температуре закалки 800оС и до нижней температуры цикла, лежащей в интервале 20оС - А1 (для У8 А1 = 740оС). При нагреве в высокотемпературной печи образцы выдерживали в течение времени, составляющего 10-90% от времени полной выдержки при стандартной закалке. При охлаждении в низкотемпературной печи образцы выдерживали согласно общепринятым нормативам для осуществления полного γ ->> α , превращения. Последний нагрев при термоциклировании совмещали с нагревом под закалку, после чего образцы охлаждали в 10%-ном растворе NaOH в воде и подвергали отпуску. Причем верхняя температура нагрева на всех стадиях термоциклирования сохранялась одинаковой, равной температуре стандартной закалки. Отпуск осуществляли при 200оС в течение 2 ч из расчета получения для стали У8 твердости НRС 58-60, которая обычно принимается для штампового инструмента (Термическая обработка в машиностроении: Справочник/ под ред. Ю.М. Лахтина, А.Г. Рахштадта - М.; Машиностроение, 1980, с. 729).
Результаты исследования свойств образцов из стали У8, термообработанных известным и предлагаемым способами, приведены в табл. 1.
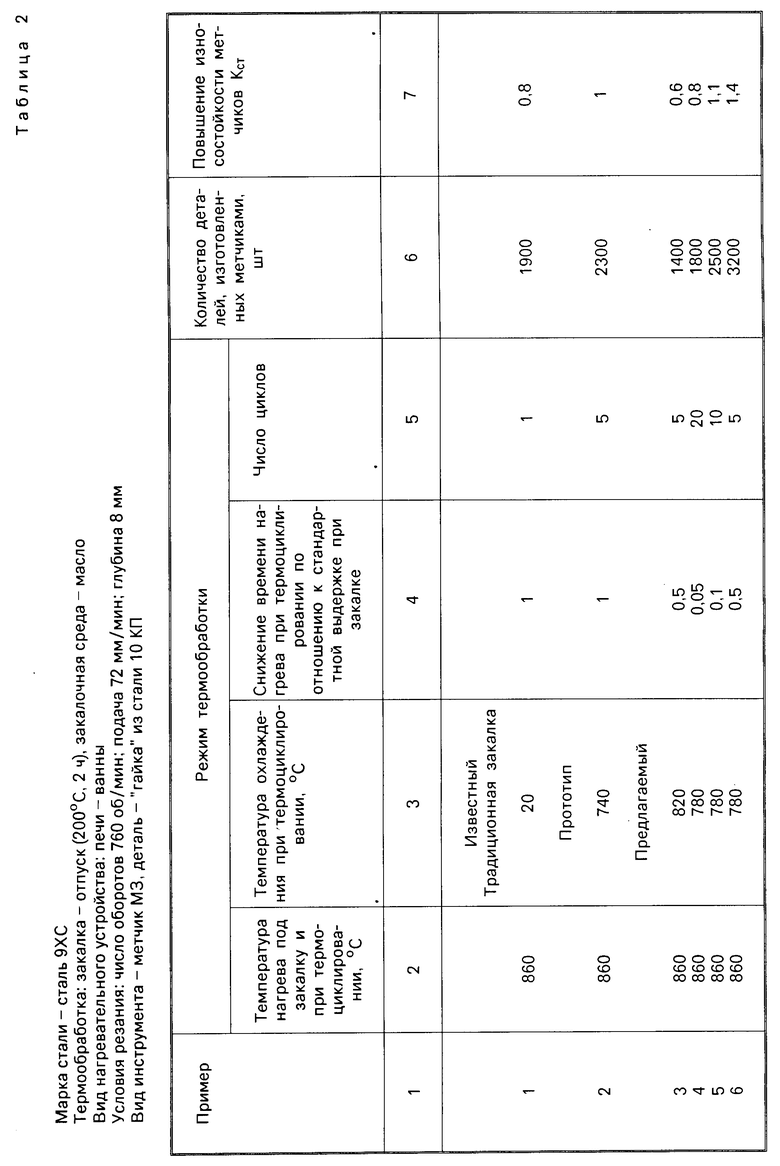
П р и м е р 2. Термообработку стали 9ХС согласно известному и предлагаемому способам осуществляли в соляных ваннах.
Износостойкость стали 9ХС оценивали по результатам технологических испытаний метчиков М3, изготовленных из этой стали. Испытания проводили на резьбонарезном автомате РОЗСМ модели АН 1700-03 при нарезке резьбы в детали типа "гайка" из стали 10КП (ГОСТ 16523-70). Условия резания: число оборотов - 760 об/мин, подача - 72 мм/мин, глубина резания - 8 мм. Повышение износостойкости определяли как отношение количества деталей, изготовленных метчиками с использованием предлагаемого способа термообработки, к количеству деталей, изготовленных метчиками после традиционной термообработки. Показатель относительной износостойкости определяли, как усредненное значение после испытания 3-5 метчиков, термообработанных по одному режиму.
Термообработку метчиков из стали 9ХС по предлагаемому способу осуществляют следующим образом.
Метчики из стали 9ХС термоциклируют путем многократного переноса из соляной ванны, имеющей температуру нагрева под закалку 860оС, в ванну с температурой, лежащей в интервале 20о-А1 (для 9ХС А1 = =780оС). На последнем цикле с верхней температуры проводят охлаждение в масле и завершают процесс отпуском при 200оС в течение 1,5 ч. При термообработке в двух ваннах для многократного нагрева используют ванну на основе NaCl с температурой плавления 750оС; для многократного охлаждения в интервале температур 515-780оС используют соляную ванну, состоящую из 15% NaCl, 25% KCl, 20% CaCl2, 40% BaCl2, в интервале температур 260-540оС используют щелочную ванну, состоящую из 50% КОН, 50 % NaOH; в интервале температур 160-280оС используют щелочную ванну, состоящую из 80% КОН и 20 % NaOH, ниже 160оС используют подогретое цилиндровое масло марки 52.
Использование селитровых ванн для охлаждения нежелательно, так как перенос в высокотемпературную ванну инструмента с остатками селитры может вызвать взрыв.
При нагреве в процессе термоциклирования метчики выдерживают в течение времени, составляющего 10-90% от времени полной выдержки при стандартной закалке. Охлаждение в процессе термоциклирования осуществляют для завершения полного γ ->> α , превращения согласно общепринятым нормативам.
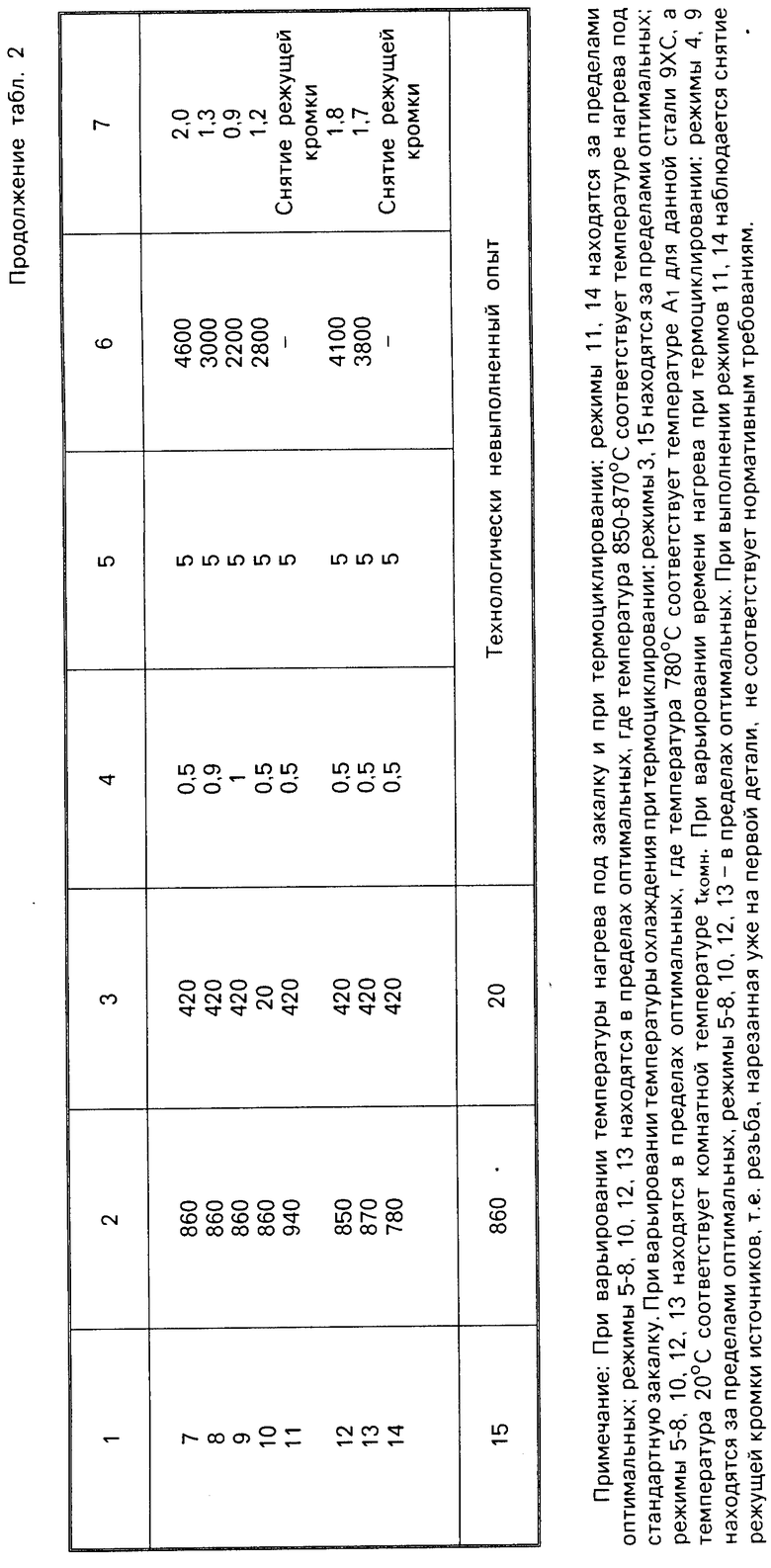
Результаты испытаний режущих свойств метчиков из стали 9ХС, термообработанных известным и предлагаемым способами, приведены в табл. 2.
Из приведенных данных следует, что использование предлагаемого способа термообработки инструментальных сталей позволяет по сравнению с известным способом повысить износостойкость в 1,1-2,0 раза, а прочность в 1,1-1,4 раза при сохранении твердости стандартно закаленной стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1990 |
|
RU2010870C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1991 |
|
RU2023027C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2014 |
|
RU2563382C1 |
| Способ термической обработки режущего инструмента из быстрорежущей стали | 1989 |
|
SU1837079A1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 1995 |
|
RU2090629C1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОХРОМИСТОЙ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ НА ВТОРИЧНУЮ ТВЕРДОСТЬ | 2000 |
|
RU2192485C2 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 1998 |
|
RU2131469C1 |
| СПОСОБ ПОДГОТОВКИ СТРУКТУРЫ СТАЛИ К ДАЛЬНЕЙШЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ | 2013 |
|
RU2526341C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНОГО ИНСТРУМЕНТА | 2017 |
|
RU2655403C1 |
| Способ термической обработки стали | 1982 |
|
SU1133306A1 |
Изобретение относится к термообработке инструментальных сталей и может быть использовано для повышения эксплуатационной стойкости инструмента в машиностроительной промышленности. Сущность: сталь У8 термоциклируют с многократным нагревом до температуры закалки и охлаждением до температуры  , окончательной закалки от температуры последнего нагрева при термоциклировании и отпуска. Причем время нагрева на всех стадиях термоциклирования снижают до 0,1 - 0,9 от общего времени нагрева при стандартной закалке. В результате термообработки инструментальных сталей происходит измельчение структурных составляющих, фазовый наклеп структуры, что обеспечивает повышение прочности и износостойкости инструментальных сталей. 2 табл.
, окончательной закалки от температуры последнего нагрева при термоциклировании и отпуска. Причем время нагрева на всех стадиях термоциклирования снижают до 0,1 - 0,9 от общего времени нагрева при стандартной закалке. В результате термообработки инструментальных сталей происходит измельчение структурных составляющих, фазовый наклеп структуры, что обеспечивает повышение прочности и износостойкости инструментальных сталей. 2 табл.
СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ, включающий термоциклирование путем многократного нагрева до Ac3 + (30 - 50)oС и охлаждения ниже Ac1 , закалку от температуры последнего нагрева и отпуск, отличающийся тем, что, с целью повышения прочности и износостойкости сталей, время нагрева на всех стадиях термоциклирования снижают до Ac1 , а охлаждение при термоциклировании осуществляют до tками - 0,1-0,9 τн , где τн - общее время нагрева при стандартной закалке.
| Способ термической обработки заэвтектоидной стали | 1982 |
|
SU1102815A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
