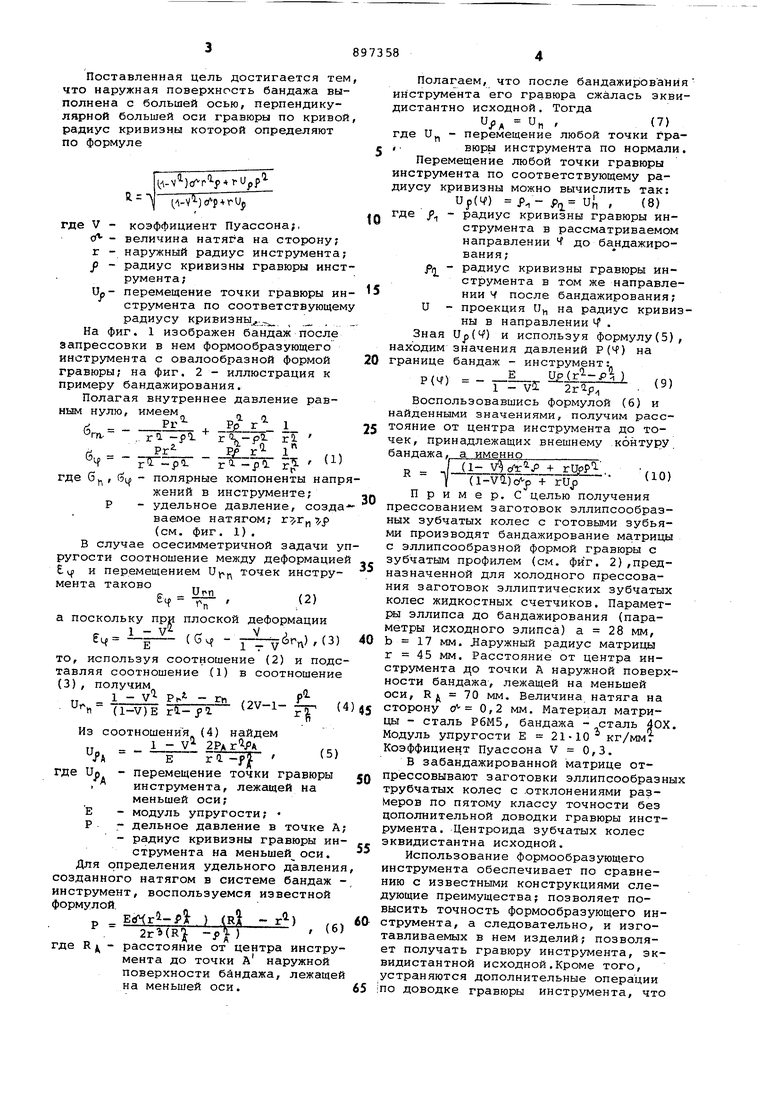
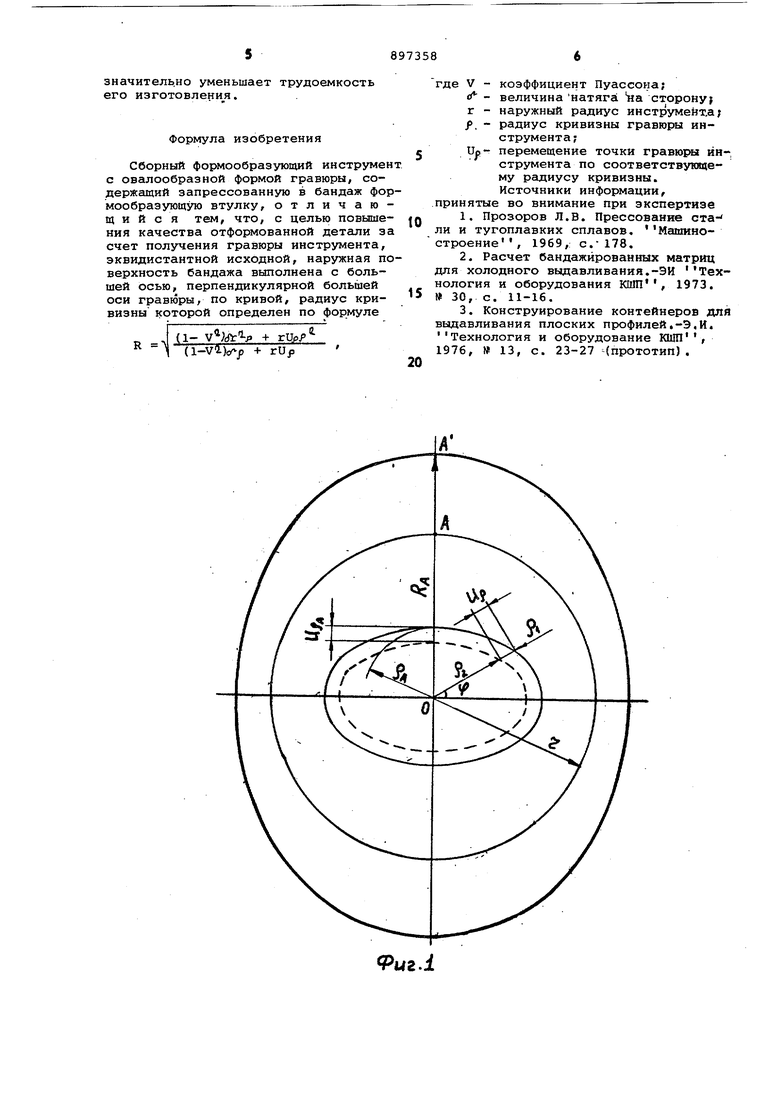
Изобретение относится к обработке металлов давлением, а именно к изготовлению формообразующего инструмента для прессования, волочения и штам повки. Точность формообразующего инструмента, предназначенного для прессова ния, волочения и штамповки, во много зависит от величины и равномерности натяга при бандажировании. Известны бандажированные матригдл и волоки, которые помещают в бандажные кольца с определенным натягом 1 Общий недостаток таких конструкций заключается в том, что при бандажировании формообразующего инструмента с овалообразной формой гравюры кольцеобразным бандажом происходит неравномерное, зависящее от формы и размеров овала, уменьшение размерюв гравюры. Причем неравномерност уменьшения размеров тем больше, чем больше разность длин осей овалообраз ной гравюры В результате искажается профиль гравюры инструмента, а, еледовательно, и точность изготавливаемых в таком инструменте изделий. С целью повьциения стойкости и уве личения точности формообразующего инструмента проводятся уточненные расчеты натягов при бандажировании 21 . . Однако эти расчеты не учитывают . неравномерность уменьшения размеров овалообразнойгравюры при бандажированин с любым натягом. Наиболее близким к предлагаемому по технической сущности является сборный формообразующий инструмент с овалообразной формой гравюры, содержащий запрессованную в бандаж формообразующую втулку, причем малая сторона сечения сопрягается с большой стороной по радиусу 3. Недостатком известного устройства является то, что при бандажировании матриц с постоянным натягом в контейнере с прямоугольным сечением происходит неравномерное, зависящее от формы и размеров гравюры матрицы, уменьшение размеров. В результате искажается профиль и гравюра матрицы не эквидистантна исходной. Отсюда и точность изделий, изготавливаемых в такой забандажированной матрице, искажается. Целью изобретения является повышение качества изделий за счет получения гравюры инструмента, эксидистантной исходной. Поставленная цель достигается те что наружная поверхность бандажа вы полнена с большей осью, перпендикулярной большей оси гравюры по криво радиус кривизны которой определяют по формуле )(Лг 5 -ирр Tw) + rUp где V коэффициент Пуассона;, величина натяга на сторону; наружный радиус инструмента р - радиус кривизны гравюры инс румента; Up- перемещение точки гравюры и струмента по соответствующе радиусу кривизны -,, На фиг. 1 изображен бандаж после запрессовки в нем формообразующего инструмента с овалообразной формой гравюры; на фиг. 2 - иллюстрация к примеру бандажирования. Полагая внутреннее давление равным нулю, имеем 6r.- г 1 Рг - -ро. га-рО. где Gy,, С5ц) - полярные колшоненты нап жений в инструменте; Р - удельное давление, созд ваемое натягом; (см. фиг. 1). В случае осесимметричной задачи ругости соотношение между деформаци Е. ц1 и перемещением И точек инстру мента таково „ g, , (2) а поскольку при плоской деформации ((5 р, ,(3 то, используя соотношение (2) и под тавляя соотношение (1) в соотношени (3), получим тт - 1 - V - гп ,5u-i- Р . Ur - /,,7 rt „ п (V-i - « (l-V)E rl- j5l соотношения (4) найдем Из 1 - V 2 PA Е г а -f перемещение точки гравюры инструмента, лежащей на меньшей оси; модуль упругости; дельное давление в точке - радиус кривизны гравюры и струмента на меньшей оси. Для определения удельного давлен созданного натягом в системе бандаж инструмент, воспользуемся известной формулой ) (R г) 2rMRi где R ( - расстояние от центра инстр мента до точки А наружной поверхности бйндажа, лежащ на меньшей оси. Полагаем, что после бандажировамия инструмента его гравюра сжалась эквидистантно исходной. Тогда и, и„ ,(7) где и - перемещение любой точки гра,. вюры инструмента по нормали. Перемещение любой точки гравюры инструмента по соответствующему радиусу кривизны можно вычислить так: ирСЧ) PV- р и , (8) где Д - радиус кривизны гравюры инструмента в рассматриваемом направлении Ч до ба ндажирования;р - радиус кривизны гравюры инструмента в том же направлении У после бандажирования; и - проекция Пу, на радиус кривизны в направлении Ч . Зная (Ч ) и используя формулу(5), находим значения давлений Р(Ч ) на границе бандаж - инструмент: Е Up( Р(Ч ) v2: 2гЧр Воспользовавшись формулой (б) и найденными значениями, получим расстояние от центра инструмента до точек, принадлежащих внешнему контуру, бандажа.а именно (1- + гЦрД. 1 (l-V5) + rUj3 Пример. С целью получения прессованием заготовок эллипсообразных зубчатых колес с готовыми зубьями производят бандажирование матрицы с эллипсообразной формой гравюры с зубчатым профилем (см. фиг. 2) ,предназначенной для холодного прессования заготовок эллиптических зубчатых колес жидкостных счетчиков. ПараметЕи эллипса до бандажирования (параметры исходного элипса) а 28 мм, b 17 мм. Ларужный радиус матрицы г 45 мм. Расстояние от центра инструмента цо точки А наружной поверхности бандажа, лежащей на меньшей оси, Нд 70 мм. Величина натяга на сторону 0 0,2 мм. Материал матрицы - сталь Р6М5, бандажа - сталь ОХ. Модуль упругости Е 21-10 кг/мм. Коэффициент Пуассона V 0,3. В забандажированной матрице отпрессовывают заготовки эллипсообраэных трубчатых колес с .отклонениями размеров по пятому классу точности без дополнительной доводки гравюры инструмента. Центроида зубчатых колес эквидистантна исходной. Использование формообразующего инструмента обеспечивает по сравнению с известными конструкциями следующие преимущества; позволяет повысить точность формообразующего инструмента, а следовательно, и изготавливаемых в нем изделий; позволяет получать гравюру инструмента, эквидистантной исходной.Кроме того, устраняются дополнительные операции no доводке гравюры инструмента, что значительно уменьшает трудоемкость его изготовления. Формула изобретения Сборный формообразующий инструме с овалообразной формой гравюры, содержащий запрессованную в бандаж фо мообразующую втулку, отличаю щийся тем, что, с целью повьлде ния качества отформованной детали з счет получения гравюры инструмента, эквидистантной исходной, наружная п верхность бандажа выполнена с большей осью, перпендикулярной большей оси гравюры, по кривой, радиус кривизны которой определен по формуле .1 (1- V Jtftr p + 1 (i-va)p + где V - коэффициент Пуассона; f - величина натяга на сторону} г - наружный радиус инструмейт,а; р, - радиус кривизны гравюры инструмента;Vf- перемещение точки гравюры йн-. струмента по соответствуницему радиусу кривизны. Источники информации, принятые во внимание при экспертизе 1.Прозоров Л.В. Прессование ста- ли и тугоплавких сплавов, Машиностроение, 1969, с. 178. 2.Расчет бандажйрованных матриц для холодного выдавливания.-ЭЙ Технология и оборудования КШП, 1973. 30, с. 11-16. 3.Конструирование контейнеров для выдавливания плоских профилей,-Э,И. Технология и оборудование КШП, 1976, W 13, с. 23-27 -(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бандажирования формообразующегоиНСТРуМЕНТА | 1979 |
|
SU804336A1 |
| Способ изготовления матриц для горячей штамповки деталей типа зубчатых колес | 1985 |
|
SU1299700A1 |
| Способ изготовления бандажированного формообразующего инструмента | 1979 |
|
SU933748A1 |
| Пуансон к штампам для получения изделий типа инструмента с формообразующей полостью и способ его изготовления | 1984 |
|
SU1269912A1 |
| Способ обработки криволинейных поверхностей | 1988 |
|
SU1511014A1 |
| Способ изготовления формообразующего инструмента | 1976 |
|
SU616031A1 |
| Способ изготовления формообразующего инструмента | 1989 |
|
SU1636108A1 |
| Способ изготовления сборного инструмента | 1983 |
|
SU1181766A1 |
| Способ восстановления изношенной поверхности изделий | 1978 |
|
SU872166A1 |
| Пуансон для выдавливания | 1979 |
|
SU876247A1 |
Фиг.4
