СО
ч
Изобретение отногится к автоматизации сварочных процессов и может С5ыть использовано при дуговой сварке с поперечными колебаниями сварочного электрода для автоматизации ведения горелки по стыку.
Целью изобретения является повышение точности слежения.
На чертеже изображена блок-схема устройства слежения за линией стыка.
Устройство содержит датчик 1 сварочного тока, соединенный со сварочным электродом 2 и входом второго
14492702
поступает сигнал, характеризующий мгновенное значение сварочного тока. Так как сигналы, поступаицие на входы сумматора 5, имеют противоположные знаки относительно нулевого потенциала, то этим блоком осуществляется операция вычитания части сигнала, не несущего полезной инфор- 0 мации из сигнала, характеризукщего мгновенное значение сварочного тока и выделение на выходе только полезного сигнала. Полезный сигнал, усиленный по напряжению первым усилитеусилителя 3, выход которого соединен 15 лем 10, поступает на входы коммутас входом блока А усреднения величины сварочного тока и вторым входом сумматора 5. Выход блока А усреднения величины сварочного тока соединен с первым входом сумматора 5, выход которого через диод 6 соединен с входом триггера Шмидта 7 и выводом резистора 8. Выход триггера Шмидта 7 соединен с управляищим входом электронного ключа 9, один из управляемых электродов электронного ключа 9 присоединен к точке с нулевым потенциалом, а другой - к второму выводу резистора 8 и входу первого усилителя 10.
Первый усилитель 10 снабжен блоком 11 автоматического регулирования усиления. Выход усилителя 10 соеди- нен с входами коммутаторов 12 и 13, управляющие входы которых связаны с датчиками 14 и 15 фазы поперечного колебания электрода 2. Выходы коммутаторов 12 и 13 связаны соответственно с входами блоков 16 и 17 усреднения, выходы которых подключены к входам блока 18 сравнений. Выход последнего через усилитель 19 мощности подключен к приводу 20 перемещения электрода 2 в поперечном направлении.
Устройство работает следующим образом.
Сигнал, пропорциональный сварочному току, поступает с датчика 1 сварочного тока через усилитель 3, где он усиливается по напряжению, на блок 4 усреднения величины сварочного тока. В блоке 4 усреднения величины сварочного тока сигнал инвертируется по знаку. Таким образом, сигнял, поступающий на первый вход сумматора 5, характеризует среднее значение тока за истекшее время, f .a второй вход . сумматора 5
торов 12 и 13, которые пропускают сигнал в зависимости от состояння датчиков 1А и 15 фазы поперечного колебания электрода. Сигналы, посту- 20 пающие через блоки 16 и 17 усреднения, сравниваются в блоке 18 сравнения, формируя управляющий сигнал, который через усилитель 19 мощности поступает на привод 20 перемещения 25 электрода 2 в поперечном направлении.
При нахождении электрода на линии стыка и движении по ней управляющий сигнал на выходе усилителя 19 мощ- 30 ности становится равным нулю, что соответствует требуемому положению электрода относительно линии стыка. В момент начала сварки сигнал на выходе блока А усреднения сварочного тока равен нулю, в результате чего на выходе аналогового инвертирующего сумматора присутствует только сигнал характеризующий мгновенное значение сварочного тока, который включает триггер Лмидта 7. Последний, включая электронный ключ 9, присоединяет вхо первого усилителя 10 к точке с нулевым потенциалом, что препятствует прохождению сигнала, способного внес 45 ти ошибку в определении устройством положения электрода относительно линии стыка. В момент установления на выходе блока А сигнала триггер Шмидта 7 и электронный ключ 9 отключают- 50 ся и в дальнейшем не препятствуют прохождению сигнала на вход первого усилителя 10.
35
40
Использование резистора 8 обуслов лено необходимостью в разделении сигнала для включения триггера Шмидта 7 от входа первого усилителя 10, соединенного с точкой с нулевым потенциалом в описанном случае.
лем 10, поступает на входы коммутаторов 12 и 13, которые пропускают сигнал в зависимости от состояння датчиков 1А и 15 фазы поперечного колебания электрода. Сигналы, посту- пающие через блоки 16 и 17 усреднения, сравниваются в блоке 18 сравнения, формируя управляющий сигнал, который через усилитель 19 мощности поступает на привод 20 перемещения электрода 2 в поперечном направлении.
При нахождении электрода на линии стыка и движении по ней управляющий сигнал на выходе усилителя 19 мощ- ности становится равным нулю, что соответствует требуемому положению электрода относительно линии стыка. В момент начала сварки сигнал на выходе блока А усреднения сварочного тока равен нулю, в результате чего на выходе аналогового инвертирующего сумматора присутствует только сигнал, характеризующий мгновенное значение сварочного тока, который включает триггер Лмидта 7. Последний, включая электронный ключ 9, присоединяет вход первого усилителя 10 к точке с нулевым потенциалом, что препятствует прохождению сигнала, способного внес- ти ошибку в определении устройством положения электрода относительно линии стыка. В момент установления на выходе блока А сигнала триггер Шмидта 7 и электронный ключ 9 отключают- ся и в дальнейшем не препятствуют прохождению сигнала на вход первого усилителя 10.
Использование резистора 8 обусловлено необходимостью в разделении сигнала для включения триггера Шмидта 7 от входа первого усилителя 10, соединенного с точкой с нулевым потенциалом в описанном случае.
нал
В момент прекращения сварки сиг- , соответствующий мгновенному значению сварочного тока, становится равным нулю и на выходе сумматора 5 появляется сигнал отрицательной полярности, протекание которого предотвращается наличием в схеме диода 6.
Наличие блока 11 автоматического регулирования усиления стабилизирует процесс регулирования.
1Д
Таким образом, вновь введенные узлы повышают точность слежения за стыком с одновременным повьтаением ка- 5 первым входом сумматора и через блок
нести связаны с приводом перемещения электрода в поперечном направлении, причем управляющие входы коммутаторов связаны с датчиками фазы поперечного колебания электрода, от - личающееся тем, что, с целью повышения точности слежения, оно дополнительно снабжено вторым усилителем, блоком усреднения величины сварочного тока, сумматором, диодом, резистором, триггером Шмидта и электронным ключом, при этом выход второго усилителя связан с
я 6.
1Д49270
первым входом сумматора и через блок
нести связаны с приводом перемещения электрода в поперечном направлении, причем управляющие входы коммутаторов связаны с датчиками фазы поперечного колебания электрода, от - личающееся тем, что, с целью повышения точности слежения, оно дополнительно снабжено вторым усилителем, блоком усреднения величины сварочного тока, сумматором, диодом, резистором, триггером Шмидта и электронным ключом, при этом выход второго усилителя связан с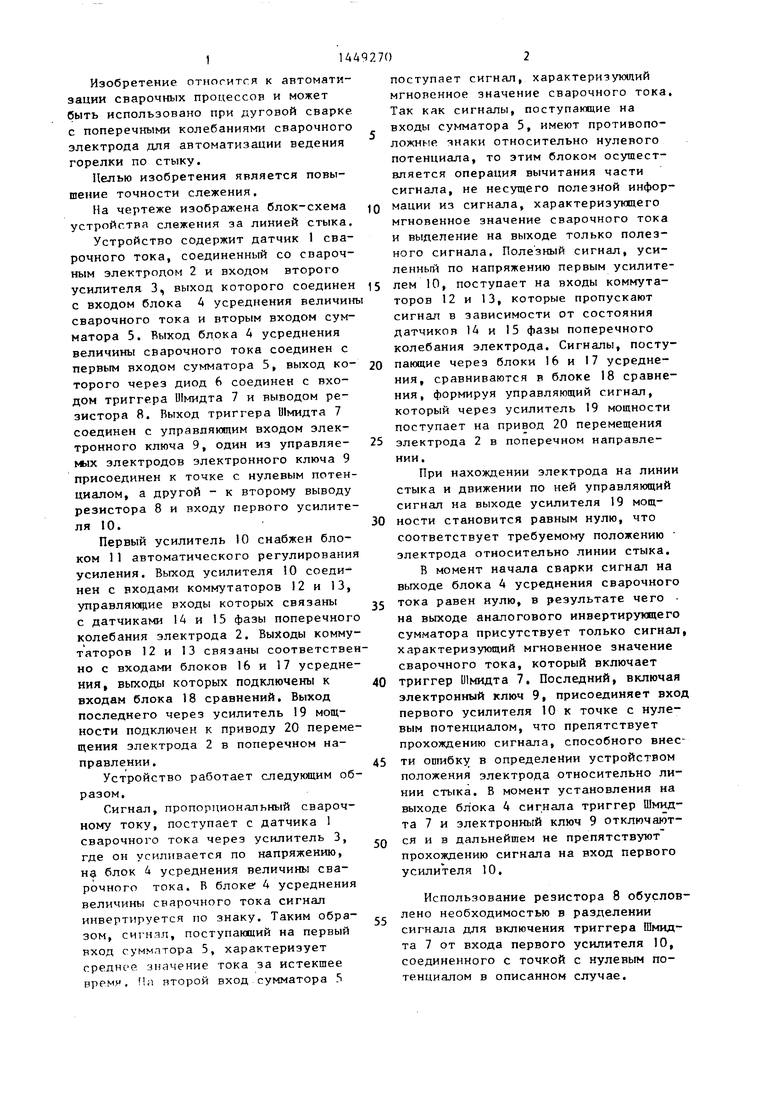
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2212320C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2217276C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОРЕЛКИ | 2004 |
|
RU2278770C1 |
| Устройство слежения за стыком | 1990 |
|
SU1706796A1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2251474C1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| Устройство слежения за линией стыка | 1988 |
|
SU1507545A1 |
| УСТРОЙСТВО ВЫДЕЛЕНИЯ ИНФОРМАЦИИ И УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2003 |
|
RU2240903C1 |
| Устройство слежения за стыком свариваемых деталей | 1989 |
|
SU1680460A1 |
Изобретение относится к автоматизации сварочньгх процессов и может быть использовано при дуговой сварке с поперечным колебанием сварочного электрода. В противоположных фазах колебания сварочного электрода устройство слежения производит измерение и последующее сравнение сварочного тока. По результату сравнения формируется сигнал управления приводом поперечного перемещения электрода путем применения блока усреднения величины сварочного тока и сумматора. Повышается информационная составляю- п(ая сигнала датчика сварочного тока. Переходные процессы в работе устройства блокируются узлом, содержащим диод, резистор, триггер Шмидта и электронный ключ. 1 ил. (Л
чества сварных соединений. Формула изобретения
Устройство слежения за линией стыка, содержащее датчик сварочного тока, первый усилитель, выход усилителя через первый и второй коммутаторы связан с входами первого и второго блоков усреднения, выходы которых через блок сравнения и усилитель мощL-J Цд
усреднения величины свароиного тока с вторым входом сумматора, выход которого через последовательно соединенные диод и резистор.связан с входом первого усилителя, причем общая точка диода и резистора под- ключена к входу триггера П1мидта, выход которого связан с управляющим входом электронного ключа, подключенного между входом первого усилителя и корпусом устройства.
| Авторское спидр.тельство СССР № 1003454, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
