CfJU.I
Н:1обретенне относится к обработке меташюв давлением, в частности к штамповке эластичн(-п-1И средами, и может быть использовано в различных отраслях машиностроения прн изготовлении деталей ич листовых заготовок.
Цель изобретения - повышение надежности контейнера за счет регулирования усилия бандажирования и облегче- о НИИ его сборки и разборки.
На фиг.1 изображен предлагаемый контейнер, общий вид; на фиг, 2 - разрез А-А на фиг.I; на фиг.З - бандажи- рованный контейнер с несимметричной 15 рабочей вставкой.
Контейнер содержит (фиг.I,2) рабочую вставку 1, установленную с зазором по периметру в бандаже. Фиксируется рабочая вставка относительно бан-20 дажа проставками 3, которые запрессовываются в специальные конические расточки, выполненные в бандаже. Рабочая вставка представляет собой толстостенный прямоугольный в плане кон-25 тейнер. Каждая из проставок выполнена таким образом, что одна ее боковая поверхность выполнена плоской, а вторая представляет собой коническую поверхность, причем выполненные в бандаже пазы под проставки имеют аналогичные конические поверхности.
В бандажированном контейнере (фиг.З) с несимметричной рабочей
30
Спроектирован бандажированный кон- leftHep для листовой штамповки эластичными средами. Материал рабочей вставки и проставок - сталь 40Х, бандажа - сталь А5. Цилиндрические поверхности проставок выполнены наклонными к вертикали под углом 1,5 . Внутренний размер рабочей вставки 100 х 300 мм, радиус конических пазов под проставки 250 мм, наружный размер рабочей вставки 300 х 500 мм, наружный размер бандажа 640 х 700 мм.
Применение проставок обеспечивает раздельное фиксирование рабочей вставки парами сегментов таким образом, что при нагружении внутренним давлением в стенках рабочей вставки создаются требуемые, например, равномерные сжимающие, а в бандаже - растягивающие напряжения. Наличие проставок и в бандаже поверхностей вращения, а также наличие плоских поверхностей в проставках и в рабочей вставке упрошает сборку бандажированного контейнера и делает ее более точной. Применение проставок с конической поверхностью позволяет менять г/1убину запрессовки каждой вставки и таким образом регулировать усилие бандажирования по периметру рабочей вставки. Контакт между проставками и бандажом по поверхности вращения обеспечивает возможность поворота
вставкой проставки расположень) по пе- 35 проставки вместе с опирающейся на нее риметру рабочей вставки.
Цредлагаемый контейнер работает следующим образом.
стенкой рабочей вставки при воздействии на рабочую внутреннюю вставку.
Во внутренней полости рабочей вставки 1 создается давление, дейст- на ее стенки. Вследствие того, что стенки рабочей вставки опираются на запрессованные в бандаж 2 проставки 3, рабочее давление воспринимает- ся бандажом. Величина напряжений сжатия по периметру рабочей вставки 1 регулируется глубиной запрессовки каждой из проставок 3, Возникающая при высоких давлениях внутри рабочей проставки упругая деформация ее стенок не приводит к возникновению в ней концентрации напряжений в местах контакта с проставками 3, поскольку про
5
0
Спроектирован бандажированный кон- leftHep для листовой штамповки эластичными средами. Материал рабочей встав; ки и проставок - сталь 40Х, бандажа - сталь А5. Цилиндрические поверхности проставок выполнены наклонными к вертикали под углом 1,5 . Внутренний размер рабочей вставки 100 х 300 мм, радиус конических пазов под проставки 250 мм, наружный размер рабочей вставки 300 х 500 мм, наружный размер бандажа 640 х 700 мм.
Применение проставок обеспечивает раздельное фиксирование рабочей вставки парами сегментов таким образом, что при нагружении внутренним давлением в стенках рабочей вставки создаются требуемые, например, равномерные сжимающие, а в бандаже - растягивающие напряжения. Наличие проставок и в бандаже поверхностей вращения, а также наличие плоских поверхнос тей в проставках и в рабочей вставке упрошает сборку бандажированного контейнера и делает ее более точной. Применение проставок с конической поверхностью позволяет менять г/1убину запрессовки каждой вставки и таким образом регулировать усилие бандажирования по периметру рабочей вставки. Контакт между проставками и бандажом по поверхности вращения обеспечивает возможность поворота
проставки вместе с опирающейся на нее
стенкой рабочей вставки при воздействии на рабочую внутреннюю вставку.
Формула изобретения
Бандажированный контейнер с рабочим отверстием, выполненный в виде бандажа, охватьшаюшего рабочую вставку, о тличающийся тем,что, с целью повышения надежности контейнера за счет регулирования усилия бандажирования и облегчения его сборки и разборки, он снабжен по крайней мере двумя проставками, размещенными с возможностью поворота в отверстии бандажа в контакте с рабочей вставкой и выполненными с плоской поверхностью, обращенной к рабочей вставке, и с конической поверхностью, обращен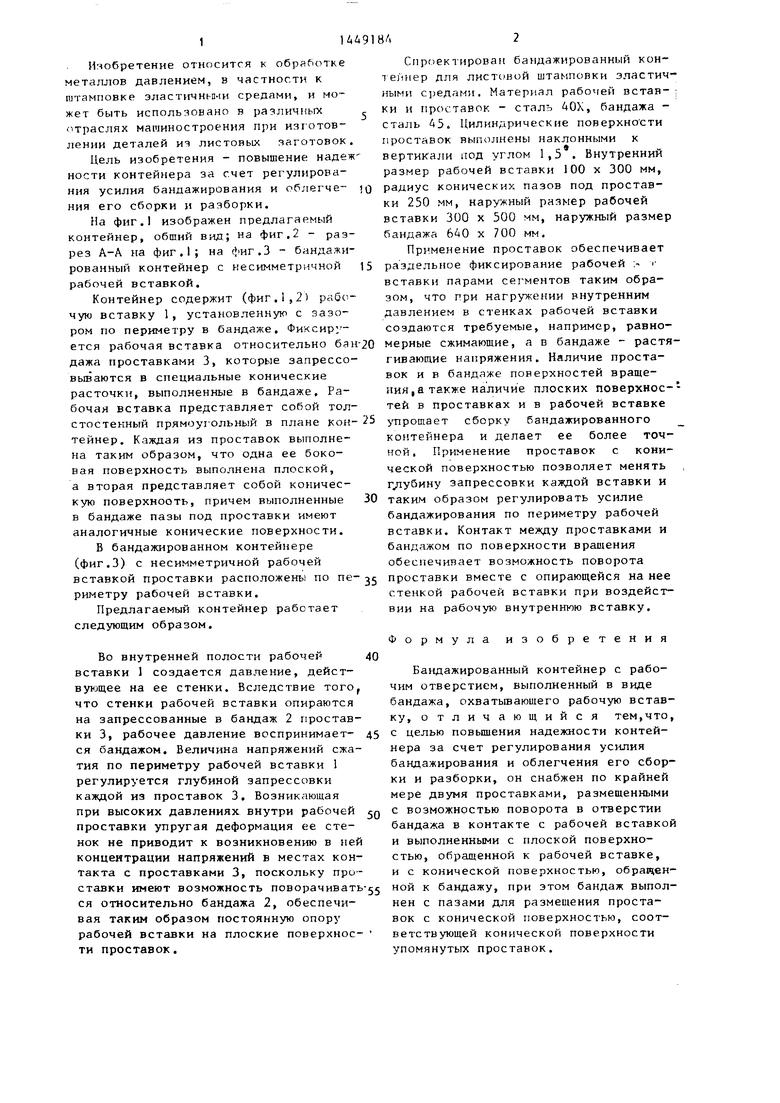
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бандажированного формообразующего инструмента | 1979 |
|
SU933748A1 |
| Способ изготовления бандажированных матриц | 1977 |
|
SU727276A1 |
| Сборный формообразующий инструмент с овалообразной формой гравюры | 1979 |
|
SU897358A1 |
| ПАНЕЛЬНЫЙ ЭЛЕМЕНТ С РАМОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2324800C2 |
| Устройство для гидропрессования | 1978 |
|
SU727298A1 |
| СИЛОВОЙ МОДУЛЬ АГРЕГАТА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 2010 |
|
RU2448807C1 |
| Щелевой контейнер для штамповки длинномерных деталей эластичной средой | 1985 |
|
SU1344462A1 |
| Способ изготовления матриц для горячей штамповки деталей типа зубчатых колес | 1985 |
|
SU1299700A1 |
| СПОСОБ БАНДАЖИРОВАНИЯ ДЕТАЛЕЙ | 1997 |
|
RU2111831C1 |
| СИЛОВОЙ МОДУЛЬ АВТОКЛАВА | 2000 |
|
RU2166409C1 |
Изобретение относится к обработке металлов давлением, в частности к штамповке эластичными средами, и может быть использовано в различных отраслях машиностроения при изготовлении деталей из листовых заготовок. Цель - повьпиение надежности контейнера за счет регулирования усилия бан- дажирования и облегчения его сборки и разборки. Во внутренней полости рабочей вставки 1 создается давление, действующее на ее стенки. Стенки рабочей вставки опираются на запрессованные в бандаж 2 проставки (II) 3, Рабочее давление воспринимается бандажом. Величина напряжений сжатия по периметру рабочей вставки 1 регулируется глубиной запрессовки каждой из П 3. Контакт между П 3 и бандажом по конической поверхности вращения обеспечивает возможность поворота П 3 вместе с опирающейся на них стенкой рабочей вставки при воздействии на рабочую внутреннюю вставку. Это обеспечивает постоянную опору рабочей вставки на плоские поверхности П 3, 3 ил. (Л
ставки имеют возможность поворачивать-55 яой к бандажу, при этом бандаж выполся относительно бандажа 2, обеспечивая таким образом постоянную опору рабочей вставки на плоские поверхности проставок.
нен с пазами для размещения проставок с конической поверхностью, соответствующей конической поверхности упомянутых проставок.
нен с пазами для размещения проставок с конической поверхностью, соответствующей конической поверхности упомянутых проставок.
(риг.з
| Прогрессивные технологические процессы холодной штамповки./Под ред .А.Г.Овчинникова | |||
| М.: Машиностроение, 1985, с.74, рис.2.32 б. |
