I
Изобретение относится к обработке металлов давлением, в частности к способам изготовления бандажированных матриц из твердосплавного материала.
Известен способ изготовления бандажированных матриц, в котором твердосплавную вставку изготавливают из пластифицированного или полу спеченного твердого сплава с применением механической обработки перед окончательным спеканием, после чего производят запрессовку вставки в бандаж и доводку рабочих поверхностей 1.
Недостаток этого способа заключается в значительной трудоемкости изготовления бандажированных матриц, связанной с механической обработкой пластифицированной заготовки, ее однократным или двухкратным спеканием, сборкой с бандажом, а также в повышенном расходе твердосплавного материала при механической обработке.
Наиболее близким к предлагаемому по технической сущности является способ изготовления бандажированных матриц, в котором твердосплавную вставку изготавливают горячим прессованием, после чего запрессовывают в бандаж и производят доводку рабочих поверхностей 2.
Недостаток этого способа заключается в том, что горячее прессование производится в графитовых пресс-формах, обладающих низкой стойкостью, сам процесс горячего прессования в графитовых матрицах, учитывая невысокие допустимые давления прес-. сования, продолжителен по времени, а сборка твердосплавной вставки с бандажом накладывает дополнительную трудоемкость на процесс изготовления матриц.
Цель изобретения - сокращение трудоемкости изготовления и расхода твердосплавного материала.
Это достигается тем, что по предлагаемому способу вставку предварительно формуют холодным прессованием порошка в бандаже при давлении 2,8-3,2т.с/см, после чего ее торцовую поверхность закрывают графитовой шайбой, нагревают до температуры горячей деформации материала бандажа, помещают в штамп и горячее прессование осуществляют при давлении 5- 6 т.с/см 2.
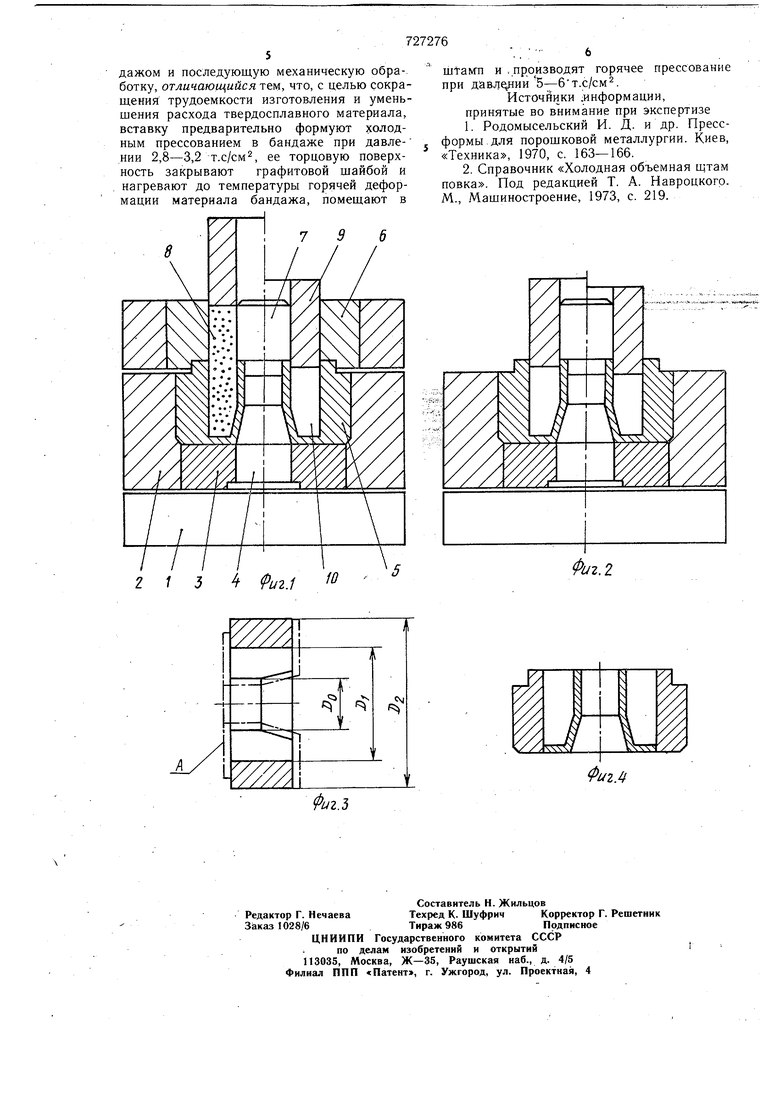
На фиг. 1 показано устройство для осуществления описываемого способа на стадии холодного прессования; на фиг. 2 - то же, на стадии горячего прессования; на фиг. 3 - бандажйрбванная матрица после механической обработки; на фиг. 4 - вариантрезъемной оболочки. Устройство для осуществления способа содержит основание 1, на котором устанавливают матрицу 2 с выталкивателем 3 и стержнем 4, в рабочей полости матрицы 2 помешают оболочку 5, служащую при формировании вставки дополнительной матрицей, а после окончательной механической обработки часть указанной оболочки служит бандажом для твердосплавной вставки, на оболочке 5 располагают верхнюю матрицу б и верхний стержень 7, которые совместно с оболочкой 5 образуют полость, заполняемую порошком 8 из твердосплавнь1х материалов, сверху полость закрывают пуансоном 9, послЪ холодного прессования образуется вставка 10. Способ осуществляют следующим образом. Изготавливают оболочку из стали, обладающей высокими механическими свойствами и рекотаендованную для использования при изготовлении бандажей для матриц. Толщину дна оболочки выбирают таким образом, чтобы оно не деформировалось при удельных давлениях, равных т.с/см. Внутренняя поверхность оболочки, которая в дальнейшем осутДествляет поддержку твердосплавной матрицы,вШоЛняЮт с шероховатостью R oj lGO-320 мкм, а часть поверхности оболочки, которая впоследствии удаляется и которая образует рабочий профиль твердосплавной вставки, выполняют с шероховатостью НгмХх 1,6-0,8 мкм Поверхйость полируют и покрывают коллои- дальным раствором графита в воде, оболочку подвергают сушке. Оболочку 5 устанавливают на выталкиватель 3 и стержень 4, размешенные в рабочей полости матрицы 2, а на оболочку - верхнюю матрицу 6 и верхний стержень 7. В образовавшуюся полость засыпают необходимое количество порошка твердосплавного материала 8, сверху устанавливают nyaiHCOH и порошок спрессовывают в бандаже при давлении 2,8- 3,2 т.с/см. РазбираЮт инструмент, и извлекают оболочку с предварительно отпрессованной вставкой, на торец вставки устанавливают графитовую шайбу и полученную таким образом сборку помещают в печь, где натреваютдо температуры, лежашей в пределах интервала ковки материала бандажа, в дальнейшем загбтовкутюмещают в штамп и ттодвергают вставку горячему прессованию при давлении 5-6 т.c/cм. Полученное изделиеШлаждают и удаляют на металлоре Жущих станках материал оболочки таким образом, как показано на фиг. 3, где удаляемый материалтюказан штрих-пунктирной линией. В Некоторых случаях можно изготовлять оболочку разъемной,й:етральную часть которой после горячего прессования
727276 легко отделяют от твердосплавленной встав-, ки, минуя обработку на металлорежущих станках. Пример осуществления способа применительно к изготовлению бандажированной матрицы для операции листовой штамповки (вытяжка с утонением), содержащей заходную часть, выполне:нную в виде конуса. Для этого изготовляют оболочку из стали 38 ХА с размерами До 50 мм, Д1 85 мм, Д2 150мм, причем внутренняя поверхность оболочки, которая в дальнейшем осуществляет поддержку твердосплавной матрицы, выполняют с шероховатостью RimAn 200 мкм, а поверхность, которая впоследствии удаляется и которая образует рабочий профиль твердосплавной вставки, выполняют с шероховатостью НггллцЬб-0,8 мкм, после чего поверхность подвергают полировке до зеркального блеска, причем оболочку с целью улучшения технологичности изготовляют составной. В Дальнейшем на полированную поверхность наносят тонкий слой (0,15-0,2 мм) коллоидального раствора графита состава: коллоидальный графит 1 ч + Ч- вода (15-30) ч и подвергают сушке. В дальнейшем подготовленную оболочку устанавливают в Штамп, заполняют порошком твердосплавного материала ВК8 и подвергают предварительному прессованию в штампе под давлением 3 т.с/см на гидравлическом прессе с номинимальным усилием 100 т.е. Оболочку с предварительно оформленной вставкой нагревают в электрической муфельной печи до 1230°С, защитив предварительно От интенсивного окисления открытый участок вставки графитовой шайбой, после чего вставку подвергают горячему преССОваНйЮВ штампе на гидравлическом прессе усилием 300 т. с., выдерживают под давлением в течении 2 мин. и охлаждают на воздухе. Преимущества предлагаемого способа: 1.Уменьщение трудоемкости алмазной обработки инструмента из твердого сплава, так как форму глухой полости вставки можно выПОлнт1Гь частично или полностью соответствующей форме готового инструмента. 2.Предлагаемый способ позволяет исклю-, нить применение при горячем прессовании графитовых пресс-форм, которые имеют низкую стойкость. 3. Не происходит искажения формы твердосплавной вставки, что уменьшает брак изделий и последующую механическую обработку. Формула изобретения Способ изготовления бандажированных матриц, включающий изготовление бандажа, горячее прессование вставки из порошка твердосплавного материала, сборку ее с бан дажом и последующую механическую обработку, отличающийся тем, что, с целью сокращения трудоемкости изготовления и уменьшения расхода твердосплавного материала, вставку предварительно формуют холодным прессованием в бандаже при давлеНИИ 2,8-3,2 т.с/см, ее торцовую поверхность закрывают графитовой щайбой и нагревают до температуры горячей деформации материала бандажа, помещают в
штамп и .производят горячее прессование при давл ии 5-бт.с/см.
ИсточЙики .информации, принятые во внимание при экспертизе
1.Родомысельский И. Д. и др. Прессформы для порошковой металлургии. Киев, «Техника, 1970, с. 163-166.
2.Справочник «Холодная объемная щтам повка. Под редакцией Т. А. Навроцкого. М., Машиностроение, 1973, с. 219.
8
2 / 3 4 .f f
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ТРЕНИЯ ТОРЦОВОГО УПЛОТНЕНИЯ | 2002 |
|
RU2221673C1 |
| Способ изготовления износостойких отливок | 1985 |
|
SU1404170A1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОЙ ВСТАВКИ ДЛЯ ОРУЖЕЙНЫХ СТВОЛОВ | 2016 |
|
RU2647948C2 |
| Способ изготовления изделий сложной формы из металлического порошка | 1981 |
|
SU977111A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264886C1 |
| Способ изготовления изделий из металлических порошков | 1982 |
|
SU1007831A1 |
| Способ калибровки заготовок цилиндрических изделий | 1978 |
|
SU764813A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ С ЦЕЛЬЮ ПОЛУЧЕНИЯ КОМБИНИРОВАННЫХ ИЗДЕЛИЙ ИЗ ТВЕРДОГО СПЛАВА И СТАЛИ ТИПА "ШИП" | 2015 |
|
RU2593564C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЭКЗОТЕРМИЧЕСКИХ ПОРОШКОВЫХ СМЕСЕЙ | 1995 |
|
RU2102187C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНАСТКИ ДЛЯ ШТАМПОВКИ | 2003 |
|
RU2248258C1 |
/.
у
ФигЛ
