1
СХ)
iNd
©5
Изобретение относится к силоизме- рительной технике и может быть использовано для контроля усилия затяжки в резьбовых соединениях ответственного назначения.
Цель изобретения - повышение надежности и точности.
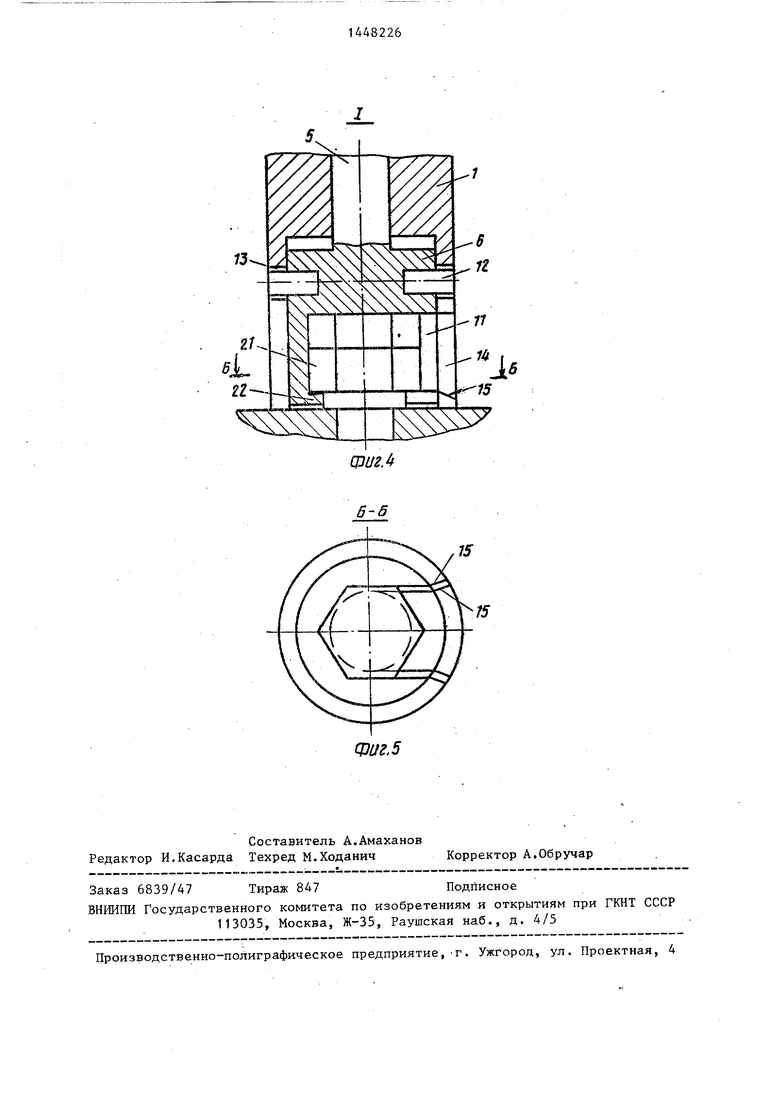
На фиг.1 показано устройство для контроля усилий в резьбовых соединениях, общий вид; на фиг,2 - сечение А-А на фиг,1; на фиг,3 и 4 - узел I на фиг,несоответственно варианты взаимодействия устройства с контроли- -руемым резьбовым соединением при зацеп за головку болта или гайку); на фиг,5 - сечение Б-Б на фиг,4,
Устройство для контроля усилий в резьбовых соединениях содержит полую втулку 1, снабженную рычагом 2 н кронштейном 3, вороток 4 тягу 5, на первом конце которой выполнена резьба. На последнюю навернут вороток 4, Второй конец тяги 5 введен внутрь полой втулки 1 и снабжен зацепом 6 для соединения с затягива- : емым резьбовым соединением. Чувствительный элемент 8 7 силы установлен соосно тяге 5 между воротко 4 и одним торцом полой втулки , Индикатор 9 часового типа установлен на кронштейне 3 с обеспечением возможности поджатия ножки 10 к торцу первого конца тяги 5.
При этом зацеп 6 выполнен в виде соосного тяге 5 цилиндра, в теле которого поперечным Т-образным пазом образована вилка с гнездом 11 под ключ затягиваемого резьбового соединения. Зацеп б кинематически связан с полой втулкой 1 с обеспечением возможности взаимного осевого перемещения, для чего в теле зацепа 6 закреплены штифты 12, которые введены в пазы 13, выполненные в стенках полой втулки 1 в осевом направлении.
При этом на другом торце полой втулки 1 напротив Т-образного паза . 11 зацепа 6 выполнен прямой паз 14, Заходные кромки пазов на зацепе и полой втулке 1 выполнены со скосами 15. Датчик 7 силы помимо чувствительного элемента 8, выполненного в виде блока и двух упругих конических шайб одна из которых введена внутрь другой, содержит индикатор 16 часового типа, закрепленный на скобе 17 с помощью винтового прижима 18, и кронштейн 19 с прямой шпонкой 20, введен0
5
0
5
0
5
0
5
0
5
ной в соответствующий паз на скобе 17. С помощью кронштейна 19 датчик 7 силы крепится к полой втулке 1,
Устройство для контроля усилий в резьбовых соединениях работает следующим образом.
Устройство устанавливают на контролируемое резьбовое соединение, Для этого через прямой паз 14 вводят в гнездо 11. зацепа 6 головку 21 болта (фиг.З) или гайку 22 (фиг.4) контролируемого резьбового соединения. Заплечики 23, образующие вилку зацепа 6, входят в кольцевую выточку в головке 20 болта или гайки 22 (если они выполнены),
При этом торец палой втулки 1 упирается в стягиваемьй элемент 24 контролируемого резьбового соединения. Затем вращением воротка 4 натягивают тягу 5, Величину силы натяжения тяги 5 контролируют по показаниям индикатора 16 датчика 7 силы,
При этом как только показания индикатора 16.начинают отличаться от нуля, натяжение тяги 5 приостанавливают. На торец тяги 5 опускают ножку 10 индикатора 9 и устанавливают его в нуль,,Затем натяжение тяги 5 продолжают до заданного усилия, равного заданному усилию затяжки, по достижении которого снимают показания индикатора 9, По величине последних судят о величине силы затяжки в контролируемом резьбовом соединении.
Если показания индикатора 9 соответствуют удлинению тяги 5 под действием заданного усилия, которое устанавливают предварительно, то полую втулку 1 с помощью рычага 2 начинают вращать в .сторону отвинчивания контролируемого резьбового соединения.
Если в момент начала отвинчивания показания индикатора 9 начинают расти, то это .означает, что контролируемое резьбовое соединение затянуто до заданного усилия.
Если в момент начала отвинчивания показания индикатора 9 не изменяются, то это означает, что контролируемое резьбовое соединение перетянуто. При этом устранить перетяжку можно отвинчиванием до начала роста показания индикатора 9,
Если показания индикатора после натяжения тяги 5 до заданного усилия больше предварительно установленной величины, то это означает, что
314Д822
контролируемое резьбовое соединение недотянуто. При этом устранить недо- тяжку можно вращением полой втулки 1 в направлении затяжки до установления соответствия показаний индикатора 9 предварительно установленной величине,
Формула изобретения Q
Устройство для контроля усилий в резьбовых соединениях, содержащее полую втулку, снабженную рычагом и кронштейном, вороток, тягу, на пер- is BOM конце которой выполнена резьба, на которую навернут вороток, а второй конец тяги введен в полую втулку и снабжен зацепом для соединения с затягиваемым резьбовым соединением, 2о
датчик силы, чувствительный элемент которого установлен сооснс с тягой между воротком и одним торцом полой втулки, индикатор часового типа, установленный на кронштейне с обеспечением поджатия ножки индикатора к торцу первого конца тяги, отличающееся тем, что, с целью повышения точности и надежности, зацеп кинематически связан с полой втулкой с обеспечением осевого перемещения и выполнен в виде соосного с тягой цилиндра, в теле которого поперечным Т-образным пазом образована вилка с гнездом под ключ затягиваемого резьбового соединения, при этом на другом торце полой втулки напротив Т-образного паза зацепа выполнен прямой паз.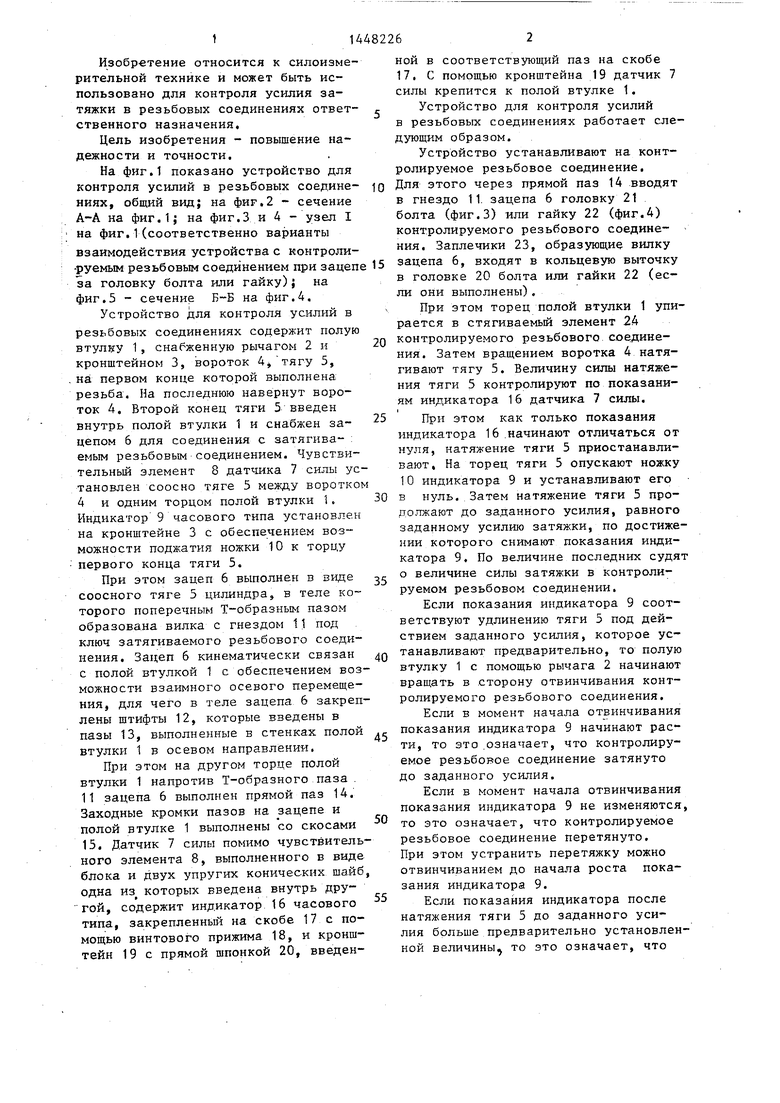

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затяжки резьбовых соединений и устройство для его осуществления | 1984 |
|
SU1268979A1 |
| Стенд для испытаний резьбовых соединений и настройки гайковертов | 1987 |
|
SU1421515A1 |
| Устройство для завертывания и вывертывания резьбовых деталей | 1974 |
|
SU539754A1 |
| Устройство для затяжки крупнорезьбовых соединений | 1979 |
|
SU944914A1 |
| Устройство для завертывания и вывертывания резьбовых деталей | 1976 |
|
SU715312A2 |
| ПНЕВМАТИЧЕСКИЙ КОНТРОЛЬНО-ДИАГНОСТИЧЕСКИЙ СТЕНД | 2014 |
|
RU2597630C2 |
| Контрольно-тарировочный стенд | 1987 |
|
SU1493452A1 |
| Стяжка | 1980 |
|
SU889970A1 |
| Приспособление для отвинчивания и завинчивания гаек ступиц колес автомобиля | 1990 |
|
SU1777984A1 |
| Устройство для затяжки резьбовых соединений | 1989 |
|
SU1726231A1 |
Изобретение относится к силоиз- мерительной технике и может быть использовано для контроля усилия затяжки в резьбовых соединениях ответственного назначения. Целью изобретения является повышение оперативности и точности. Через прямой паз в торце полой втулки 1 вводят в гнездо зацепа головку болта или гайку контролируемого резьбового соединения. Вращением воротка натягивают тягу 5, ориентируясь по показаниям индикатора датчика 7 силы. Как только показания индикатора датчика 7 силы начнут отличаться от нуля, на торец тяги 5 опускают ножку 10 индикатора 9 и устанавливают его в цель. По достижении усилием натяжения тяги 5 заданной величиньц соответствующей заданному усилию затяжки контролируемого резьбового соединения, снимают показания индикатора 9, по величине которых судят о величине силы затяжки в контролируемом резьбовом соединении. 5 ил. Ш (Л
- ги
11
фиг.з
/3
i
ФигЛ
Фиг. 5
| Сборка и монтаж изделий машиностроения | |||
| Справочник | |||
| Под ред | |||
| В.С.Корсакова и В.К.Замятина, М., 1983, Т.1, с.148-149 | |||
| Способ затяжки резьбовых соединений и устройство для его осуществления | 1984 |
|
SU1268979A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
