Предметом изобретения является способ изготовления безнасосного ртутного вентиля, при котором обезгаживание вакуумных деталей и собранного вентиля производятся в печи одновременно. При известном способе сочленение крышки с корпусом вентиля выполняется сваркой, а обезгаживание производится в вакууме или в атмосфере водорода.
С целью упрощения изготовления и ремонта вентиля предлагается обезгаживание производить в простой электрической печи (не вакуумной и без водорода) при температуре 800-1000°, а сочленение крышки с корпусом вентиля располагать удаленно от мест с высокой температурой и выполнять с помощью мягкого спая или путем приклеивания.
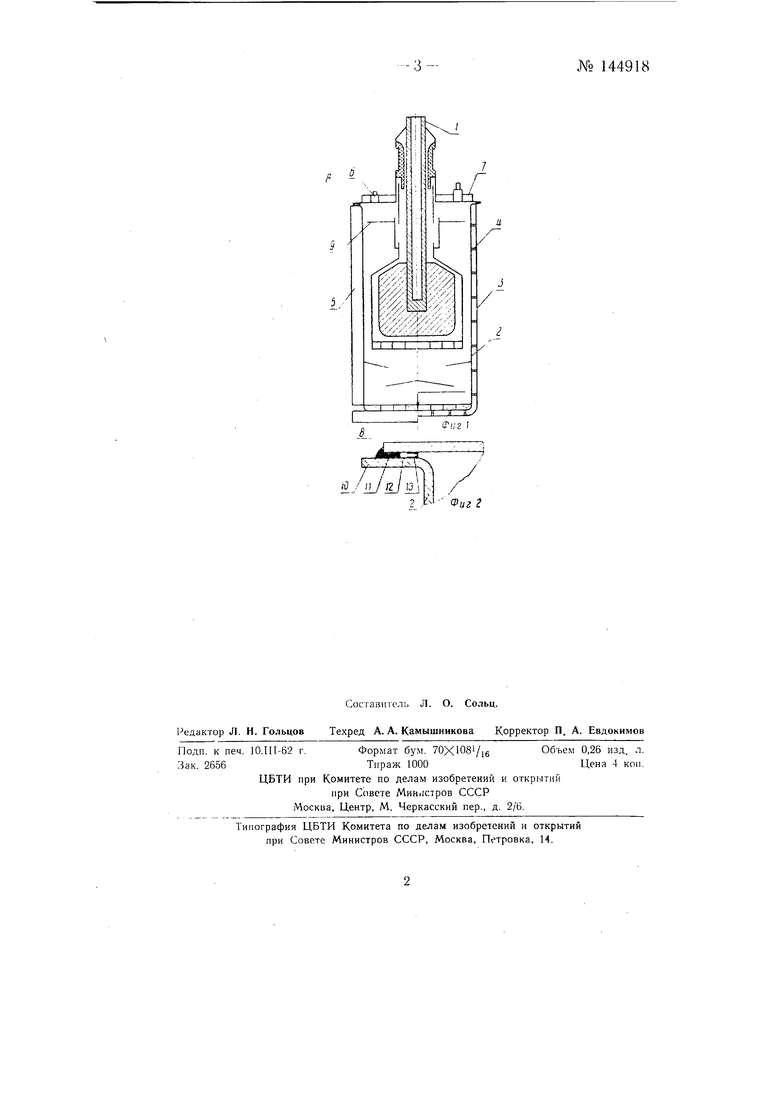
На фиг. 1 показан разрез безнасосного ртутного вентиля, изготовленного по предлагаемому способу; на фиг. 2 представлено в увеличенном лгасщтабе сочленение крышки с корпусом вентиля.
На фиг. 1 приняты следующие обозначения: 1 - стержень анода, 2 - корпус, 3 - рубашка, 4 - направляющие спирали, 5 - ребро охлаждения, 6- вакуумный кран, позволяющий в любое время и в любых условиях измерять давление газов в вентиле и их откачивать, 7 - крыщка вентиля, 8- сочленение крышки 7 с корпусом 2, 9 - экран.
В процессе совмещенного обезгаживания металлических вакуумных деталей и собранного вентиля в простой электрической или газовой печи (не вакуумной и без водорода) используются вакуумные свойства самого вентиля. Собранный вентиль нагревается до 800-1000°. При этом температура внутренних деталей вследствие лучеиспускания через небольшой промежуток времени достигает величины, превышающей те.мпературу и они обезгаживаются.
Вакуумные вводы, сочленение крышки с корпусом и другие детали, не выдерживающие высокой температуры, охлаждаются проточной водой или воздухом.
№144918-2 Во избежание деформации стенок корпуса необходимо в случае жидкостного охлаждения вентиля откачать из пространства между корпусом 2 и рубашкой 3 воздух до остаточного давления 500-700 мк При этом на стенки будет действовать сила не более 1 г/сж. Направляющие спирали 4 предотвращают коробление наружной рубащки 5. В случае воздушного охлаждения илтеющиеся на стенке корпуса, дне и крышке ребра охлаждения 5, являющиеся одновременно и ребрами жесткости, предотвращают деформацию.
Как видно из фиг. 2, на котором показано сочленение крыфки с корпусом 2 вентиля, осуществлено спаиванием или приклеиванием, края 10 корпуса загнуты под прямым углом. Места спая на крыфке и корпусе предварительно обслуживаются на ширину 15 , в качестве спая 11 применяется оловянистый припой. Спай защищен от попаДания ртути асбестовой щайбой 12 и обжимкой /5 из тонкой жести. При|клеивание осуществляется таким же образом, но вместо припоя приме|няется клей. Место сочленения удалено от горячей зоны вентиля, зап ищено металлическим экраном 9 (фиг. I) и охлаждается при работе в ентиля действующей системой охлаждения вентиля.f Предмет изобретения
Способ изготовления безнасосного ртутного вентиля, при котором обезгаживание вакуумных деталей и собранного вентиля производят в печи одновременно, отличающийся тем, что, с целью упрощени я изготовления и ремонта вентиля, обезгаживание ведут в простой электрической печи (не вакуумной и без водорода) при температуре 800- 1000°, а сочленение крышки с корпусом вентиля располагают удаленно от мест с высокой температурой и выполняют с помощью мягкого; спая пли путем приклеивания.I
i НУiiJю ± l /
7 I
г Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Безнасосный ртутный вентиль с воздушным охлаждением | 1958 |
|
SU117595A1 |
| Катод ртутного преобразователя с охлаждаемым фиксатором катодного пятна | 1958 |
|
SU117119A1 |
| Вакуумный вентиль | 1960 |
|
SU139527A1 |
| МИКРОУЗЕЛ ВАКУУМНОГО ПРИБОРА И СПОСОБ ЕГО СБОРКИ | 2022 |
|
RU2799520C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОСТЕКЛЯННЫХ УЗЛОВ В КОЛПАКОВОЙ ПЕЧИ | 2023 |
|
RU2819582C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ | 2018 |
|
RU2696510C1 |
| Высокоресурсная металлокерамическая рентгеновская трубка | 2019 |
|
RU2716261C1 |
| Способ изготовления ртутных вентилей | 1956 |
|
SU115615A1 |
| СПОСОБ ПРИПАИВАНИЯ ТИТАНОВЫХ ТОКОВВОДОВ К ОБОЛОЧКЕ ИЗ ПОЛИКРИСТАЛЛИЧЕСКОЙ ОКИСИ АЛЮМИНИЯ ГАЗОРАЗРЯДНЫХ ЛАМП ВЫСОКОГО ДАВЛЕНИЯ С ПАРАМИ ЩЕЛОЧНЫХ МЕТАЛЛОВ | 1969 |
|
SU251089A1 |
| Металлокерамический электровакуумный ввод | 1960 |
|
SU139747A1 |